

Организация производственного процесса в пространстве и времени
1 Производственный процесс и принципы его организации
2 Производственный цикл изготовления изделия
3 Определение продолжительности производственного цикла простого процесса
4 Производственная структура предприятия
1) Производственный процесс представляет собой совокупность взаимосвязанных процессов труда и естественных процессов, в результате которых исходные материалы и полуфабрикаты превращаются в законченные изделия.
Различают следующие виды производственных процессов:
- основные производственные процессы – та часть процессов, в ходе которых происходит непосредственное изменение форм, размеров, свойств, внутренней структуры предметов труда и превращение их в готовую продукцию.
- вспомогательные производственные процессы – процессы, в результате которых получается продукция, как правило, использующаяся на самом предприятии для обеспечения нормального функционирования самого предприятия.
- обслуживающие производственные процессы – процессы труда по оказанию услуг, необходимых для осуществления основных и вспомогательных процессов.
Основные производственные процессы протекают в разных стадиях. Стадия – обособленная часть производственного процесса, когда предмет труда переходит в другое качественное состояние. Основные производственные процессы протекают в следующих стадиях:
1 заготовительная – предназначена для производства заготовок деталей.
2 обрабатывающая – включает механическую и термическую обработку, в результате выполнения этой стадии деталям придаются размеры, соответствующие заданному классу точности.
3 сборочная – процесс, в результате которого получаются сборочные единицы или готовые изделия.
4 регулировочно – настроечная – проводится с целью получения необходимых технических параметров готового изделия.
Составными элементами основного и вспомогательного процессов являются технологические операции. Операция – часть производственного процесса, которая, как правило, выполняется на одном рабочем месте без переналадки и одним или несколькими рабочими.
Организация производственного процесса подчинена некоторым общим принципам:
- принцип дифференциации – представляет собой разделение производственного процесса на отдельные технологические процессы, которые в свою очередь подразделяются на операции, переходы, приёмы и движения.
- принцип специализации – основан на ограничении разнообразия элементов производственного процесса. Например, специализация по профессиям способствует росту квалификации и повышению производительности труда.
- принцип прямоточности – такая организация процесса, при которой обеспечиваются кратчайшие пути прохождения деталей и сборочных единиц по всем стадиям и операциям от запуска до выхода.
- принцип ритмичности – обеспечивает выпуск одинаковых или возрастающих объёмов продукции за равные периоды времени и соответственно повторения через эти периоды производственного процесса на всех его стадиях и операциях.
- принцип пропорциональности – предполагает относительно равную пропускную способность всех производственных подразделений, выполняющих основные, вспомогательные и обслуживающие процессы.
Правильное использование принципов обеспечивает повышение эффективности работы предприятия и рациональный уровень используемых ресурсов.
2) Производственный цикл – совокупность основных, вспомогательных и обслуживающих процессов, обеспечивающих изготовление изделия. Его основными характеристиками являются продолжительность и структура. Продолжительность производственного цикла – отрезок времени от момента начала производственного процесса до момента выпуска готового изделия или партии деталей. Продолжительность производственного цикла как правило выражается в календарных днях или часах. Знание продолжительности производственного цикла необходимо:
- для составления производственной программы предприятия и его подразделений;
- для определения сроков начала производственного процесса по данным сроков его окончания или выпуска;
- для расчётов нормальной величины незавершённого производства.
Продолжительность производственного цикла зависит от времени трудовых и естественных процессов, а так же от времени перерывов в производственном процессе.
В течении трудовых процессов выполняются технологические и нетехнологические операции.
К технологическим относятся операции, в результате которых изменяется внешний вид и внутреннее содержание предметов труда, а так же подготовительно-заключительные работы. Их продолжительность зависит от типа производства, его технической оснащённости, прогрессивности технологии и др. Время выполнения технологических операций в производственном цикле составляет технологический цикл Тц. Время выполнения одной операции, в течении которой изготавливается одна деталь, или партия одинаковых деталей, называется операционным циклом Топ.
К нетехнологическим относятся операции по транспортировке предметов труда и контролю качества продукции. Естественными процессами считаются процессы, которые связаны с охлаждением деталей после термообработки, с сушкой после окраски деталей и других видов покрытия.
Перерывы в зависимости от вызвавших их причин могут быть подразделены на:
- межоперационные перерывы – обусловленные временем партионности и ожидания и зависят от характера обработки партии деталей на операциях. Перерывы партионности происходят потому, что каждая деталь, поступая на рабочее место, в составе партий аналогичных деталей, пролёживает дважды: один раз до начала обработки, второй раз – после обработки, пока вся партия не пройдёт через данную операцию. Перерывы ожидания вызываются несогласованной продолжительностью смежных операций техпроцесса. Эти перерывы возникают в тех случаях, когда предыдущая операция заканчивается раньше, чем освобождается рабочее место, предназначенное для выполнения следующей операции.
- межцеховые перерывы – обусловлены тем, что сроки окончания производства составных частей, деталей, сборочных единиц в разных цехах различны и детали пролёживают в ожидании комплектности.
- междусменные перерывы – обусловлены режимом работы предприятия и его подразделений.
Сокращение продолжительности производственного цикла имеет важное экономическое значение: чем меньше продолжительность производственного цикла, тем больше продукции в единицу времени можно выпустить на данном предприятии, тем выше использование основных фондов предприятия, тем меньше потребность предприятия в оборотных средствах, выше фондоотдача и т.д.
3) Виды движений предметов труда
Существует три вида движений партии деталей по операциям техпроцесса:
1 последовательный
2 параллельный
3 параллельно-последовательный
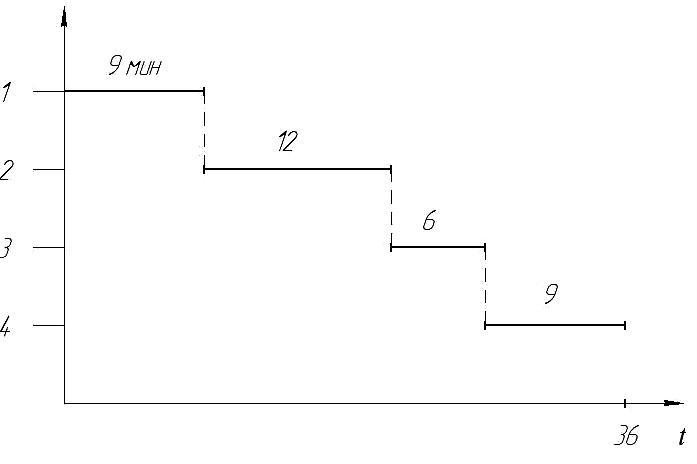
Последовательный вид движения. Сущность данного вида движения заключается в том, что каждая последующая операция начинается только после окончания изготовления всей партии деталей (n) на предыдущей операции, при этом передача с одной операции на другую осуществляется целыми партиями. Продолжительность операционного технологического цикла определяется по формуле и на основании графика. Если на одной или нескольких операциях обработка деталей ведётся одновременно на нескольких рабочих местах (Сi), то продолжительность можно определить по формуле:

