

ТАБЛЕТКИ. ГРАНУЛЫ. ДРАЖЕ. ПЕЛЛЕТЫ. ЛЕДЕНЦЫ. РЕЗИНКИ ЖЕВАТЕЛЬНЫЕ …
Количество связывающих веществ и оптимальная влажность, как правило, указываются в технологических регламентах. Давление прессования подбирается отдельно для каждого препарата и контролируется путем измерения стойкости таблеток к раздавливанию и времени их распадаемости. Излишнее давление прессования часто приводит к расслаиванию таблеток. Кроме того, при этом происходит резкое уменьшение пор, что снижает проникновение жидкости в таблетку, увеличивает время ее распадаемости.
Влагосодержание выше оптимального (обычно 0,5–5 %) приводит к прилипанию таблеточной массы к пресс-инструменту. Недостаточное содержание влаги, т.е. пересушивание материала, приводит к расслаиванию в момент прессования или же к недостаточной механической прочности.
Распадаемость и растворимость таблеток также зависит от многих факторов:
–количества и природы связывающих веществ;
–количества и природы разрыхляющих веществ, способствующих распадаемости таблеток;
–давления прессования;
–физико-химических свойств веществ, входящих в таблетку – прежде всего от способности их к смачиваемости, набуханию и растворимости.
Средняя масса таблеток зависит от ряда составляющих:
–текучести материала;
–фракционного состава;
–формы загрузочной воронки и угла ската;
–скорости вращения матричного стола, т.е. от скорости прессования.
4.8. ПОКРЫТИЕ ТАБЛЕТОК ОБОЛОЧКАМИ
Покрытие таблеток оболочками имеет многостороннее значение и преследует следующие цели:
1) защита таблеток от механического воздействия (ударов, истирания,
др.);
2)защита от воздействий окружающей среды (света, влаги, кислорода и углекислоты воздуха);
3)защита от окрашивающей способности лекарственных веществ, содержащихся в таблетках (например, таблетки активированного угля);
ТАБЛЕТКИ. ГРАНУЛЫ. ДРАЖЕ. ПЕЛЛЕТЫ. ЛЕДЕНЦЫ. РЕЗИНКИ ЖЕВАТЕЛЬНЫЕ …
4)защита содержащихся в таблетках лекарственных веществ от кислой реакции желудочного сока;
5)защита слизистой рта, пищевода и желудка от раздражающего действия лекарственных веществ;
6)маскировка неприятного вкуса и запаха содержащихся в таблетках лекарственных веществ;
7)локализация терапевтического действия лекарственных веществ в определенном отделе желудочно-кишечного тракта;
8)предотвращение нарушений процессов пищеварения в желудке, возможных при нейтрализации желудочного сока лекарственными веществами основного характера;
9)пролонгирование терапевтического действия лекарственных веществ в таблетках;
10)преодоление несовместимости различных веществ, находящихся в одной таблетке путем введения их в состав оболочки и ядра;
11)улучшение товарного вида таблеток и удобства их применения.
При покрытии таблеток оболочками применяют различные вспомогательные вещества, которые условно можно разделить на следующие группы: адгезивы, обеспечивающие прилипание материалов покрытия к ядру и друг к другу (сахарный сироп, ПВП, КМЦ, МЦ, АФЦ, ОПМЦ, ЭЦ, макрогол и др.); структурные вещества, создающие каркасы (сахар, магния оксид, кальция оксид, тальк, магния карбонат основной); пластификаторы, которые придают покрытиям свойства пластичности (растительные масла, МЦ, ПВП, КМЦ, твины, 1,2-пропиленгликоль, диэтилфталат, триацетилглицерин (триацетин) и др.); гидрофобизаторы, придающие покрытиям свойства влагостойкости (аэросил, шеллак, полиакриловые смолы, зеин); красители, служащие для улучшения внешнего вида или для обозначения терапевтической группы веществ (тропеолин 00, тартразин, кислотный красный 2С, индигокармин и др.); корригенты, придающие покрытию приятный вкус (сахар, лимонная кислота, какао, ванилин и др.).
Таблеточные покрытия в зависимости от их состава и способа нанесения разделяют на следующие группы:
1.Дражированные покрытия (нанесение сахарной оболочки).
2.Пленочные покрытия.
