

Екзаменаційні питання по дисципліні РІ і ІОАВ
Матричний спосіб перетворення координат. 6
Вимоги до різального та допоміжного інструменту верстатів з ЧПК 10
Вимоги до допоміжного інструменту для верстатів з ЧПК токарної групи [10, с.261-271] 12
Засоби механічного кріплення БНП у різців їх характеристика [9, c. 68-90] ЗСП 17
Заточення різців [4, Методичні вказівки] 19
Взаємозв'язок переднього і заднього кутів при косокутному різанні при їх вимірі в головної січної і нормальної до різальної крайки площинах ЗСП [1, c. ] 23
Визначення кута, укладеного між інструментальною і кінематичною площинами різання, і його вплив на процес різання ЗСП 23
7 Фасонні різці: класифікація, основні визначення та алгоритм профілювання 24
Профілювання круглого різця 25
Розрахунок державки різця 27
Свердла: класифікація, режимні параметри 28
Геометричні параметри робочої частини спірального свердла 29
Способи підточення та заточення свердел 32
Особливості конструкції сучасних твердосплавних свердел та з різальними елементами з НТМ 37
Зенкери, їх конструктивні елементи 39
Розвертки 40
Особливості конструкції розверток для верстатів з ЧПК [5,c.164-170] 43
Рисунок 16.1 – Розгортка для верстатів з ЧПК 43
Протягування: характеристика, класифікація, основні складові частини протяжки 44
Порівняння схем різання при протягуванні 46
Різальна частина протяжок 47
20 Класифікація фрез. Особливості конструкції циліндричних фрез [3, с.80-87] 50
21. Конструктивні особливості зборних торцевих фрез 52
Розрахунок кріплення фрези за умови передачі крутного моменту [ 10, с.300-301] 55
Фасонні фрези. Визначення задніх кутів затилованої фрези. 56
24 Допоміжний інструмент для верстатів з ЧПК свердлильно-розточувальної і фрезерувальної груп [7, с.13-20, 195] 58
25 Мітчики 64
26 Інструменти, які працюють по методу обкатки. Загальні положення, сутність теорії сполучених профілів. 68
27. Алгоритм та характеристика методів профілювання обкатного інструменту, профілювання гребінки (шліцьової фрези) 69
Профілювання довбачів 70
Профілювання обкатного різця [] 71
Визначення радіусів початкового кола обкатних інструментів [ с.276-278] 72
Евольвента і її властивості 73
Пальцеві зубонарізні фрези 75
Дискові зубонарізні фрези. 76
Зуборізні інструменти, що працюють по методу обкатки 77
Зуборізні гребінки [3, c.161-163] 78
36 Конструкція черв’ячних фрез для виготовлення зубчатих коліс [5, с.163-170] 79
37 Геометрія зубців черв’ячних фрез [5, с.163-170] 82
38 Інструмент для нарізання конічних коліс методом копіювання [5, с.367-369] 84
39 Нарізання конічних коліс методами обкатування [5, с.370-373] 85
40 Нормативна комплектація верстатів з ЧПК інструментом [5а, с.266-268] 87
Пристрої автоматичної зміни інструменту (АСІ) 88
Історія створення дисципліни «Різальний Інструмент»
До 30-х років вимоги до різального інструменту підвищились і накопичився об’єм знань, який необхідно було упорядкувати. Значні труди належать Семенченко (перший – 4-х тома) : Грановському “Кінематика різання”, Родіну П.Р., який очолює Київську школу по проектуванню інструменту. Лашньов, Юліков займались проектуванням інструментів за допомогою ЕОМ.
Металорізальний інструмент є одним з найважливіших знарядь виробництва. Інструменти з'явилися на ранньому ступні розвитку людського суспільства, коли первісна людина почала створювати знаряддя з каменю, кості, дерева й інших матеріалів. Уже в епоху неоліту людина досягла значної майстерності у виготовленні кам'яних знарядь; шкребків, різців, наконечників, сокир, доліт.
Чудовим досягненням людини було освоєння вогню. В 111...1 тисячоріччях до н.е. люди навчилися одержувати мідь і олово й виплавляти бронзу. Революціонізуючу роль у розвитку інструментів зіграло залізо, яке дало ремісникові інструменти такої твердості й гостроти, яким не міг протистояти жоден з відомих матеріалів.
У міру розвитку ремісничого виробництва номенклатура інструмента стала розширюватися, з’явилися напилки, різці, перові свердла, мітчики й плашки, шліфувальні круги. На зміну ремісничому виробництву прийшов мануфактурний період. Диференціація виробничого процесу на окремі операції сприяла спеціалізації інструментів, пристосуванню їх до певних операцій, створенню й застосуванню порівняно простих верстатів, головним чином токарних й свердлильних. Різальний інструмент робітник тримав у руках. Робота вимагала великої майстерності й фізичної сили й не забезпечувала високої точності виготовлення виробів.
Сутність промислової революції XVIII в. полягала в переході від ручного до машинного інструмента. Це стало можливим завдяки винаходу супорта - механізму, що тримав різець. Токарні верстати із механізованим супортом уперше були побудовані в Росії А. К. Нартовым (1693-1756). Колекція А. К. Нартова в Ермітажі нараховує більше 50 типів інструментів.
Впровадження верстатів і машинних інструментів дозволило вивести потужність знарядь праці далеко за межі фізичних можливостей людини. Якщо робітник-ремісник тримав інструмент у руках і не міг розвивати більші зусилля, то застосування машин зняло ці обмеження, що дозволило різко підняти потужності верстатів і забезпечити ріст продуктивності праці. Прикладом можуть служити важкі токарні верстати, різці яких можуть знімати стружку площею перетину до 120мм2, що відповідає навантаженню на різець порядку 15.... 20 т. Виготовляються протяжні верстати із зусиллям 100 тс, карусельні верстати висотою із триповерховий будинок і ін.
Перехід до машинної індустрії привів до надзвичайно бурхливого розвитку інструментів і створенню нових типів. У другій половині XIX в. з'являються спіральне свердло, розвертка, зенкер, різноманітні фрези, у тому числі затиловані. Наприкінці XIX – початку XX в. стали використовуватися у виробництві шнекові фрези, зуборізні довбачі, гребінки й ін.
Двадцяті роки XX в. характеризуються впровадженням протяжок, які навіть у даний час знаходять широке застосування через високу продуктивність і якість обробки. У цей же період починають застосовувати комбіновані інструменти, що дозволяють сполучати різні операції.
Практика показує, як впливає інструмент на розвиток техніки обробки матеріалів різанням. Так, спочатку зубчасті колеса виготовлялися за допомогою лиття. Потім був розроблений метод обробки коліс копіюванням фасонною зуборізною фрезою на фрезерному верстаті. Після фрезерування однієї западини заготовку повертали і робили обробку наступної. До кінця XIX в. зуборізна фасонна фреза по точності та продуктивності обробки перестала задовольняти вимогам промисловості. Це привело до створення методу обкатування, що дозволив різко підвищити продуктивність і точність обробки. На зміну фасонній зуборізній фрезі прийшла черв'ячна (шнекова), котра на сьогоднішній день є найпоширенішим зуборізним інструментом. Черв'ячна фреза привела до створення зубофрезерного верстата.
