

МЕТОДИЧЕСКИЕ УКАЗАНИЯ ВАЛ
.pdfРис. 6
Рис. 7
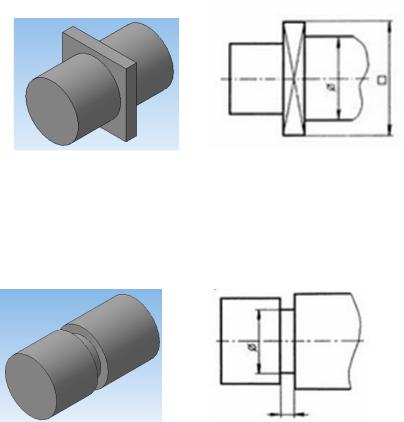
Рис. 8
5.6. Проточки, канавки
Проточка – это кольцевая канавка на цилиндрической или конической поверхности детали, рис. 9.
Рис. 9 Часто применяются проточки для выхода резьбонарезного
инструмента, канавки под пружинные кольца, канавки для выхода шлифовального круга и другие.
5.6.1. Проточки под резьбу
Эти проточки выполняются на деталях для получения резьбы только полного профиля и облегчения процесса нарезания резьбы при помощи резца.
Форма и размеры проточек для выхода резьбонарезного инструмента зависят от типа резьбы и её шага и выбираются по таблицам соответствующих стандартов.
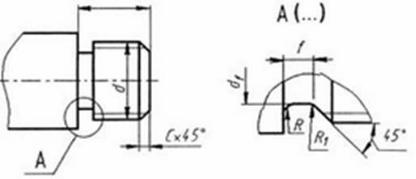
Например, ГОСТ 10549-80 устанавливает конструктивные элементы проточек для ряда типов резьб и их размеры в том числе – для метрической резьбы, рис. 10, таблица 5.6.1.
Рис. 10
|
|
|
|
|
Таблица 5.6.1 |
|
Шаг |
f |
R |
R1 |
O1 |
|
Фаска, с |
резьбы, p |
|
|
|
|
|
|
0,75 |
2 |
0,5 |
0,3 |
d- 1,2 |
|
1,0 |
0,8 |
3 |
1 |
0,5 |
d - 1,2 |
|
1,0 |
1 |
3 |
1 |
0,5 |
d - 1,5 |
|
1,0 |
1,25 |
4 |
1 |
0,5 |
d - 1,8 |
|
1,6 |
1,5 |
4 |
1 |
0,5 |
d - 2,2 |
|
1,6 |
1,75 |
5 |
1 |
0,5 |
d - 2,5 |
|
1,6 |
2 |
5 |
1,6 |
0,5 |
d - 3 |
|
2 |
2,5 |
6 |
1,6 |
1 |
d - 3,5 |
|
2,5 |
5.6.2. Канавки под упорные пружинные кольца
Канавки выполняются для колец, которыми на валах закрепляются подшипники и т. д., рис. 11.
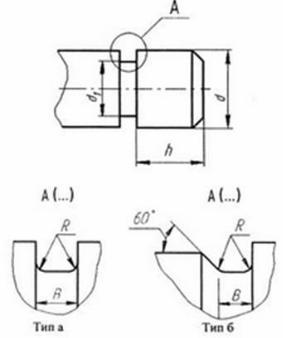
Рис. 11
Канавки типа, а применяются для концентрических, упорных пружинных колец. Канавка типа б применяется для эксцентрических упорных пружинных колец, рис. 11.
Размеры их выбираются по ГОСТ 13942-86, таблица 5.6.2.
Таблица 5.6.2
Диаметр |
16 |
17 |
18 |
19 |
20 |
22 |
23 |
24 |
25 |
вала, d |
|
|
|
|
|
|
|
|
|
d1 |
15 |
16 |
16,8 |
17,8 |
18,6 |
20,6 |
21,6 |
22,5 |
23,5 |
B |
1,4 |
1,4 |
1,4 |
1,4 |
1,4 |
1,4 |
1,4 |
1,4 |
1,4 |
R |
0,1 |
0,1 |
0,1 |
0,1 |
0,1 |
0,1 |
0,1 |
0,1 |
0,1 |
h |
1,5 |
1,5 |
1,8 |
1,8 |
2,1 |
2,1 |
2,3 |
2,3 |
2,3 |
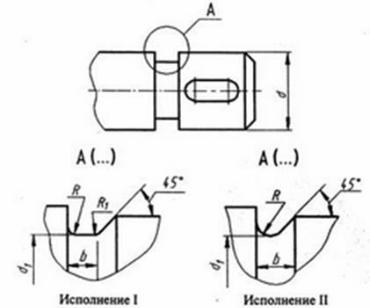
5.6.3. Канавки для выхода шлифовального круга
Канавки для выхода шлифовального круга при круглом шлифовании выполняются по ГОСТ 8820-69, таблица 5.6.3.
|
|
|
|
Таблица 5.6.3 |
|
Диаметр вала, d |
d |
b |
R |
R1 |
|
До 10 |
d – 0,3 |
1 |
0,3 |
0,2 |
|
|
|
0,6 |
0,5 |
0,3 |
|
Свыше 10 до 50 |
d – 0,5 |
2 |
0,5 |
0,3 |
|
|
|
3 |
1,0 |
0,5 |
|
Свыше 50 до 100 |
1 |
5 |
1,6 |
0,5 |
|
Свыше 100 |
1 |
8 |
2 |
1 |
|
|
|
10 |
3 |
1 |
|
Если на одной детали имеются несколько диаметров под шлифование, то канавки принимаются одинакового размера.
Принято два исполнения канавок для выхода шлифовального круга: исполнение 1 и исполнение 2, рис. 12. Исполнение 2 считается упрочненным.
