

-
Технологический процесс изготовления вторичного вала коробки перемены передач автомобиля ваз-2101.
Конструктивно вторичный вал КПП ВАЗ-2101 относится к ступенчатым валам с двусторонним уменьшением диаметров при отношении длины к диаметру 14. На рисунке 35 приведена схема вала с указанием мест монтажа на нем деталей.
Вторичный вал изготовляется из стали 20ХГНМ, заготовка – штамповка из прутка Ø34 ± 0,2 мм. Исходная заготовка представлена на рисунке 36. Схема технологического процесса изготовления заготовки приведена в таблице 15.
В процессе изготовления вторичный вал проходит термическую обработку – нитроцементацию, т.е. насыщение поверхности азотом и углеродом, с последующей закалкой. Твердость поверхности HRC 57, сердцевины HRC 28 – 35.
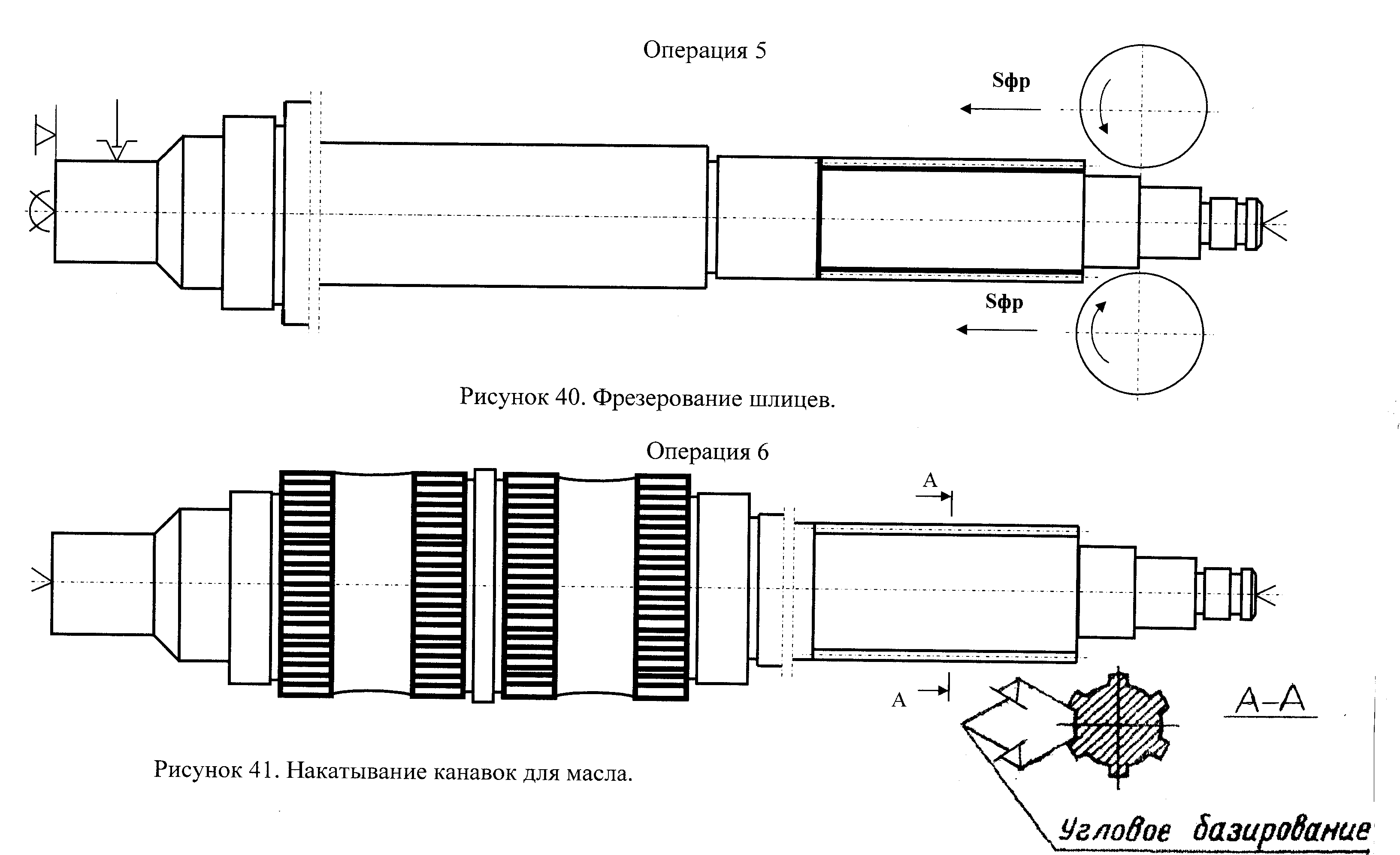
Схема технологического процесса механической обработки вторичного вала приведена в таблице 16, операционные эскизы на рисунках 35 – 50.
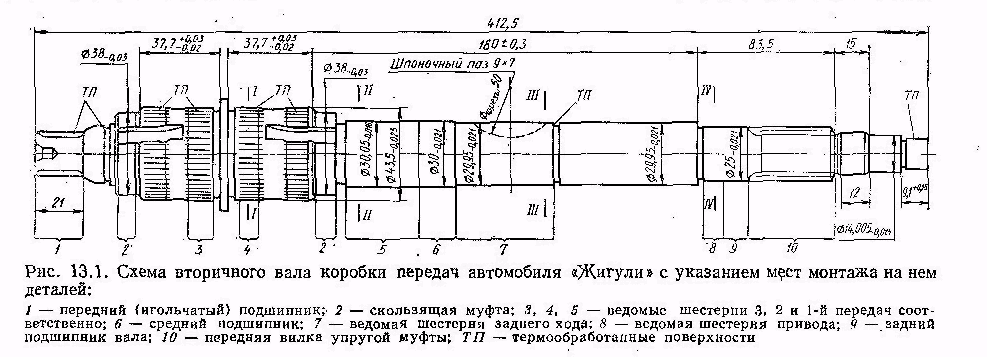
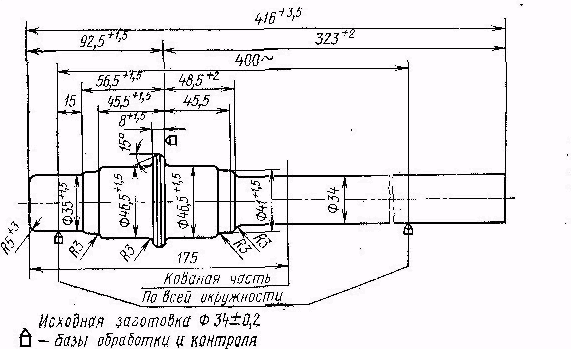