На початку XX в. з'являються два нових методи обробки коліс за допомогою зуборізних гребінок і довбачів, які перевершують черв'ячну фрезу по точності профілю колеса. У результаті зубо-довбальні та зубо-строгальні верстати почали, витісняти зубофрезерні. З 1932 р. швидко поширюється в зуборізному виробництві процес шевінгування для остаточної обробки незагартованих зубчастих коліс і відповідні зубошевінгувальні верстати. У зв'язку із впровадженням процесу шевінгування зросла роль черв'ячної фрези, оскільки обробка коліс цим інструментом більше продуктивна в порівнянні з обробкою довбачами, а точність, що дає шнекова фреза, задовольняє вимогам, пропонованим до коліс, що піддається шевінгуванню. Винахід зубодовбальних голівок для одночасної обробки методом копіювання всіх западин зубчастого колеса, зуборізних обкатних різців, ланцюгових протяжок для коліс методом обкатування сприяло появі нових зуборізних верстатів.
Однією з основних тенденцій розвитку металорізальних інструментів є створення нових інструментальних матеріалів, які дозволяють підвищувати швидкості різання й продуктивність праці.
До початку XX в. основним інструментальним матеріалом була вуглецева інструментальна сталь. Інструменти, виготовлені із цього матеріалу, працювали зі швидкостями різання близько 5...10 м/хв. Розвиток інструментальних матеріалів привело до появи швидкорізальної сталі, інструменти з якої дозволили підвищити швидкість різання до 30....40 м/хв. Подібне підвищення швидкості різання не могло не відбитися на конструкції металорізальних верстатів. Верстати, що мають більшу частоту обертання, стали більше жорсткими, масивними. Груповий трансмісійний привод був замінений індивідуальним. Прикладом токарного верстата, призначеного для обробки деталей машин швидкорізальними різцями, може служити верстат ДИП заводу «Червоний пролетар». Перша партія з 10 токарно-гвинторізних верстатів ДИП-200 була випущена до 1 травня 1932 р. Ці верстати з висотою центрів 200 мм мали індивідуальний електропривод, з максимальною частотою обертання шпинделя 600 об/хв.
Подальший прогрес машинобудування пов'язаний із застосуванням твердих сплавів. Їх використання дозволило збільшити швидкості різання в 3...4 рази. Подібне різке збільшення швидкості різання настійно зажадало створення нових металорізальних верстатів, що відповідають можливостям нових інструментів. Тому на заводі «Червоний пролетар» був створений і в листопаді 1956 р. запущений у виробництво верстат 1К62 із частотою обертання від 12,5 до 2000 об/хв. Таким чином, впровадження нових інструментальних матеріалів приводить до відповідної зміни конструкцій металорізальних верстатів.
Різальний інструмент не тільки впливає на конструкцію верстатів, технологію виготовлення, але й на конструктивні форми деталей машин. Так, поява й широке поширення в машинобудуванні шліцьових з'єднань стало можливим завдяки застосуванню методу протягання. Не можна забувати про діалектичний взаємозв'язок різального інструменту конструкції верстатів та технології машинобудування.
Приведемо ряд прикладів. Наприклад, розвиток важкого верстатобудування потребував створення нових конструкцій великогабаритних інструментів. Потреба в обробці з високою точністю й великою продуктивністю дрібно модульних зубчастих коліс поставила перед інструментальниками завдання створення відповідних дрібно модульних зуборізних довбачів і шеверів т --- 0,4...1,0 мм, що, була успішно вирішена на Московському інструментальному заводі.
Завдання розробки різальних інструментів із високою розмірною стійкістю, здатних обробляти деталі протягом не менш однієї зміни, було успішно вирішено Всесоюзним науково-дослідним інструментальним інститутом. У сучасних умовах швидкісного різання час, необхідний для допоміжних процесів, дуже впливає на продуктивність праці. Наприклад, при токарній обробці швидкорізальними різцями машинний час становить 9,6 хв, а допоміжний - 5 хв. У результаті впровадження швидкісного різання машинний час скоротився до 1 хв, тому протягом 1 години токар став фізично трудитися 50 хв, а верстат-тільки 10. У цей час для підвищення продуктивності праці, полегшення умов роботи виникла потреба широкого впровадження автоматизованих виробничих процесів. В автоматизованому, виробництві використовують як інструменти до універсальних верстатів, так і спеціальні інструменти з різальною кромкою, яка обновляється в процесі різання.
Поява нових інструментів вплинула на продуктивність праці і сприяла подальшій автоматизації процесів. Інструментальне виробництво розвивається двома шляхами:
-
поява нових, сучасних інструментальних заводів;
-
на великих підприємствах – інструментальні цехи.
Матричний спосіб перетворення координат.
(Решетов Д.Н. Портман В.Т. “Точность металлорежущих станков”;
Литвинов “Теория зубчатых зацеплений”)
Матричний апарат перетворення координат є зручним, компактним, прийнятним для роботи на ЕОМ. Всього ми будемо працювати з 6-ма матрицями перетворення координат, три з яких описують повздовжні переміщення, три інші повороти навколо осей координат. Системи координат повинні бути лише праві.
Права система координат - це коли при погляді з додатного напрямку осі Z, поворот від Х до У проти годинникової стрілки.
|
Осі |
Переміщення |
|
|
вздовж |
навколо |
|
|
Х |
А1(Х) |
А4() |
|
У |
А2(У) |
А5() |
|
Z |
А3 (Z) |
А6(γ) |
Всі ці матриці розмірністю 4х4. Тому довільне перетворення координат (це від “старої”, ми переходимо до “нової” системи координат), може бути представлено матричним рівнянням.
![]() (1),
(1),
де ri-1 –це радіус – вектор точки в новій системі координат ;
ri - це радіус – вектор точки в старій системі координат .
Власний радіус-вектор точки з декартовими координатами X, Y, Z записується у вигляді вектора-стовпця четвертого порядку:
 (1.1)
(1.1)
Вектор r може бути представлений у вигляді:
![]() ,
,
де
![]() –
орти (одиничні вектори) осей координат;
–
орти (одиничні вектори) осей координат;
 (1.2)
(1.2)
![]() –
радіус-вектор
початку координат.
–
радіус-вектор
початку координат.
Єдина операція, що перетворить радіус-вектор в інший радіус-вектор – множення на матрицю перетворення координат. По визначенню радіус-вектора його початок завжди збігається з початком координат.
Невласний
вектор, а
має
однорідні координати
![]() і 0, тобто:
і 0, тобто:
![]() (1.3)
(1.3)
Невласними векторами є швидкість і прискорення точок, нормаль до поверхні, похибка положення точок і т.д.