ТАБЛЕТКИ. ГРАНУЛЫ. ДРАЖЕ. ПЕЛЛЕТЫ. ЛЕДЕНЦЫ. РЕЗИНКИ ЖЕВАТЕЛЬНЫЕ …
1 2
Технологический процесс получения оболочек на таблетках проходит по схеме, показанной на рис. 4.20.
|
|
|
Получение таблеток-ядер |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
Дражированные |
Прессованные |
|
Пленочные |
||||
покрытия |
покрытия |
|
покрытия |
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Приготовление |
|
Приготовление |
|
Приготовление пленко- |
|||
неокрашенной суспензии |
|
увлажнителя |
|
образующей суспензии |
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Приготовление |
|
Смешивание, увлажнение |
|
Покрытие таблеток |
|||
окрашенной суспензии |
|
и грануляция |
|
оболочкой |
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Нанесение оболочки из |
|
Сушка гранул |
|
|
|
||
неокрашенной суспензии |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Нанесение оболочки из |
|
Калибровка |
|
|
|
||
окрашенной суспензии |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Приготовление и нанесе- |
|
Опудривание |
|
|
|
||
ние глянцовочной смеси |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Покрытие таблеток |
|
|
|
|
|
|
|
оболочкой |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Контроль качества |
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Фасовка, упаковка, |
|
|
|
|
|
|
|
маркировка |
|
|
|
|
|
|
|
|
|
|
|
|
Рис. 4.20. Схема технологического процесса нанесения различных видов покрытия на таблетки
ТАБЛЕТКИ. ГРАНУЛЫ. ДРАЖЕ. ПЕЛЛЕТЫ. ЛЕДЕНЦЫ. РЕЗИНКИ ЖЕВАТЕЛЬНЫЕ …
4.8.1. Дражированные покрытия
Дражированное (от франц. dragee – нанесение сахарной оболочки) покрытие – это наиболее старый тип таблеточных оболочек, применяемый с начала ХХ века. Основным назначением этих оболочек является защита таблеток от внешних воздействий, маскировка неприятного вкуса и запаха лекарственного вещества, улучшение внешнего вида таблеток. Иногда в состав оболочек добавляют вещества, защищающие таблетку от воздействия желудочного сока.
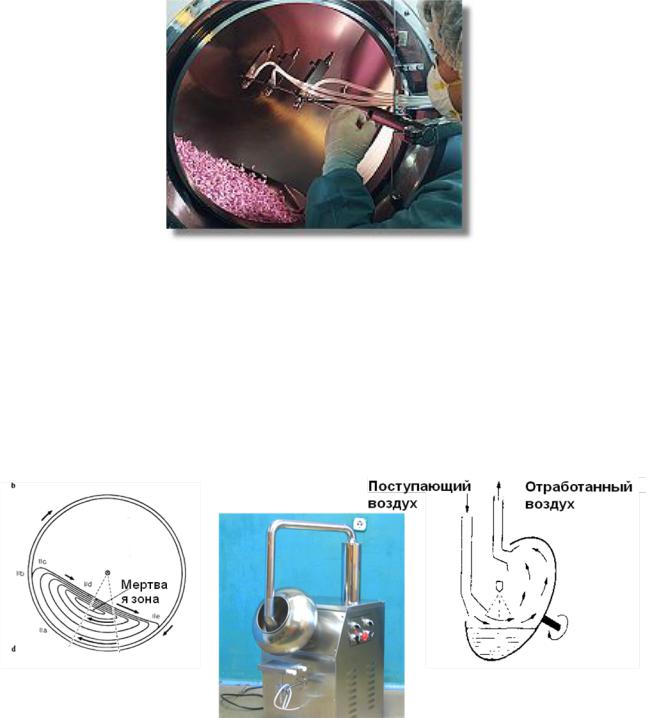
Создание дражированных оболочек осуществляется в дражировочных котлах или обдукторах, которые могут иметь шарообразную, эллипсоидную или цилиндрическую форму с двумя усеченными конусами по бокам. Ранее наиболее распространенной была эллипсоидная форма, преимущества которой по сравнению с шарообразной заключаются в возможности большей загрузки таблетками и создании большого давления на них. Кроме того, в котлах такого типа создаются оптимальные вращательные движения дражированных таблеток, ускоряющие и улучшающие условия нанесения оболочки.
Дражировочный котел
ТАБЛЕТКИ. ГРАНУЛЫ. ДРАЖЕ. ПЕЛЛЕТЫ. ЛЕДЕНЦЫ. РЕЗИНКИ ЖЕВАТЕЛЬНЫЕ …
Форма котла, степень его загрузки, скорость вращения, наклон котла к горизонтали, а также площадь поверхности дражированных таблеток значительно влияют на качество покрытия. Оптимальная скорость вращения котла эллипсоидной формы – 18…25 об/мин, угол наклона котла к горизонтали – 30…45º, оптимальная загрузка – 25…30% от объема котла. В производстве таблеток нашли применение как отдельные дражировочные котлы, так и автоматические линии фирмы «Штейнберг» (Германия), имеющие от 2 до 6 котлов.