Рисунок 36. Эскиз штамповки первичного вала КПП ВАЗ-2101.
Таблица 15. Схема технологического процесса изготовления
заготовки
вторичного вала КПП.
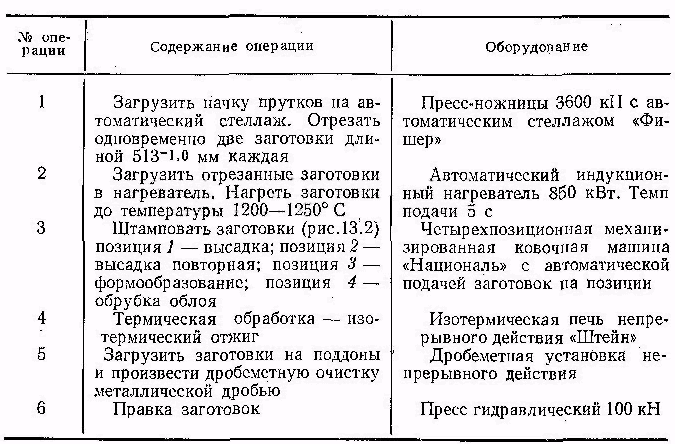
Таблица 16. Схема технологического процесса механической
обработки вторичного вала КПП.
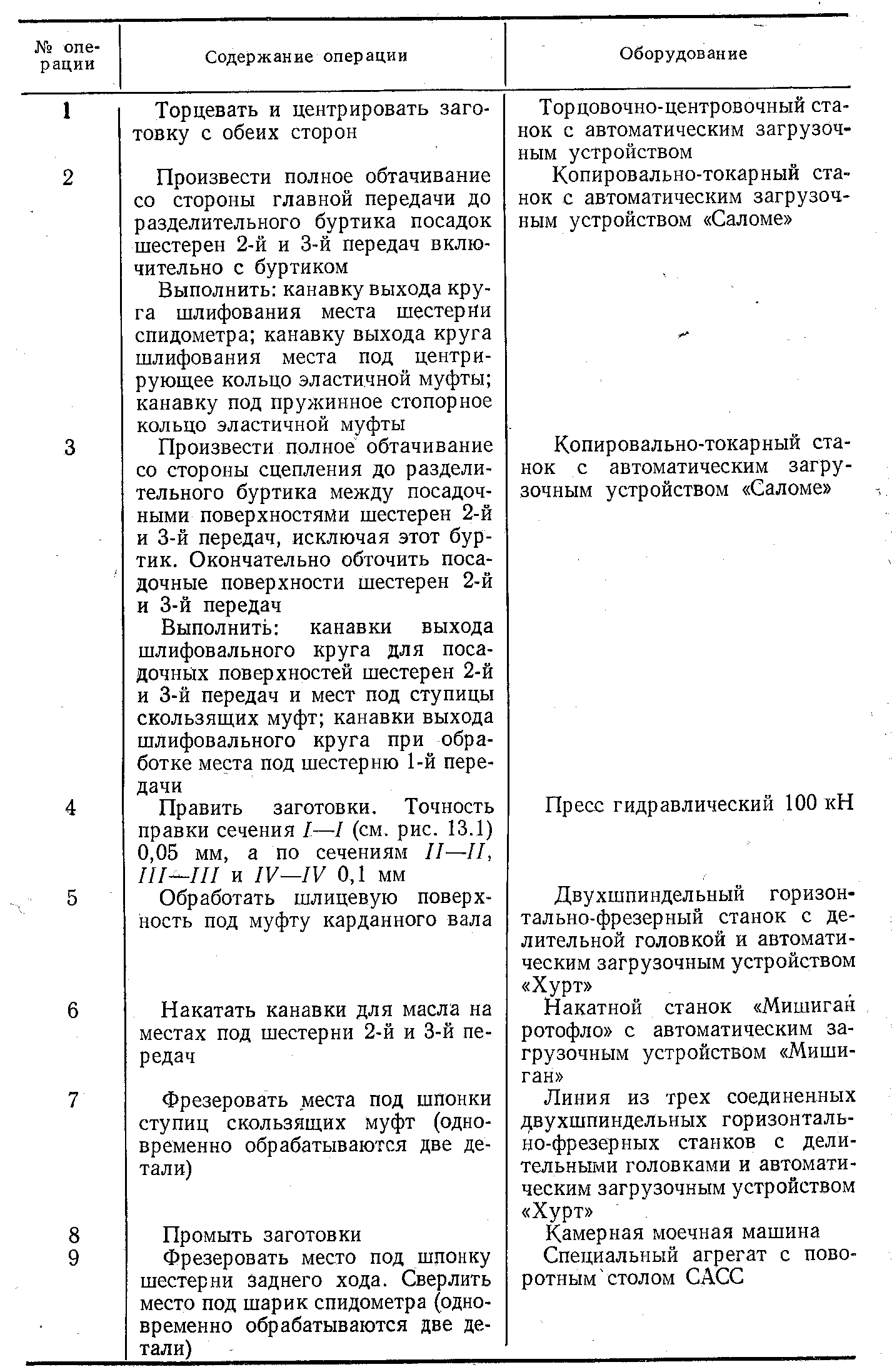
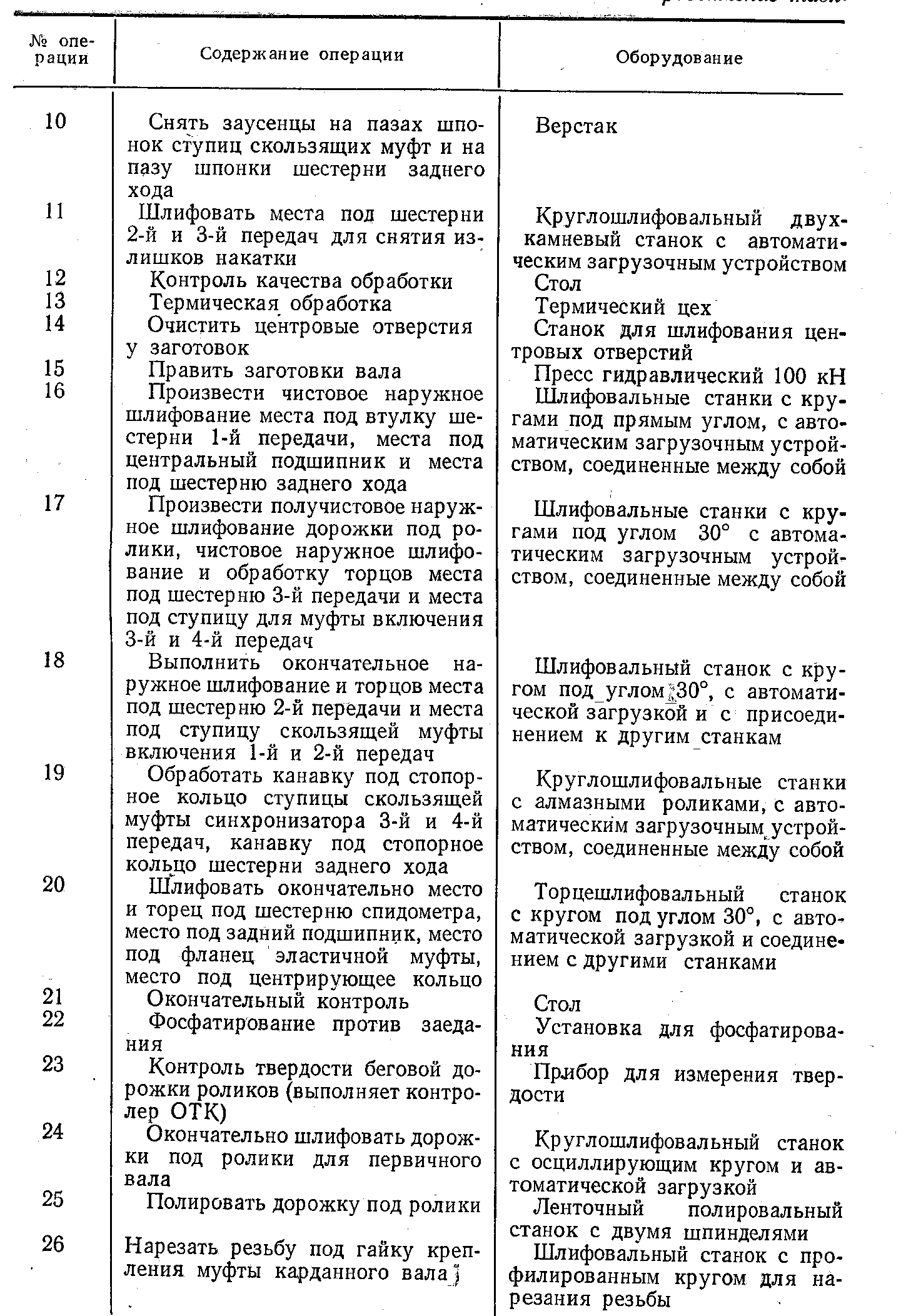