n – число деталей в обрабатываемой партии;
Сi – количество рабочих мест;
ti – штучное время на iтой операции, минут;
m – число операций в технологическом процессе.
Пример:
n = 3 шт
-
ti
Ci
3
1
4
1
2
1
6
2
m = 4
![]()
![]()
При данном методе имеют место существенные перерывы партионности. Это связано с тем, что каждая деталь партии, за исключением первой и последней, пролёживает на каждой операции дважды: перед началом обработки и после неё до окончания обработки последней детали в партии.
+ последовательного вида движения заключаются в отсутствии перерывов в работе рабочих и оборудования на всех операциях.
- : детали пролёживают в течении длительного времени из-за перерывов партионности в свойственных данному виду движениях, в результате чего создаётся большой объём незавершённого производства; продолжительность технологического цикла значительно увеличивается из-за отсутствия параллельности в обработке деталей.
Параллельный вид движения. Сущность – детали с одной операции на другую передаются поштучно или транспортными партиями р немедленно после завершения обработки как правило независимо от времени выполнения смежных операций. При этом обработка деталей по всем операциям осуществляется непрерывно и пролёживание деталей исключено. Это значительно сокращает продолжительность технологического цикла и как следствие производство. При построении графика параллельного вида движения необходимо учитывать следующие правила:
1 сначала строится технологический цикл для первой транспортной партии по всем операциям без пролёживания между ними.
2 на операции с самой большой продолжительностью строится операционный цикл обработки деталей по всей партии n без перерывов в работе оборудования.
3 для всех остальных транспортных партий достраиваются операционные циклы. Продолжительность технологического цикла определяется по формуле:

p – передаточная или транспортная партия
Пример:

Количество отрезков на графике = n/p
![]()
Технологический цикл изготовления партии деталей при данном виде движения является самым коротким по сравнению с другими видами движения. Вместе с тем на всех операциях кроме операции максимальной по продолжительности, работа осуществляется с перерывами в работе оборудования. Так же имеет место пролёживание, во-первых до начала обработки на первой операции, и после окончания обработки на последней операции. А во-вторых пролёживание деталей внутри транспортной партии. Данный вид движения применяется в серийном и массово-поточном производствах.
Параллельно-последовательное. Сущность – на каждом рабочем месте работа ведётся без перерывов как при последовательном движении, но вместе с тем имеет место параллельная обработка одной и той же партии деталей на смежных операциях. Передача деталей с предыдущей операции на последующую производится не целыми партиями n, а поштучно или транспортными партиями р. При построении графика данного вида движения деталей необходимо учитывать следующие виды сочетаний периода выполнения смежных операций:
- если периоды выполнения смежных операций (предыдущий и последующий) одинаковы, то между ними организуется параллельная обработка деталей, которые передаются с предыдущей операции на последующую поштучно или небольшими транспортными партиями сразу же после их обработки.

- если продолжительность последующей операции больше, чем предыдущей, то в этом случае транспортную партию р можно передавать с предыдущей операции на последующую сразу же по окончанию её обработки.

- если продолжительность последующей операции меньше, чем предыдущей, то начало обработки первой детали партии устанавливается таким образом, чтобы к моменту окончания обработки последней детали в партии на предыдущей операции, на последующей были обработаны все детали этой партии, кроме последней.

Продолжительность можно определить по формуле:
![]()
Пример:

![]()
![]()
+: продолжительность меньше, чем при последовательном виде движения; в нём отсутствуют перерывы в работе оборудования и рабочих; время пролёживания деталей на операциях намного меньше, чем при последовательном виде движения; данный вид движения позволяет вести работу большими партиями и при большой трудоёмкости изготовления деталей, благодаря чему он широко используется в серийном и крупносерийном производстве.
4) Производственная структура предприятия представляет собой состав подразделений и их взаимосвязь. Производственная структура машиностроительного предприятия определяется:
- характером выпускаемой продукции и её сложностью. Чем сложнее продукция и технология её изготовления, тем разнообразнее внутрипроизводственные связи и тем сложнее структура предприятия;
- масштабом производства. Этот фактор влияет на размер цехов, их количество и специализацию;
- характером и степенью специализации и кооперации. Чем выше уровень специализации производства, тем меньше в его составе разнообразных производственных подразделений, следовательно, тем проще структура предприятия.
Любое предприятие состоит из цехов и обслуживающего хозяйства.
Цех – подразделение предприятия, обособленное в административно-хозяйственном отношении, и выполняющее определённые функции по изготовлению продукции.
Цеха подразделяются на: основные (производственные), вспомогательные, обслуживающие.
Основные цеха делятся на: заготовительные, обрабатывающие и сборочные.
Вспомогательные цеха выполняют функцию обслуживания основных цехов и производства вцелом. К ним относятся: инструментальные, ремонтно-механические, энергетические и различные опытные лаборатории.
Обслуживающее хозяйство выполняет функцию обслуживания цехов и производства вцелом. В ним относятся: транспортные, складское хозяйство, лаборатории и архив.
В зависимости от конечной продукции, выпускаемой предприятием, различают:
- предприятия, специализирующиеся на выпуске готовой продукции. Они имеют предметную специализацию, полный технологический цикл и включать заготовительные, обрабатывающие и сборочные цеха.
- предприятия механосборочного типа. Они получают заготовки и ведут общую сборку.