де р – скаляр.
Перетворення координат. Розглянемо дві системи координат стару– Si і нову – Si-1. Одна і та сама точка має в цих системах різні координати, за винятком випадку, коли Si і Si-1 цілком збігаються.
Довільному переміщенню цих СК одна відносно одної відповідає лише єдина операція – множення матриць. Множення матриць зручно записувати справа наліво. Позначимо через ri-1 і ri радіус-вектори точки в цих системах координат виду (1.1). Вони зв'язані матричним співвідношенням:
![]() (1.4)
(1.4)
де Аi-1,i – матриця розміром 4×4 перетворення координат:
 (1.5)
(1.5)
При кожній з операцій зі старою системою координат, яка відповідає вектору ri, може бути зв'язан довільний об’єкт (точка, крива, поверхня чи інший). Лівий верхній блок 3×3 описує поворот системи Si відносно свого початку координат Оi в таке положення, що осі систем Si і Si-1 виявляються паралельними одна одній та однаково спрямованими. Цей блок являє собою ортогональну матрицю, тобто для всіх i, k = 1, 2, 3:

і, крім того, визначник цієї матриці:

Три перші координати а14, а24 і а34 четвертого стовпця матриці А являють собою декартові координати початку координат Оi системи Si у системі Si-1.
Нехай системи Si і Si-1 зв'язані з двома послідовними ланками формоутворюючої системи. З огляду на те, що відносні рухи ланок вичерпуються шістьма найпростішими рухами, формулу (1.4) можна представити у вигляді:
![]() (1.6)
(1.6)
де
![]() (j
= 1...6) – одна із шести матриць (таблиця
1.1), що описують або поступальний рух
системи Si
уздовж
однієї з осей Si-1
(поступальним рухам відповідають матриці
(j
= 1...6) – одна із шести матриць (таблиця
1.1), що описують або поступальний рух
системи Si
уздовж
однієї з осей Si-1
(поступальним рухам відповідають матриці
![]() ),
або обертання системи Si
відносно однієї з осей системи Si-1
(обертанням
відповідають матриці
),
або обертання системи Si
відносно однієї з осей системи Si-1
(обертанням
відповідають матриці
![]() ).
).
Домовимось, що завжди рухаємо нову систему координат відносно старої, а знак матриці визначаємо за умови руху старої системи координат відносно нової.
Правило знаків. Для аргументів qj матриць Аj(qj). Аргумент qj вважається додатним, якщо стара система Si рухається в додатньому напрямку відносно осей нової системи Si-1 тобто:
а)
лінійні переміщення
![]() вважаються додатними, якщо система Si
рухається в додатньому напрямку
відповідної осі системи Si-1;
вважаються додатними, якщо система Si
рухається в додатньому напрямку
відповідної осі системи Si-1;
б)
кути повороту
![]() вважаються додатними, якщо стара система
Si
обертається проти годинникової стрілки
відносно нової.
вважаються додатними, якщо стара система
Si
обертається проти годинникової стрілки
відносно нової.
Усі системи координат – правобічні, тобто обертання від осі X до осі Y (при погляді з кінця осі Z) повинне відбуватися проти годинникової стрілки.
Можна показати, що будь-яка матриця виду (1.5) може бути представлена у вигляді добутку не більше аніж шести матриць Aj, приведених у таблиці 1.1
Таблиця 5.1 – Матриці узагальнених переміщень
|
ВИД РУХУ |
МАТРИЦІ, ЩО МОДЕЛЮЮТЬ РУХ ВІДНОСНО ОСІ |
||
|
X |
Y |
Z |
|
|
Уздовж осі |
|
|
|
|
Обертання навколо ссі |
|
|
|
|
ПРИМІТКА. Верхній індекс у позначенні матриці А – номер узагальненої координати, Х, Y, Z – лінійні переміщення уздовж осей; φ, ψ, θ – кути повороту відносно осей. |
|||






Властивості матриць:
Властивість 1: Матриця Aj від суми аргументів дорівнює добуткові матриць того ж виду від доданків (для всіх j = 1...6):
![]()
![]()
Властивість 2: Матриця Aj від нульового аргументу є одинична матриця (для всіх j = 1...6):
![]()
Властивість 3: Зворотня матриця є матриця від аргументу зі зворотним знаком (для всіх j = 1...6):
![]()
Властивість 4: Зворотня матриця добутку будь-яких матриць виду Aj дорівнює добуткові тих же матриць від аргументів зі зворотним знаком, узятому в зворотному порядку:

Властивість 5: Множення цих матриць коммутативно:
![]()
якщо виконана одна з наступних трьох умов:
а) j = 1, 2, 3; k =1, 2, 3, тобто переміщення двох послідовних ланок поступальне;
б) j = k, тобто переміщення двох послідовних ланок відбувається по одній узагальненій координаті;
в)
![]() ,
тобто дві послідовні ланки утворять
циліндричну пару (одна робить поступальне
переміщення, а інша обертається відносно
загальної осі).
,
тобто дві послідовні ланки утворять
циліндричну пару (одна робить поступальне
переміщення, а інша обертається відносно
загальної осі).
Для невласних векторів, тобто векторів виду (1.3) маємо:
![]() ,
j = 1, 2, 3, (1.7)
,
j = 1, 2, 3, (1.7)
Вимоги до різального та допоміжного інструменту верстатів з ЧПК
[7, с.5-18] Для сучасного виробництва характерно значне збільшення номенклатури виробів виготовлених у середньо-серійному виробництві. Для рішення поставленого завдання широко використовуються верстати з ЧПК.
Шляхами зниження собівартості виготовлення деталей є створення інструмента, що забезпечує підвищення економічної швидкості різання, а також застосування пристроїв, які реагують на вихід інструмента з ладу й незадовільне формування стружки (рисунок 1)
Аналіз вимог до інструмента показує, що вони розділяються на:
-
вимоги до різальної частини інструмента;
-
вимоги до пристроїв, які забезпечують функціонування різальних частин.
Термін використання різальної частини обмежений, крім того, вона має більшу вартість. Тому економічно доцільно пристрої, які забезпечують її функціонування виділити в окремі агрегати – допоміжний інструмент.
Конструкція допоміжного інструмента визначається його основними приєднувальними поверхнями для установки на верстаті та різальної частини. Кріплення інструмента на верстаті визначає конструкцію хвостовика, що повинен бути однаковим для всього інструмента
Складовою частиною інструментального забезпечення верстатів з ЧПК, є широка номенклатура різального інструменту, який має ті ж конструкції, що й інструмент для універсальних верстатів з ручним керуванням.
Однак у зв'язку з високою вартістю верстатного обладнання експлуатувати інструмент необхідно використовувати на економічно обґрунтованій швидкості різання, що забезпечує мінімальну собівартість операції. Це накладає ряд вимог до конструкції різального інструменту верстатів з ЧПК :
-
Раціонально застосовувати тільки прогресивні конструкції різального інструменту;
-
Інструмент повинен забезпечувати підвищені економічні режими різання, що дозволить знизити час різання.
-
Забезпечення заданої стійкості й надійності в роботі, що виключає втрату різальної здатності. Це означає, що для зменшення числа можливих поломок повинні програмуватися більше короткі періоди стійкості при меншому зношуванні, чим для верстатів з ручним керуванням. Матеріал інструмента повинен бути оптимальним.
-
Доцільно конструкції інструмента спеціалізувати по видах оброблюваних матеріалів.
-
Для ефективної експлуатації інструмент повинен володіти швидко змінністю.
Перерахованим вимогам найбільше відповідають конструкції збірного інструмента механічним кріпленням БНП.