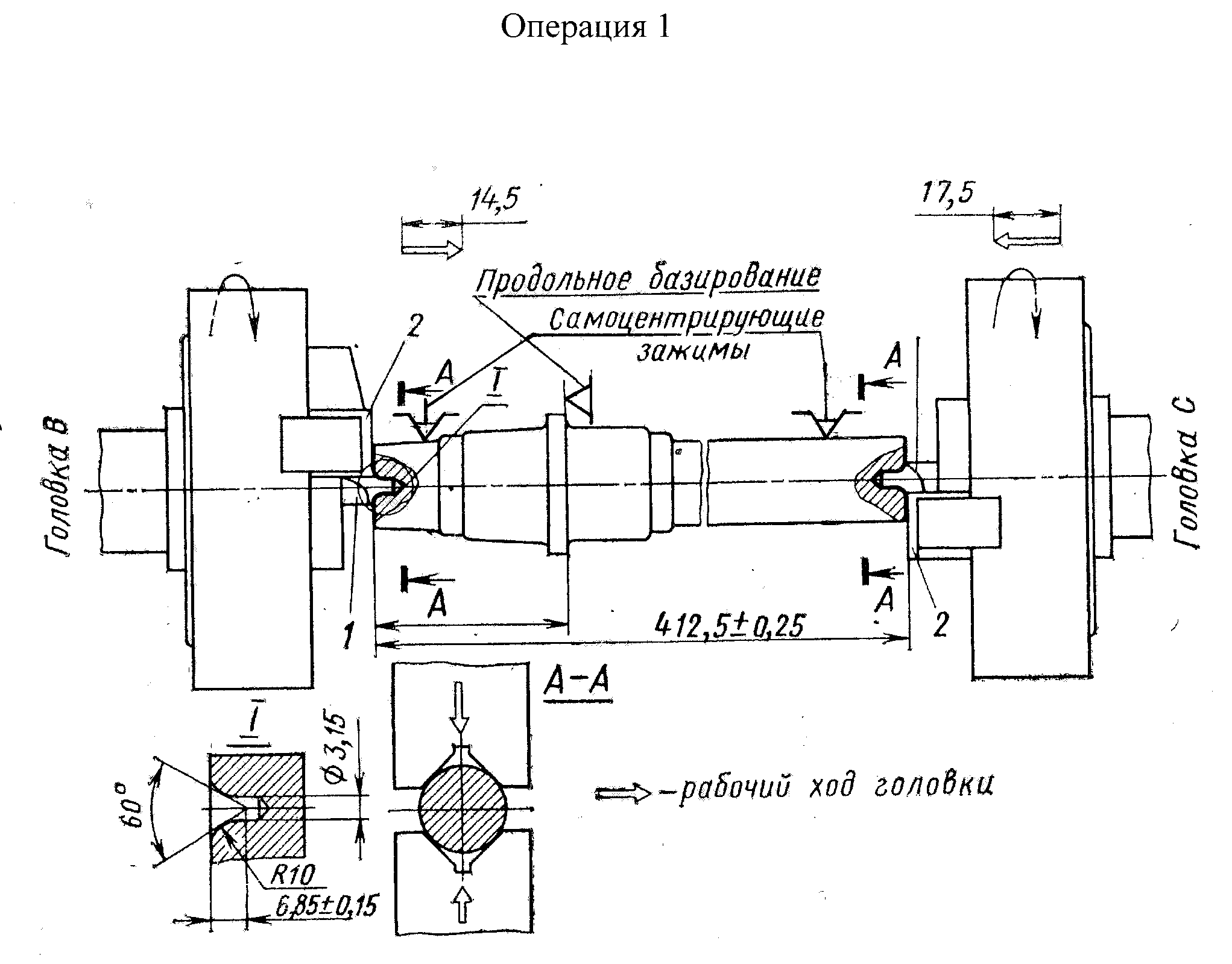
Рисунок 37. Обработка технологических баз: 1 – центровочные
сверла, 2 – подрезные резцы.