Рис. 12
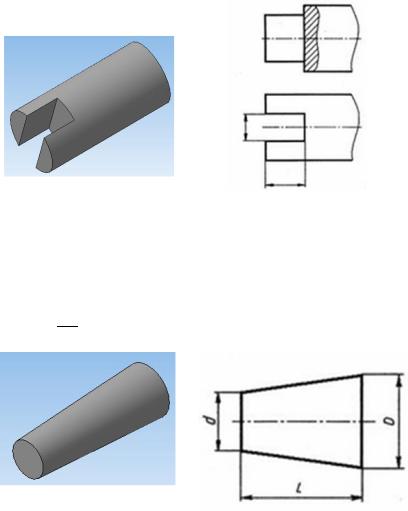
5.7. Прорезь
Прорезь (паз) – выемка призматической формы на поверхности детали, рис. 13. Прорези применяются в клиновых и штифтовых соединениях деталей.
Рис. 13
5.8. Конусность
Конусность – это отношение разности диаметров двух
поперечных сечений прямого кругового конуса к расстоянию между ними: = −L , рис. 14.
Рис. 14
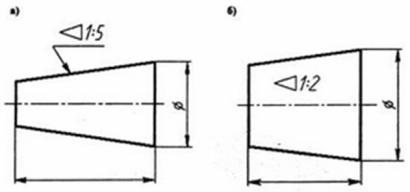
На чертеже перед значением конусности (1:n) ставят знак конусности – равнобедренный треугольник, вершина которого направлена к вершине конуса, рис. 15.
Рис. 15
В машиностроении применяется следующий ряд нормальных конусностей по ГОСТ 8593-81: 1:3; 1:5; 1:7; 1:8; 1:10; 1:12; 1:15; 1:20; 1:30; 1:50; 1:100; 1:200.
Допускаются конусности с обозначением угла при вершине конуса: 300; 450; 600; 750; 900; 1200.
5.9. Отверстия центровые
Для установки деталей в центрах токарного станка или приспособления выполняют центровые отверстия, размеры и условные обозначения которых берут в соответствии с ГОСТ 14034-74, таблица
5.9.1.
Таблица 5.9.1
Диаметр |
10 |
14 |
20 |
30 |
40 |
60 |
|
вала, d |
|||||||
|
|
|
|
|
|
||
Диаметр |
|
|
|
|
|
|
|
центрового |
2 |
2,5 |
3,15 |
4 |
5 |
6,3 |
|
отверстия, |
|||||||
|
|
|
|
|
|
||
d |
|
|
|
|
|
|
На чертеже центровое отверстие детали изображают упрощенно, рис. 16. В обозначении записывают количество отверстий, их тип, размер и номер ГОСТа.
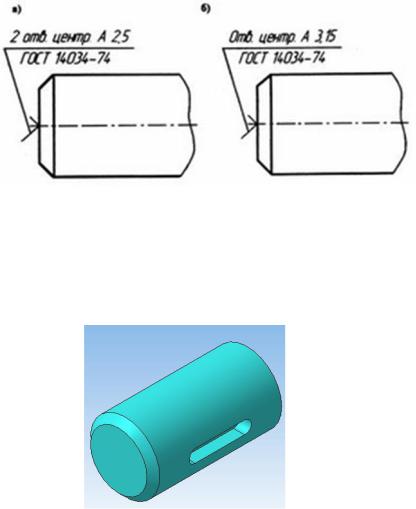
При наличии двух одинаковых отверстий обозначают одно из них, а в надписи указывают количество отверстий, рис. 16 а.
ГОСТ 14034-74 предусматривает несколько форм и размеров центровых отверстий: A, B, T, P, F, H и другие.
Форма А (рис. 16) применяется тогда, когда необходимость в центровых отверстиях при эксплуатации отпадает.
Рис. 16
5.10. Шпоночные пазы
Паз – прорезь в виде канавки на поверхности вала, рис. 17.
Впаз помещается шпонка (призматическая, клиновая, сегментная).
Взависимости от вида применяемых шпонок пазы могут быть различного типа.
Рис. 17
5.10.1. Паз закрытый (шпонка призматическая)
Размеры b и t1 в зависимости от диаметра вала (d) выбираются по ГОСТ 23360-78, ([2], стр. 104, табл. 41), рис. 18.
Рис. 18
Радиус скругления = 12 b; длина паза 1 определяется длиной
шпонки и рассчитывается по условиям прочности в зависимости от нагрузки.
5.10.2. Паз открытый (шпонка клиновая)
Размеры b и (d – t) в зависимости от диаметра вала (d) выбирают по ГОСТ 24068-80, ([2], стр. 105, табл. 42), рис. 19.
R – радиус обрабатываемого инструмента; размер l определяется при расчете шпонки на смятие.
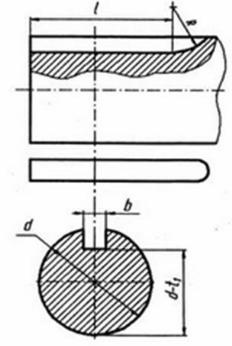
Рис. 19
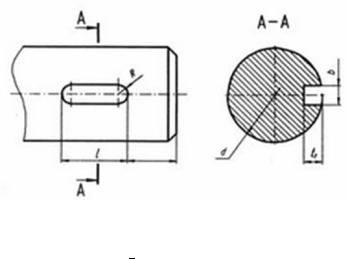
5.10.3. Паз для сегментной шпонки
Размеры b и t следует выбирать в соответствии с диаметром (d)
по ГОСТ 24071-80, ([2], стр. 106, табл. 43).
Знаком Ζ обозначается диаметр режущего инструмента (см.
ГОСТ 24071-80), рис. 20.