Вимоги до допоміжного інструменту для верстатів з ЧПК токарної групи [10, с.261-271]
Допоміжний інструмент встановлюється між супортом верстата та РІ, має базові поверхні та для пристроїв АСІ (автоматичної зміни інструменту).
Вимоги до допоміжного інструмента для верстатів з ЧПК
-
Кріплення різального інструменту з необхідною точністю, жорсткістю, вібростійкістю.
-
Легко встановлюватися та зніматися й мати меж-розмірну уніфікацію
-
Регулювання положення різальних кромок як на верстаті, так і поза.
-
Розширення технологічних можливостей верстатів з ЧПК
-
Концентрація технологічних переходів
-
Технологічність виготовлення.
До приєднувальних поверхонь допоміжного інструмента висувають вимоги по шорсткості 0,2-0,8 мкм, твердість HRCэ52-58. Для виготовлення допоміжного інструмента рекомендована до застосування сталь 18ХГТ із цементацією на глибину 1мм і наступним загартуванням
Допоміжний інструмент токарних верстатів повинен забезпечувати кріплення різців, свердел, мітчиків, і ін. і задовольняти перерахованим вище вимогам.
Найбільше застосування одержали токарні верстати з револьверними голівками, які дозволяють кріпити різальний інструмент як безпосередньою установкою, так і за допомогою допоміжного.
Широко застосовують наступні способи установки допоміжного інструмента.
-
Центрування по конусу або циліндричному хвостовику, із кріпленням гвинтами за фланець або за рифлення клином
Спосіб кріплення одержав поширення на верстатах з револьверною голівкою (6-8 граней), на одній грані якої може бути закріпленими кілька різцетримачів.
-
Найбільш широко використовують спосіб кріплення за допомогою циліндричного хвостовика, що забезпечує надійне центрування й відносну простоту конструкції (рис.).
-
Різцетримачі з установкою на призматичні напрямні використовують для чотирьох позиційних револьверних головок. Спосіб дозволяє на одній грані незалежно встановлювати декілька різці тримачів, які фіксуються сухарем.
Допоміжний інструмент дозволяє закріпляти РІ як для зовнішньої так і для внутрішньої обробки.
Різці закріплюють у пазах різцетримача, які виготовляють як у поздовжньому так і поперечному напрямках та мають отвори для підведення МОР безпосередньо в зону до різальної кромки.

Рисунок 3.1 - Способи кріплення інструмента на токарних верстатах з ЧПК
Кузнецов Ю.Н. Оснастка для станков с ЧПУ: справочник
Модульное оборудование для ГПС: справочник/ Р.Э. Сафраган, Г.А. Кривов и др. – К.: Тэхника, 1989. – 175 с. с. 82-89

На рисунке 1 показана Модульная подсистема вспомогательного инструмента с цилиндрическим хвостовиком для станков токарной группы и схемы компоновки инструментальных блоков, содержащие следующие элементы:
2.1 — резцедержатель с поперечным открытым пазом;
2.2 — резцедержатель с поперечным закрытым пазом;
2.3 — резцедержатель с параллельным закрытым пазом;
2.4 — резцедержатель с перпендикулярным и параллельным закрытым пазом;
2.5 — резцедержатель с осевым закрытым пазом;
2.6 — резцедержатель с поперечным открытым пазом для отрезных резцов;
2.7 — резцедержатель несимметричный с перпендикулярным открытым пазом;
2.8 — резцедержатель с перпендикулярным и параллельным открытым пазом удлиненный;
2.9 — резцедержатель с параллельным открытым пазом удлиненный;
2.10 — переходная втулка;
2.11 — державка для инструмента с цилиндрическим хвостовиком;
2.12 — переходная втулка с конусом Морзе;
2.13 — переходная плавающая втулка с конусом Морзе;
2.14 — расточная борштанга с перпендикулярным пазом;
2.15 — то же с наклонным пазом;
2.16 — патрон для метчиков;
2.17 — переходная разжимная втулка;
2.18 — то же со шпоночным пазом;
2.19 — то же со шпоночным пазом упрочненная.
Резцедержатели предназначены для крепления инструмента
2.1—2.9 державок резцов сечением от 16х16 до 40х40 мм,
2.1; 2.2; 2.4; 2.7—2.9 — для обработки наружных поверхностей,
2.3 и 2.5 — для обработки внутренних поверхностей.
2.1—2.9 могут быть левого и правого исполнения (за исключением двухстороннего резцедержателя 2.6).
В переходной втулке 2.10 устанавливают режущий инструмент или переходной вспомогательный инструмент с хвостовиком 16—40 мм.
Державки 2.11 предназначены для установки перовых сверл, переходная жесткая втулка 2.12 и патрон 2.13 с самоустанавливающейся втулкой — для режущего инструмента, имеющего хвостовик с конусом Морзе.
Резцедержатели или борштанги 2.14 и 2.15 используются для растачивания резцами глубоких отверстий 70—250 мм. Патрон 2.16 предназначен для установки метчиков М6-М27. При установке в патроне специальной вставки можно нарезать резьбу плашками. Переходная разжимная втулка 2.17 применяется для крепления инструмента с цилиндрическим хвостовиком 8— 32 мм. Переходные втулки 2.18 и 2.19 с диаметром отверстия 36 и 48 мм позволяют использовать на станках инструмент сверлильно-расточных и фрезерных станков.
Подсистема вспомогательного инструмента с цилиндрическим хвостовиком изготовляется Николаевским опытным заводом технологической оснастки.