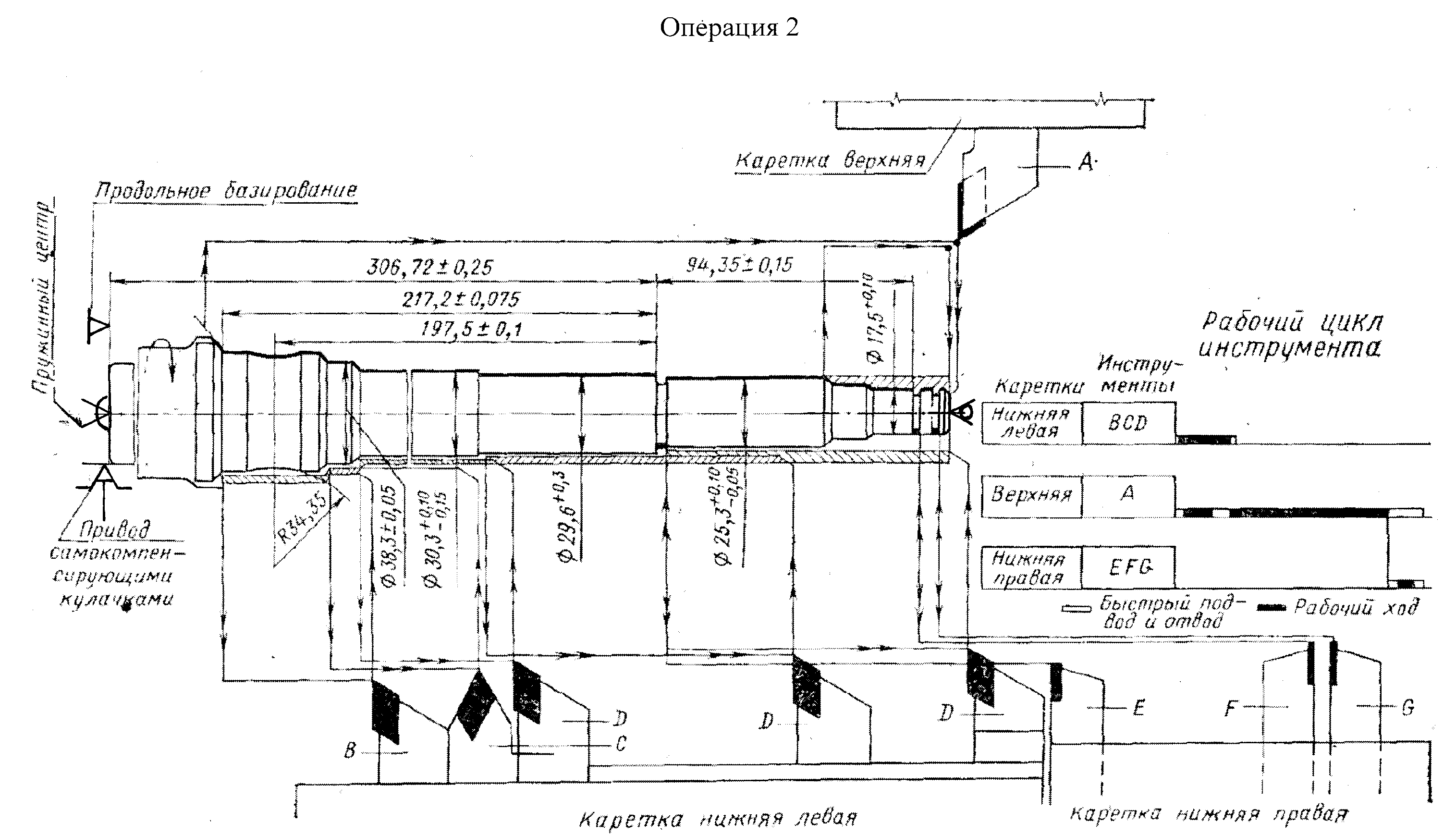
Рисунок 38. Обтачивание длинного конца вала: A, B, C, D, E, F, G - резцы.
Операция 3
Рисунок 39. Обтачивание короткого конца вала:
A, B, C, D, E, F, G, H – резцы.
Операция 7
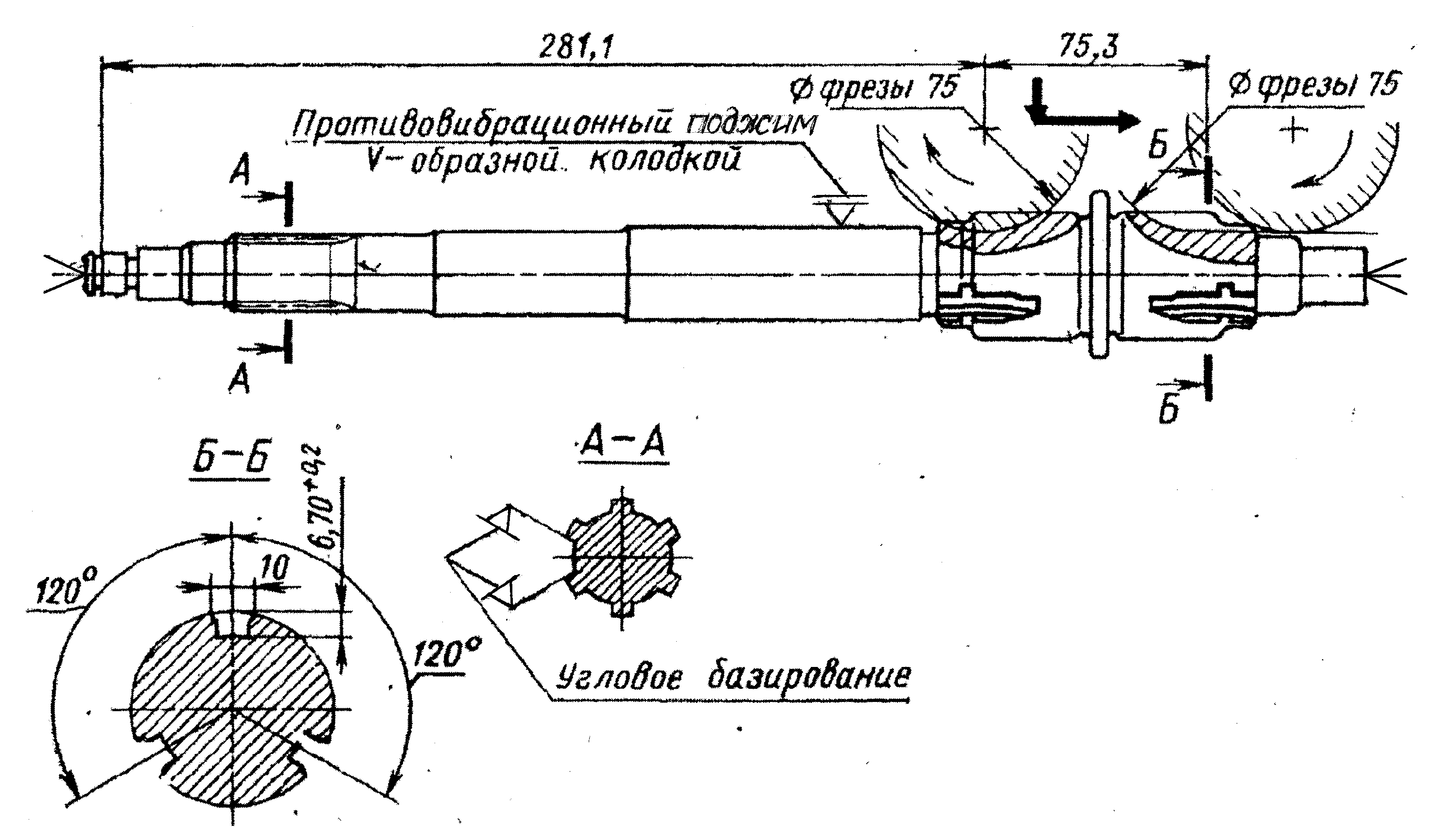
Рисунок 42. Фрезерование шпоночных пазов.