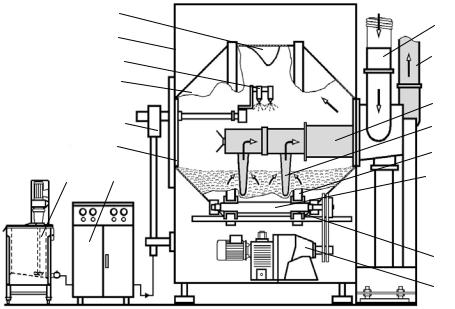
В настоящее время для покрытия таблеток оболочкой широко используются автоматические установки с котлом цилиндрической формы с двумя усеченными конусами по бокам фирмы «Пьетро Пеллегрини» (Италия), типа GS фирмы «ИМА», Акселакота, XLCota фирмы «Манести», BFC фирмы «Боле», GC Smart фирмы «Глатт». К внутренней поверхности котла приварены лопасти, которые повышают интенсивность перемешивания таблеток. С одного торца котла расположено закрывающееся прозрачной крышкой отверстие для заполнения таблетками, наблюдения за технологическим процессом и введения выдвижного кронштейна с форсунками для нанесения покрывающей суспензии. Котел встроен в звуконепроницаемую камеру. Подвод подогретого, прошедшего через систему фильтров, воздуха для сушки таблеток, и отвод паровоздушной смеси из установок фирм «Пьетро Пеллегрини» и «ИМА» осуществляется с противоположной загрузочному отверстию стороны котла. Отработанный воздух отводится через устройство в виде полого цилиндра с перфорированными лопастями (установка GS), которые во время процесса покрытия находятся в слое таблеток (рис. 4.21). Подвод и отвод воздуха в установках фирм «Манести», «Боле» и «Глатт» осуществляется через перфорацию в цилиндрической части котла и систему трубопроводов.
ТАБЛЕТКИ. ГРАНУЛЫ. ДРАЖЕ. ПЕЛЛЕТЫ. ЛЕДЕНЦЫ. РЕЗИНКИ ЖЕВАТЕЛЬНЫЕ …
|
8 |
9 |
|
7 |
|
|
10 |
|
|
6 |
|
|
5 |
11 |
|
|
|
|
4 |
12 |
|
3 |
13 |
1 |
2 |
14 |
|
||
|
|
15 |
|
|
16 |
Рис. 4.21. Схема установки типа GS для покрытия таблеток оболочкой:
1 – сборник с суспензией для покрытия; 2 – дозирующий насос; 3 – загрузочный люк; 4 – штатив; 5 – котел; 6 – форсунки; 7 – корпус установки; 8 – перемешивающая лопасть; 9 – трубопровод приточного воздуха; 10 – трубопровод отводимого воздуха; 11 – устройство отвода воздуха; 12 – лопасть для обеспыливания таблеток и отвода паровоздушной смеси; 13 – направляющая вращения котла; 14 – вал; 15 – передаточные ролики; 16 – привод
Дражированная таблетка состоит из таблетки-ядра, содержащей лекарственное вещество и покрытия, состоящего из комплекса вспомогательных веществ. Таблетка-ядро должна быть механически прочная. Это обусловлено тем, что на таблетку при дражировании действуют четыре фактора:
–суммарная масса таблеток, зависящая от величины загрузки котла (с увеличением загрузки и скорости вращения котла возрастает возможность разрушения таблеток);
–свободное падение таблеток с верхней точки вращающегося котла на нижнюю (эта сила прямо пропорциональна массе таблеток и высоте, с которой они падают);
–кинетическая энергия вращающихся таблеток в котле (таблетка не про-
сто произвольно падает, а создается вращательный момент, сила которого зависит от массы таблетки и скорости вращения котла);
–расклинивающий эффект жидкостей, применяемых при дражировании.
ТАБЛЕТКИ. ГРАНУЛЫ. ДРАЖЕ. ПЕЛЛЕТЫ. ЛЕДЕНЦЫ. РЕЗИНКИ ЖЕВАТЕЛЬНЫЕ …
Таблетки, подлежащие дражированию, не должны иметь плоскую форму, во избежания их возможного слипания. Для дражирования рекомендуются два типа таблеток:
1 – со средним овалом поверхности, глубина кривизны составляет около 15% диаметра, высота по центру – 25…30 % диаметра (радиус кривизны R = 0,75D);
2 – со стандартной кривизной поверхности (малый овал), глубина кривизны составляет 10 % от диаметра, высота по центру – не менее 25 % от диаметра таблетки (радиус кривизны R = 1,1D).