Рисунок 2 – Модульная подсистема вспомогательного инструмента с базирующей призмой для токарных ГПМ
Подсистема вспомогательного инструмента с базирующей призмой (рисунок 2) для станков токарной группы включает следующие компоненты:
3.1 — резцедержатель с открытым и закрытым параллельным пазом 191 811 003;
3.2 — резцедержатель с открытым перпендикулярным пазом;
3.3 — двухсторонний резцедержатель;
3.4 — распределитель охлаждающей жидкости;
3.5 — трехсторонний резцедержатель;
3.6 — держатель для крепления инструмента с цилиндрическим хвостовиком с отверстием, перпендикулярным к базовой поверхности;
3.7 — держатель для крепления инструмента с цилиндрическим хвостовиком и отверстием, параллельным базовой поверхности;
3.8 — держатель для крепления инструмента с цилиндрическим хвостовиком и отверстием, перпендикулярным к базовой поверхности.
Засоби механічного кріплення БНП у різців їх характеристика [9, c. 68-90] ЗСП
Конструкції інструментів, оснащених багатогранними пластинами, відрізняються великою різноманітністю способів кріплення, які можна звести до декількох схем. Основні характерні схеми кріплення, приведені на рисунку 1.
Кріплення прихоплювачем (рисунок 1,а) застосовують для пластин без отворів, в тому числі мінералокерамічних. Пластину встановлюють в закритий паз і базують по опорній і бічній поверхнях. Забезпечується висока точність базування і підвищена надійність кріплення пластин. На різцях для обробки сталей може застосовуватися стружколом (рисунок 2,а). Опорна твердосплавна пластина призначена для кращого контактування між нею та різальною пластиною та запобігання ушкодженню державки, яка є найбільш складним виробом. До недоліків даної конструкції можна віднести громіздкість вузла кріплення.

Рисунок 1 – Схема кріплення багатогранних пластин на різцях
Схема, яка показана на рисунку 1,б передбачає застосування поворотного елемента (L- подібного важеля, штифта), що забезпечує притискання пластини до бічних базових поверхонь закритого паза державки, і застосовується для пластин з отвором, забезпечуючи високу точність базування, однак не гарантує точного прилягання опорної поверхні пластини до опорної поверхні на різцетримачі. Пластина повинна мати отвір, що послаблює її та є концентратором навантажень. Даний метод як і решта, не може застосовуватись для кріплення мінералокерамічних пластин.
Один з варіантів даної конструкції представлено на рисунку 2, б.


Рисунок 2 – Конструкція кріплення багатогранних пластин
Схема, яка показана на рисунку 1,в, передбачає застосування пластин з конічним або торовим отвором, які кріплять гвинтами з конічною голівкою. Вісь гвинта зміщена на 0,15 мм відносно отвору пластини, що забезпечує притискання її до опорної і бічної сторін закритого паза. Таке надійне і малогабаритне кріплення застосовується для розточувальних різців, свердел, також на кінцевих фрезах і розточувальному інструменті. Відсутність зазору між опорними поверхнями пластини і корпуса забезпечується притиском пластини при затягуванні кріплення.
За схемою, показаною на рисунку 1,г, закріплення пластини виконується клином-прихоплювачем (рисунок 2,в), який при затягуванні гвинта опирається на пластину та, зсуваючись по похилій площині державки, притискає її до штифта. Цей метод має ряд недоліків, обумовлених незадовільною схемою прикладення зусиль затиску, які спрямовані назустріч зусиллю різання, та невизначеністю її положення на опорній поверхні.
Заточення різців [4, Методичні вказівки]
Вирішимо задачу для заточення прохідного різця з напаяним кріпленням різальної пластини, яке використовують коли при мінімальних габаритах необхідно отримати найбільшу жорсткість, наприклад, для розточувальних робіт.
Алгоритм вирішення.
1.Знаходять нормаль до поверхні, яку заточують;
2.Встановлюють нормаль у положення перпендикулярне робочій поверхні круга обертанням навколо осей поворотної головки.
Задача може бути вирішена графічним та аналітичним способом.
Н – основна площина (площина малюнку).
V – повздовжня січна площина.
W – поперечна січна площина.

Рисунок 6.1 – Схема вирішення задачі графічним методом
Побудова нормалі до передньої поверхні:
1 Визначають положення слідів площини, яку заточують. На довільній висоті вибираємо точку, від якої відкладаємо кути γпр, γпоп у площинах V і W.
2
Обирають початок вектора нормалі
![]() (довільна точка 1).
(довільна точка 1).
2 Будують проекції нормалі на площини H, V і W, які повинні бути перпендикулярні до відповідних слідів.
На рисунку 6.2,б розглянуто інший приклад: побудови нормалі до задньої поверхні.
Нормаль до задньої допоміжної площини будується за тими ж правилами.

а

б
а – до передньої поверхні б – до задньої поверхні
Рисунок 6.2 – Побудова нормалі
Розглянемо заточення передньої площини різця.
Нормаль до передньої площини при заточенні слід повернути в положення перпендикулярне торцю круга (його робочій площині). Зобразимо заточувальну універсальну трьох поворотну голівку з різцем, яку будемо орієнтувати навколо осей А і В.
Ці повороти можливо проводити лише у визначеному порядку. Першою орієнтація відбувається навколо тієї осі, яка ближче до інструменту, що заточують. Поворот навколо цієї осі (в прикладі ось В) не призводить до зміни положення іншої осі (осі А).
З теоретичної механіки відомо: поворот навколо довільної осі можна представити сумою двох переміщень – повороту навколо рівнобіжної осі і поступального переміщення, яке компенсується підводом інструмента.
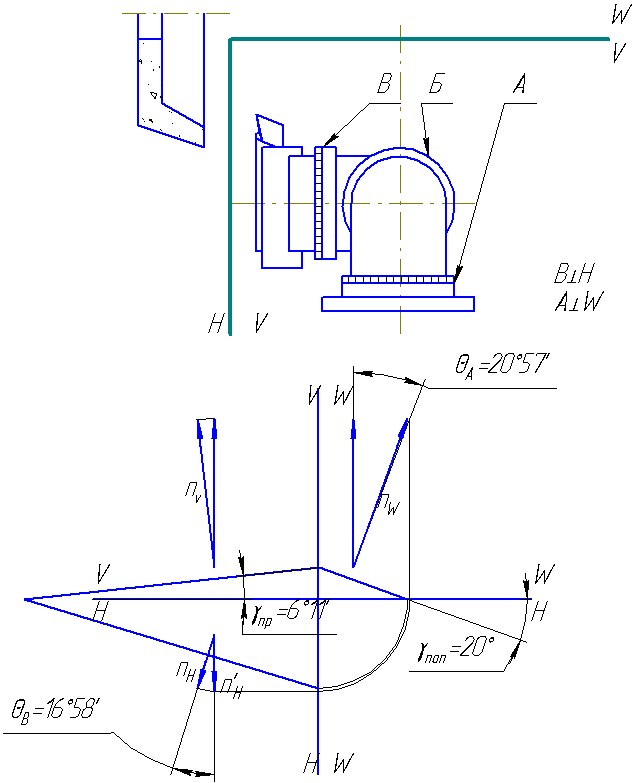
Рисунок 6.3 – Заточення передньої поверхні різця
Орієнтація торцевої фрази при заточенні відбувається в тому ж порядку, як і для різця. Особливостями є: 1) основна площина для фрези проходить через вісь фрези і вершину точку зуба. В початковий момент основна площина встановлюється або в горизонтальне, або вертикальне положення. Решта побудов аналогічна.
Аналітичний спосіб
Нормаль до площини, яку заточують, визначають як векторний добуток двох заданих векторів в цій площині. Ці вектори задані проекціями у довільній системі координат. Нехай перший з векторів Р проходить вздовж головного різального леза (ГРЛ), а інший вектор А.