 Операция
9
Операция
9





















































































































Рисунок 43. Фрезерование шпоночного паза и сверление отверстия под шарик спидометра.






 Операция
11
Операция
11














































 Оп.
Оп.





































































































Рисунок 44. Шлифование шеек под шестерни 2-й и 3-й передач.


 Операция 16 Rа
1,25
Операция 16 Rа
1,25





























































































Рисунок 45. Шлифование шеек под втулку шестерни 1-й передачи, центральный
подшипник и шестерню заднего хода.


 Операция 17 Rа
1,25
Операция 17 Rа
1,25
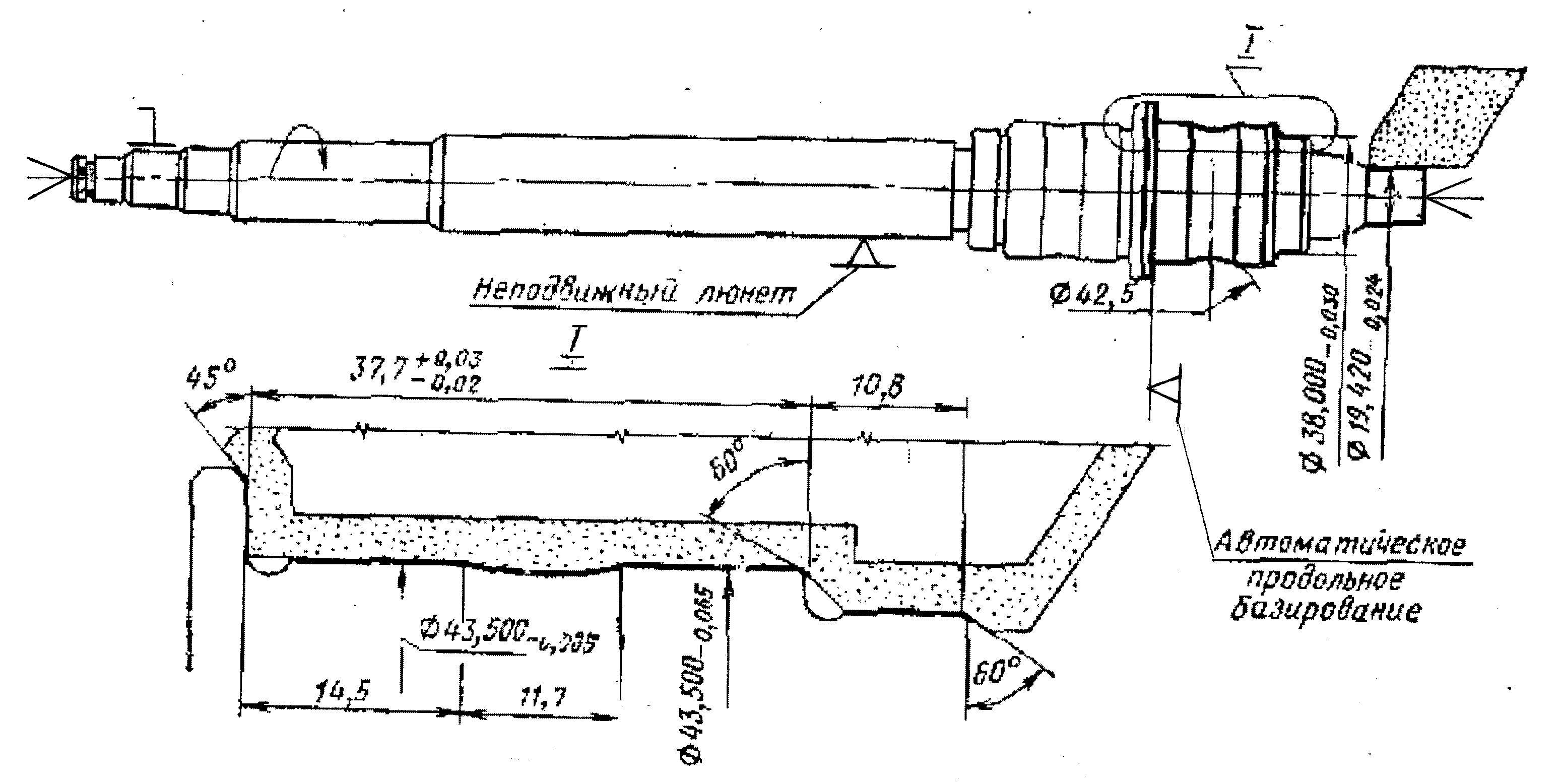
Рисунок 46. Шлифование шейки под ролики, шеек и торцов под шестерню 3-й передачи и ступицу муфты
включения 3-й и 4-й передач. .




 Операция
18
Операция
18

 Rа
1,25
Rа
1,25
































































































































































Ø43,5 -0,025 Ø38 -0,03


 Рисунок
47. Шлифование шеек и торцов под шестерню
2-й передачи и ступицу муфты включения
1-й и 2-й передач.
Рисунок
47. Шлифование шеек и торцов под шестерню
2-й передачи и ступицу муфты включения
1-й и 2-й передач.










Операция 19 Rа 1,25























































































































Рисунок 48. Шлифование канавок под стопорные кольца





 Операция
20 Rа
0,63
Операция
20 Rа
0,63


























































Рисунок 49. Шлифование шеек и торцов под шестерню спидометра, задний подшипник, фланец эластичной
муфты, центрирующее кольцо.


 Rа
0,63
Rа
0,63


 Операция
24
Операция
24



















































 Оп.
Оп.












































































































 Ø19,28
+0,02
Ø19,28
+0,02
Рисунок 50. Шлифование шейки под ролик