

19. Характеристика метода фрезерования. Схема фрезерования. Геометрия фрезы. Операции выполняемые на токарных станках. Виды фрез.
Фрезерованиеявляется одним из высокопроизводительных и распространенных методов обработки поверхностей заготовок многолезвийным режущим инструментом — фрезой.
Технологический метод формообразования поверхностей фрезерованием характеризуется главным вращательным движением инструмента и обычно поступательным движением подачи. Подачей может быть и вращательное движение заготовки вокруг оси вращающегося стола или барабана (карусельно-фрезерные и барабанно-фрезерные станки).
Схемы фрезерования:
При цилиндрическом фрезеровании ось фрезы параллельна обрабатываемой поверхности. Работают зубья, расположенные на цилиндрической поверхности фрезы.
При торцевом фрезеровании ось фрезы перпендикулярна обрабатываемой поверхности. В работе участвуют зубья, расположенные как на торцевой, так и на цилиндрической поверхности фрезы.
а – цилиндрическая; 6 – торцевая
Торцевое и цилиндрическое фрезерование можно выполнять двумя способами: встречным фрезерованием – направление подачи противоположно направлению вращения фрезы, и попутным фрезерованием – направление подачи совпадает с направлением вращения фрезы.
Геометрия фрезы:
Фреза является режущим многозубым инструментом, каждый зуб которого представляет собой простейший резец.
Операции, выполняемые на токарных станках:
1. Фрезерование горизонтальных поверхностей.
2. Фрезерование вертикальных поверхностей.
3. Фрезерование наклонных поверхностей.
4. Фрезерование пазов и канавок.
5. Фрезерование фасонных поверхностей.
Виды фрез:
1. Циллиндрическая.
2. Торцевая.
3. Угловая.
4. Дисковая.
5. Шпоночная.
6. Концевая.
7. Фасонная.
20.Шлифование. Схема шлифования. Состав абразивных инструментов. Маркировка абразивных кругов.
Шлифование— это вид обработки, осуществляемый с помощью абразивного инструмента, режущим элементом которого являются зерна абразивных материалов. При этом достигаются высокая точность и малая шероховатость обрабатываемых поверхностей. При обработке на шлифовальных станках режущим инструментом являются шлифовальные абразивные круги, которые состоят из мелких зерен абразивных материалов, сцементированных связующим веществом — связкой. Твердость абразивных материалов значительно выше твердости закаленной стали.
Различают следующие основные схемы шлифования:
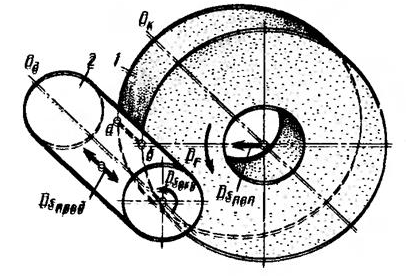
Наружное круглое шлифованиепри котором шлифовальный круг 1 вращается вокруг оси Ок, совершая главное движение Dr. Цилиндрическая заготовка 2 вращается вокруг оси Од, параллельной оси Ок, совершая движение DSoKp. Наружные поверх ности круга и заготовки взаимно касаются по образующей а-б. Линейные скорости точек шлифовального круга и заготовки, лежащие на линии а-б, могут быть направлены в одну сторону или навстречу друг другу. Но во всех случаях скорости точек, принадлежащих кругу, по значению намного больше скоростей точек заготовки.
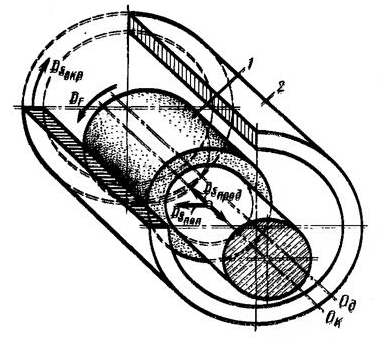
Внутреннее круглое шлифованиепри котором шлифовальный круг 1 и обрабатываемая заготовка 2 вращаются вокруг параллельных осей Ок и Од, совершая соответственно движения Dr и DSoкp. Наружная поверхность круга касается внутренней цилиндрической поверхности заготовки. Движения продольной DSпрод и поперечной DSпоп подач происходят так же, как при наружном круглом шлифовании, и приложены обычно к шлифовальному кругу. Возможна также обработка внутренних конических поверхностей.
Плоское шлифованиепри котором шлифовальный круг 1 вращается вокруг оси Ок совершая главное движение резания Dr. Наружная цилиндрическая поверхность круга касается обрабатываемой заготовки 2 по линии а-б. В процессе резания заготовке сообщается возвратно-поступательное движение подачи DSпрод.
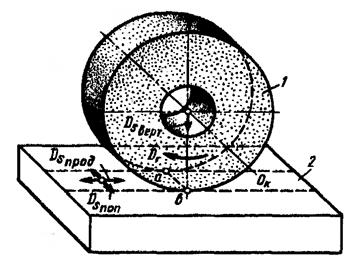
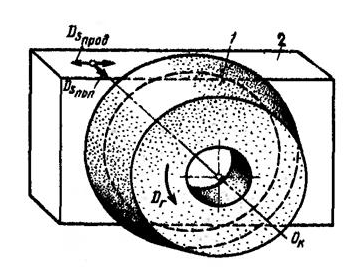
Схема торцового шлифования
Состав абразивных инструментов.
Природные: корунд, наждак, кремний, кварц, алмаз, рубин, сапфир. Природные материалы применяются ограниченно вследствие: необходимо добывать, свойства непостоянны, более высокая цена. Поэтому более широко применяют синт. материалы.
По хим. составу: -алюминистые –кремнистые –бористые
Маркировка абразивных кругов. Шлифовальные круги классифицируются с учетом определенных параметров. Это: степень зернистости; тип связки; класс точности; соотношение между абразивным материалом, связкой и порами; тип абразива; размеры; геометрическая форма; коэффициент твердости; предельная скорость.
25А25СМ26КБ3
Изделие было изготовлено с использованием белого электрокорунда, выбранного на роль абразива – 25 А; Присущая ему степень зернистости имеет размер 315-250 — цифра 25; Рассматриваемый круг представляет категорию средних мягких (СМ2) , а также отличается средней структурой — 6; В изделии применяется керамическая связка — K; Приспособление имеет класс точности Б, а неуравновешенности – 3