Користуючись матричним способом перетворення систем координат, необхідно нормаль повернути перпендикулярно до робочої площини шліфувального круга навколо осей голівки (у відповідності до порядку поворотів).
При множенні довжина вектора нормалі n, який має лише три координати, повинна відповідати розмірності матриць. Тому необхідно або додати йому четверту координату (0); або з матриці перетворення виділити верхній блок розміром 3×3.

Щоб
повернути навколо осі х на кут θВ
використовують
матрицю L4(θВ),
а для орієнтації навколо осі z
– матрицю
L6
(θА),:
![]()
В
кінцевому положенні вектор N1
повинен бути розташований перпендикулярно
до робочої площини круга (ZY)
(або паралельно х). В цьому випадку:
![]() .
Це ж рішення можливо записати в іншому
вигляді: прz
N1=0
, прy
N1=0.
Рішення може бути реалізовано в пакеті
програм Mathcad.
.
Це ж рішення можливо записати в іншому
вигляді: прz
N1=0
, прy
N1=0.
Рішення може бути реалізовано в пакеті
програм Mathcad.

Взаємозв'язок переднього і заднього кутів при косокутному різанні при їх вимірі в головної січної і нормальної до різальної крайки площинах ЗСП [1, c. ]
Визначення кута, укладеного між інструментальною і кінематичною площинами різання, і його вплив на процес різання ЗСП
7 Фасонні різці: класифікація, основні визначення та алгоритм профілювання
Фасонні різці використовуються в умовах крупносерійного і масового виробництва Переваги їх використання: висока продуктивність обробки через значну довжину різального леза, низькі вимоги щодо кінематики верстата. Однак, використання різців потребує виготовлення шаблона і контр шаблона. Фасонні різці мають фасонну різальну кромку, яка в моменти формоутворення торкається номінальної поверхні деталі. Ширина стружки, що зрізається, є значною підвищена її деформація через складність форми, тому верстат та державка різця повинні мати значну жорстокість.
ФР Класифікують:
-
за формою задньої поверхні та конструкцією:
стержневі; призматичні; круглі;
-
за відносним розташуванням осей деталі та різця:
з паралельним; з похилим;
-
за формоутворюючими рухами:
радіальні різці; тангенціальні різці;
Траєкторія руху деяких точок (базової) різальної кромки радіальних різців співпадає з осьовою площиною деталі. Для тангенціальних різців траєкторія жодної точки не лежить в осьовій площині деталі.
-
за напрямком подачі: радіальний; осьовий; кутовий;
-
за траєкторією руху подачі - з поступальною або круговою.
Для фасонних різців визначають передній і задній кути в площині твірної задньої поверхні і напрямку подачі. Кут λ вимірюється в площині різання. Кути λ, γ та α є змінними вздовж фасонної різальної кромки.
Вибирають кути в так званій базовій точці, де їх значення регламентовані. Звичайно α залежить від типу різця. Для призматичних різців α=12...15 . Для круглих різців α=10...12. Кути γ залежать від матеріалу заготовки і також встановлені в базовій точці. Базова точка знаходиться найближче до осі обертання деталі, або належить найбільш відповідальній ділянці деталі.
Повинно бути задано:
-
геометрія оброблюваної деталі;
-
відносні рухи під час обробки;
Алгоритм профілювання:
-
визначають фасонну різальну кромку різця, як лінію перетинання фасонної поверхні деталі передньою площиною різця;
-
рухаючи фасонну різальну кромку вздовж твірної задньої поверхні, утворюють цю поверхню;
-
утворюють задню поверхню і знаходять перетин фасонної задньої поверхні з площиною нормальною до твірної цієї поверхні;
Фасонні різці виготовляють з швидкорізальної сталі. Тверді сплави дуже погано оброблюються шліфуванням, тому фасонний інструмент з них майже не виготовляють.
Профілювання круглого різця
[2,с. ] Необхідно визначити профіль круглого фасонного різця.
Круглі різці найчастіше використовують через більшу технологічність. Для профілювання необхідно мати поверхню деталі, кінематику процесу різання.
В
момент формоутворення рух подачі
зупиняють. Площина V
перпендикулярна осі деталі. Для створення
заднього кута в базовій
точці вісь круглого різця встановлюють
вище осі деталі на відстань
![]() ,
,
Ra - радіус інструмента в базовій точці а .
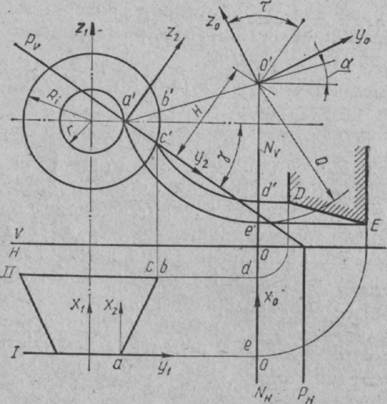
Рисунок 8.1 - Аналітичне профілювання круглого різця.
Алгоритм побудови: (залишається той самий, що і при проектуванні радіального призматичного різця).
-
Знаходимо фасонну різальну кромку, як лінію перетину поверхні деталі передньою площиною круглого різця. Нехай передня поверхня є перпендикулярною до площини V. Під кутом до горизонтальної осьової площини проводимо слід передньої поверхні. Лінія перетину знаходиться за допомогою допоміжних площин. Точка 1 – це точка перетину поверхні деталі передньою поверхнею в площині І. Решту точок перетину поверхні деталі передньою поверхнею знаходимо аналогічно.
-
Створюємо фасонну задню поверхню, обертаючи фасонну різальну кромку різця навколо осі інструмента.
-
Знаходимо профіль - перетин задньої поверхні фасонного різця довільною осьовою площиною. Побудуємо площину N, так щоб вона була вертикальна і перпендикулярна площині Н.
Аналітичне профілювання фасонних різців
Р озглянемо
аналітичне рішення задачі за допомогою
матричного способу перетворення
координат.
озглянемо
аналітичне рішення задачі за допомогою
матричного способу перетворення
координат.
Опишемо профіль та поверхню деталі. Довільна лінія у просторі (профіль) залежить від одного параметра, а поверхня має обов’язково два незалежних параметри.
![]()
![]()
![]() -
біжуча
точка поверхні деталі
-
біжуча
точка поверхні деталі
Множення на вектор е4 з матриці добутку вибирає останній стовпчик.
Поверхня обертання деталі утворюється обертанням напрямної лінії навколо осі. Побудови проводимо згідно алгоритму.
1. Для знаходження фасонної різальної кромки необхідно щоб одна з координатних площин системи співпадала з передньою площиною різця. Переходом до базової точки і поворотом систем координат навколо осі Х на передній кут отримують вектор деталі
![]()
![]() –вектор
поверхні деталі в системі координат,
площина ХУ якої співпадає з передньою
площиною фасонного різця.
–вектор
поверхні деталі в системі координат,
площина ХУ якої співпадає з передньою
площиною фасонного різця.
Знаходимо фасонну різальну кромку, як лінію перетину передньої площини та поверхні деталі. Рівняння передньої площини: Z=0 (1) зв’язує параметри х і . Дане рівняння (х) одночасно задовольняє умовам як поверхонь деталі так і передньої, тому воно належить фасонній різальній кромці. Якщо параметр Х в формулі (1) заданий масивом точок, то для кожного з цих значень також визначається (х).
2. Утворюємо фасонну задню поверхню, обертаючи фасонну кромку навколо осі інструмента. Для цього необхідно:
2.1 повернутись на кут (+) навколо осі Х;
2.2 змістити СК в положення вздовж осі У на відстань Rа до співпадіння з віссю інструмента;
2.3. утворити фасонну задню поверхню, обертаючи різальну кромку навколо осі Х.
![]() (4)
(4)
Рівняння (4) – це рівняння фасонної задньої поверхні різця,
3.
Знайдемо профіль фасонної задньої
поверхні різця як лінію перетину задньої
поверхні довільною осьовою площиною.
В нашому випадку це площина ХУ. має
рівняння Z=0 .Необхідно знайти перетин
фасонної задньої поверхні різця площиною
ХУ;
![]() (5)
(5)
Розрахунок державки різця
Розрахунок проводять за умови забезпечення жорсткості і достатньої міцності. σn – допустиме напруження на згин.
![]()