Раньше на отечественных химико-фармацевтических заводах существовала технология покрытия таблеток методом сахарно-мучного дражирования. Но этот метод включал несколько длительных и трудоемких операций с использованием в качестве вспомогательного вещества пшеничной муки. Сахар- но-мучное тесто, которое применялось при дражировании, по своей консистенции было не гомогенно и покрытие, получаемое на его основе, не имело ровной однородной поверхности. В процессе хранения таблеток в результате окислительных процессов и энзиматического расщепления белковых веществ в муке
ТАБЛЕТКИ. ГРАНУЛЫ. ДРАЖЕ. ПЕЛЛЕТЫ. ЛЕДЕНЦЫ. РЕЗИНКИ ЖЕВАТЕЛЬНЫЕ …
образовывались свободные органические кислоты с выделением газообразных веществ, что вело к ее прогорканию и растрескиванию покрытия.
С 1975 года применяется разработанный проф. Пашневым П.Д. (г. Харьков) суспензионный метод дражирования, который обеспечивает стабильность при хранении и хороший товарный вид таблеткам, а также позволяет автоматизировать и механизировать процесс.
Состав суспензии, %: |
|
Сахар |
– 58,00 |
Вода |
– 24,85 |
ПВП |
– 0,75 |
Магния карбонат основной |
– 13,40 |
Аэросил |
– 1,00 |
Тальк |
– 1,00 |
Титана диоксид |
– 1,00 |
Для приготовления суспензии в воде растворяют ПВП и на полученном растворе готовят 70% сахарный сироп, являющийся дисперсионной средой суспензии. После охлаждения до 60 °С в сироп вносят остальные компоненты. В воде молекулы пластификатора ПВП, присоединяясь друг к другу, образуют пространственную сетку. Молекулы сахара, растворенные в воде, оказываются заключенными в ячейки сетки. В процессе сушки покрываемых таблеток вода, находящаяся в отдельных ячейках сетки, удаляется. Оставшийся в ячейках сетки сахар, кристаллизуясь, не имеет возможности соединяться в агломераты. При этом образуется мелкодисперсные кристаллы, обладающие меньшей хрупкостью и большей пластичностью.
ТАБЛЕТКИ. ГРАНУЛЫ. ДРАЖЕ. ПЕЛЛЕТЫ. ЛЕДЕНЦЫ. РЕЗИНКИ ЖЕВАТЕЛЬНЫЕ …
Аэросил, применяемый в суспензии, является ее стабилизатором. Механизм стабилизации заключается в том, что на поверхности частичек аэросила имеются силаноловые группы, которые с помощью водородных мостиков с водой образуют гель. Образовавшийся гель препятствует седиментации взвешенных частиц. Магния карбонат основной – наполнитель и вещество, обеспечивающее регулирование влагопоглощения покрытием. Тальк способствует равномерному распределению структурных элементов в оболочке благодаря своим смазывающим и скользящим свойствам. Титана диоксид – пигмент, повышающий укрывистость покрытия.
Стадии суспензионного метода дражирования таблеток:
1.Нанесение на таблетки покрытия из неокрашенной суспензии.
2.Нанесение на таблетки покрытия из окрашенной суспензии или окрашенного сиропа.
3.Глянцевание таблеток.
Технология дражирования заключается в следующем: в дражировочный котел загружают предварительно обеспыленные таблетки-ядра. Включают привод котла и на вращающиеся таблетки подают 2–2,5 % суспензии методом полива или же разбрызгивания с помощью форсунки. Таблеткам дают «раскататься» в течение 4–5 мин. После чего таблетки сушат теплым воздухом (40–45ºС) в течение 3–4 мин. Операции подачи суспензии, обкатки и сушки повторяют многократно до получения определенной массы таблеток. Затем на таблетки наносят покрытие из суспензии или сиропа с добавлением красителей.
Последней стадией процесса дражирования является стадия глянцевания, т. е. придания таблеткам блеска, хорошего товарного вида. Ее можно осуществлять двумя способами.
Применяя первый способ, готовят глянцовочную мастику следующего состава: воска пчелиного – 45%, масла вазелинового – 45 %, талька – 10 %. Глянцовочную мастику в количестве 0,05–0,06 % наносят на вращающиеся теплые таблетки и дают свободное вращение таблеткам 30–40 мин. Затем таблетки обсыпают небольшим количеством талька для ускорения получения глянца.
Применяя второй способ, покрытые оболочкой таблетки выгружают из котла и помещают в специальный котел, стенки которого покрыты воском. Включают вращение котла на 1,5–2 ч и таким образом получают глянец.