![]()
![]()
l - виліт різця (ля розточувальних різців має великі значення), M – згинаючий момент,
W
– момент опору, для круглого перерізу
державки різця:
![]()
За конструкцією звичайно H~1.5B
Розв’язуючи
сумісно рівняння отримаємо:
![]()
Допустиме
напруження
![]()
З отриманих формул визначають розміри державки B та H:
 lp
=1.5 H
lp
=1.5 H
Забезпечення жорсткості:
f – допустимий прогин різця
![]()
![]()
Для
прямокутного перерізу
![]()
Кінцево визначають B.
![]()
-
модуль пружності
![]()
З цих умов визначають значення розмірів перерізу державки, і приймають більше.
![]()
Свердла: класифікація, режимні параметри
[ 7, с.95-100] Свердла – це інструмент для обробки отворів як в суцільних матеріалах, так і для розсвердлення. Шорсткість Rz 40-20 мкм, 12 квалітет. Процес свердлення є подібним точінню, але.
-
Вища деформація стружки , тому підвищена тепловиділення.
-
Підвищене тертя на стрічках через відсутність α1=0 .
-
Постійний контакт поверхонь свердла з оброблюваною поверхнею ускладнює відвід стружки та підвід ЗОР.
-
Різні значення швидкості різання, передніх та задніх кутів вздовж ГРЛ. У свердел геометричні параметри значно відрізняються від оптимальних значень.
Головні рухи під час свердлення :
-
Швидке обертання – головний рух: v= (π·D·n)/1000
-
Рух подачі


Існує класифікація свердел:
-
за конструктивними особливостями:
-
Спіральні (найбільш поширені) призначені для обробки отворів глибиною до 5D та діаметром до 50 мм;
-
Перові призначені для обробки отворів діаметром Ø30÷120 мм при наявності достатньої потужності та жорсткості верстату;
-
Ежекторні, пушечні, ружейні, шнекові використовують при великому обсязі робіт по глибокому свердленню (подібно до п.5);
-
Кільцеві для обробки неглибоких отворів діаметром від 50 мм;
-
Центрові при допуску на розташування отворів меншому від 0,15 мм .
-
Збірні з МНП при виконанні отворів діаметром більшим Ø18 мм.
-
за матеріалом різальної частини бувають з вуглецевої та легованої інструментальної 9ХС (при невеликих діаметрах), швидкорізальної сталі, з твердого сплаву;
Свердла з напаяними пластинами з ТС можуть бути рекомендованими для обробки отворів по 10 квалітету та вище лише у чавунних деталях, Суцільні ТС свердла забезпечують обробку більш точних отворів.
-
за виконанням суцільні, сварні, збірні.
Спіральне свердло має 5 різальних лез та складається з наступних частин:
 Рисунок
10.1 – Свердло зі спіральним хвостовиком
Рисунок
10.1 – Свердло зі спіральним хвостовиком
-
Робоча частина (завжди виготовляється з інструментального матеріалу) та складається з 1.1 Різальної ; 1.2 Напрямної;
-
Шийка;
-
Хвостова частина (може виготовлятись з інструментального матеріалу при малих діаметрах або з конструктивного – при більших діаметрах).
Хвостова частина може бути або циліндричною, або конічною (при діаметрах більше 15 мм) використовують тільки конуси Морзе, бо лише вони повною мірою передають тертя. Лапка , необхідна для вибивання свердла зі шпинделя.
Свердло багатозубий інструмент, до нього ставлять вимоги щодо симетричності зубів по радіальному та торцевому биттю, які впливають на якість обробки та стійкість.
Геометричні параметри робочої частини спірального свердла
[5а, с. , 7, с.100 ] Свердла універсального призначення зведені до трьох основних типів N, H, W. Конструкція N (ω=23-30°) є найбільш універсальною, призначена для обробки чорних і кольорових металів. Свердла H (ω=13-16°) призначені для обробки крихких та твердих матеріалів, W - для обробки м’яких матеріалів (ω=35°). За кордоном випускають свердла не тільки цих типів, а ще й спеціалізованих конструкцій.
 (1)
(1)
ω- кут нахилу остружкової канавки характеризує повздовжній передній кут. ω =γпр
Р- крок остружкової канавки .
Вираз (1) показує , що γпр є змінним вздовж ГРЛ. ω=18-30˚ , в залежності від діаметру свердла.
Вибір кута 2φ залежить від оброблюваного матеріалу (2φ=90-140˚), його твердості і хрупкості. Для більш твердих матеріалів приймають більші значення. Кут φ1- забезпечує зменшення тертя по допоміжній задній поверхні . ψ=55°...60°. λ>0 d=(1/3…1/8)D
Кут λ вимірюють в площині різання між ГРЛ та напрямком нормальним вектору швидкості . Вектор швидкості змінює значення і направлений вздовж ГРЛ .
Згідно
визначення
![]() Запишемо в проекціях вектори (рис.):
Запишемо в проекціях вектори (рис.):
![]() ,
тоді :
,
тоді : 
Діаметр серцевини збільшується в бік до хвостової частини.
Визначення передніх і задніх кутів спірального свердла в площині нормальній до ГРЛ. Нехай задня поверхня є плоскою. Заточення задньої поверхні по конічній або циліндричній поверхням не змінює характер епюри кутів γN. Згідно визначення, кут αN вимірюють між площиною різання і задньою поверхнею. Необхідно визначити нормаль до поверхні різання. З одного боку, ГРЛ знаходиться в площині різання, тому всі нормалі до нього будуть лежати в площині N1 N2 .
Відомо, що нормаль до поверхні обертання завжди проходить через вісь. З графічних побудов видно, що вектор нормалі до поверхні постійно змінює свій напрям . Тобто, кут αN є також змінним.
На змінення кута γN впливають: як змінення положення нормалі до поверхні різання, так і змінення положення дотичної до спіральної передньої поверхні.
Визначимо аналітичним шляхом змінення кута γN. Згідно визначення кут γN вимірюють між передньою поверхнею та площиною нормальною до поверхні різання. Тоді кут між нормалями Nр, Nn (до поверхні різання і до передньої поверхні) буде: 90˚- γN .

Рисунок 11.1 – Форма заточки різальної частини свердла

Nр, Nn – нормалі до поверхонь різання та передньої (задньої).
.
На ГРЛ вибираємо довільну точку М,
будуємо систему координат.
Тоді:

![]() ─ вектор
швидкості (спрямований вздовж осі Х);
─ вектор
швидкості (спрямований вздовж осі Х);
P - вектор, спрямований вздовж ГРЛ.
Н- повздовжній вектор, дотичний до передньої спіральної поверхні.
Опускаючи
перетворення отримаємо :
![]()
![]() -
кут нахилу спіралі на і-
тому діаметрі.
-
кут нахилу спіралі на і-
тому діаметрі.
З отриманого виразу можливо зробити висновок: кут γN залежить від багатьох параметрів, тому γN значно відрізняється від свого оптимального значення. Для виправлення недоліків геометрії спіральних свердел використовують різні способи відточення .
Слід забезпечувати осьову симетрію ,тому що радіальне і торцеве биття впливає на стійкість інструменту та якість обробки.
Способи підточення та заточення свердел
[7, c.106-111] Задню поверхню свердел оформлюють: плоскою або криволінійною.
Одноплощинне заточування застосовують для свердел діаметром до 2 мм при будь-яких масштабах виробництва і діаметром до 10 мм для обробки таких матеріалів, де задній кут рекомендується більш 27°. Заточування по двом площинам застосовують для свердел, оснащених пластинками з твердого сплаву.
Заточування по гвинтовій поверхні характерне універсальністю використання для різних видів інструментів: свердел, нормальних і ступінчастих зенкерів і т.п. Воно здійснюється на автоматах і напівавтоматах для заточування свердел діаметром від 2,5 до 80 мм. При цьому отримують опуклу поперечну різальну кромку, що забезпечує зменшення уводу свердла.
Заточування по конічній поверхні застосовується для свердел діаметром від 2 до 50 мм. Перевага цього способу заточування полягає в конструктивній простоті верстатів, на яких здійснюється це заточування.
При конічному заточуванні задня поверхня кожного пера оформлюється є ділянкою конуса. У процесі заточування свердлу надається коливальний рух навколо осі уявного конуса. З метою рівномірного зносу круга останньому часто надають зворотно-поступальний рух уздовж головного різального леза свердла, яке заточується. Відносне положення конуса і свердла визначається трьома параметрами σ, l, k, де σ - кут схрещування осей конуса і свердла.

Рисунок 12.1 – Способи заточення свердел по конічній поверхні
З
метою створення раціональної геометрії
використовують наступні способи
відточення передньої частини різальної
частини :
![]()
-
підточення передньої поверхні під кутом ω1~ 200= const. В цьому випадку замінюють ділянку спіральної передньої поверхні плоскою. Кут γ менше змінює свої значення.
-
μ=0, два головні різальні леза знаходяться в осьовій площині. Тоді
 ,
γN
>0
на всій довжині. Але на периферії кут
γN
збільшується, тому іноді ще роблять
додаткове підточення. Це приводить до
збільшення довжини периферичної ділянки
ГРЛ, та зменшує питоме навантаження на
неї. Товщина шару, що зрізається різними
ділянками:
,
γN
>0
на всій довжині. Але на периферії кут
γN
збільшується, тому іноді ще роблять
додаткове підточення. Це приводить до
збільшення довжини периферичної ділянки
ГРЛ, та зменшує питоме навантаження на
неї. Товщина шару, що зрізається різними
ділянками:
 ,
,
![]() -
вектор подачі
-
вектор подачі
![]() ;
Sz,So
- подача на зуб та оберт.
;
Sz,So
- подача на зуб та оберт.
![]() -
вектор нормалі до поверхні різання.
-
вектор нормалі до поверхні різання.
![]()
![]() .
Можливе подвійне
заточення
задньої поверхні, або оформлення осьового
профілю у вигляді радіусної ділянки.
Стружка має більш складну форму, спосіб
не використовують при обробці в’язких
матеріалів.
.
Можливе подвійне
заточення
задньої поверхні, або оформлення осьового
профілю у вигляді радіусної ділянки.
Стружка має більш складну форму, спосіб
не використовують при обробці в’язких
матеріалів.
-
кут 2φ збільшують до 180˚. Нормалі, що проведені до поверхні різання менше змінюють свій напрям, тому поверхня різання наближається до площини, осьові навантаження зменшуються через відсутність перемички. При цьому заточенні, підрізають поперечне різальне лезо (з двох боків). Такий спосіб заточення використовується для свердел невеликої довжини, для обробки матеріалів середньої твердості. Недолік способу – ослаблюється сердцевина свердел. (М-подібне підточення).
-
Підточення сперла вздовж стрічки використовують при обробці вязких матеріалів для зменшення сил тертя вздовж стрічки.
З метою покращення центрування свердел та виключення операцій центрування отворів, що зменшує номенклатуру інструменту на верстаті, необхідно збільшити параметри: передній кут на перемичці та опуклість сердцевини. Використовують наступні способи підточення [7, с.110,112]: лункове; плоську; крестоподібну.
Можливо використати покриття кутових ділянок свердел, для чого вздовж стрічки виконують V-подібні пази з кроком, який дорівнює відстані вздовж осі на переточення. Стійкість такого інструменту значно вища.