

Фрезерование
Элементы режущей части фрезы
Фрезерование является одним из высокопроизводительных и распространенных методов, обработки металлов резанием. Оно осуществляется с помощью фрезы. Фреза — многозубый инструмент, представляющий собой тело вращения, на образующей поверхности которого, а иногда и на торце, имеются режущие зубья. Движение резания (главное движение) при фрезеровании — вращательное и его совершает фреза; движение подачи (обычно прямолинейное) может иметь заготовка или фреза.
Фрезами обрабатывают наружные поверхности (рис. 4 а—в, е), пазы (рис. 4 г, д, ж) и фасонные поверхности, причем в последнем случае необходимо иметь фрезу соответствующего профиля (рис. 5). Фрезы специальной конструкции применяют также для обработки тел вращения, для разрезки металлов (пилы), для изготовления зубчатых колес (зуборезные фрезы) и др.
Фрезы делают цельными, составными, сборными с режущей частью из быстрорежущих сталей или с пластинками твердых сплавов. Вследствие преимуществ фрез, оснащенных пластинками из твердых сплавов (высокая производительность, высокое качество обработанной поверхности, исключающее иногда применение шлифования; возможность обработки закаленных сталей; снижение себестоимости обработки и др.), их успешно применяют в металлообрабатывающей промышленности.
Наряду с широко распространенными торцовыми фрезами с пластинками из твердых сплавов в промышленности применяют твердосплавные дисковые, концевые, шпоночные и фасонные фрезы.
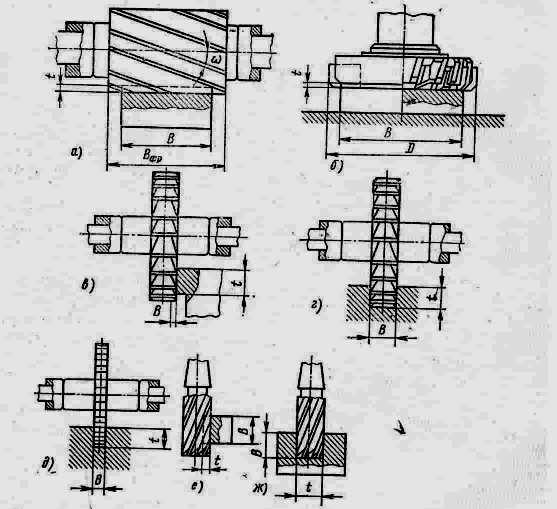
Рис. 4.
Виды фрезерования и основные типы фрез:
а — цилиндрические; б ~ торцовые; в и г — дисковые; д — прорезные и отрезные; е и ж — концевые
Р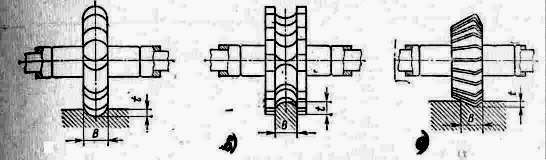 ис.5
ис.5
. Фасонные фрезы;
а—с выпуклым профилем; б — с вогнутым профилем, в – угловые.
Режим резания при цилиндрическом фрезеровании
Процесс образования стружки при фрезеровании сопровождается теми же явлениями, что и процесс стружкообразования при точении (деформации, тепловыделение, наростообразование, износ инструмента и др.), с аналогичными причинами из возникновения. Однако процесс фрезерования имеет и некоторые особенности. При точении резец, врезавшись в обрабатываемый металл, находится под постоянным действием стружки примерно одинакового сечения вдоль всей длины обработки. При фрезеровании зуб за один оборот фрезы находится под действием стружки относительно малое время. Большую часть оборота он не участвует в резании; при этом зуб охлаждается, что положительно сказывается на его стойкости. Но при каждом обороте зуб должен вносить врезаться в срезаемый слой, что сопровождается ударом о его режущую кромку; ударная нагрузка приводит к снижению стойкости зуба фрезы и в отдельных случаях – к его полному разрушению.
Равномерность фрезерования
Зуб прямозубой фрезы входит в заготовку и выходит из нее сразу по всей ширине. Это приводит к резкому изменению площади поперечного сечения среза, а следовательно, и сил, действующих в процессе резания. Представим, что в работе будет находиться только один зуб прямозубой фрезы, т. е. впереди идущий зуб уже вышел из контакта с заготовкой, а следующий за ним зуб только начинает входить в заготовку. В этом случае площадь поперечного сечения среза будет плавно изменяться от нуля до максимума, когда зуб находится под стружкой, с последующим резким падением до нуля, когда зуб выйдет из заготовки.
Процесс происходит более спокойно (более равномерно), если в работе одновременно находятся два или три зуба. В этом случае не будет резких изменений в площади поперечного сечения среза. Однако и при достаточно большом числе зубьев, одновременно находящихся в работе, для прямозубой фрезы невозможно получить равномерное фрезерование, т. е. такое фрезерование, при котором площадь поперечного сечения среза оставалась бы постоянной на всем протяжении обработки.
Фрезерование против подачи и по подаче
Фрезерование может быть осуществлено при противоположных направлениях движений заготовки и фрезы (рис. 6а) и при сов падающих направлениях (рис.6б). Первый метод фрезерования называется фрезерованием против подачи, или встречным фрезерованием, второй—фрезерованием по подаче, или попутным фрезерованием,
Р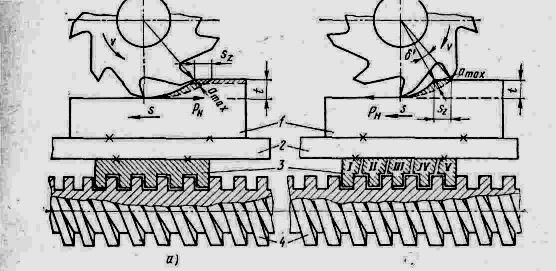 ис.
6.
ис.
6.
Схемы фрезерования:
а — против подачи; б—по подаче: 1 — заготовка; 2 — стол станка;
3 — гайка; 4 — ходовой винт.
Встречное фрезерование характеризуется тем, что нагрузка. на зуб увеличивается постепенно, так как толщина среза изменяется от нуля при входе зуба до максимума при выходе зуба из обрабатываемого металла. Зуб фрезы работает из-под корки, «выламывая» корку снизу; фреза «отрывает» заготовку от стола, приподнимая также и стол станка, увеличивая тем самым зазоры между столом и направляющими станины, что при больших сечениях (больших силах) среза приводит к дрожаниям и ухудшению частоты обработанной поверхности.
При попутном фрезеровании заготовка прижимается к столу, а стол — к направляющим станины. Зуб фрезы начинает работать почти с первого момента резания с наибольшей толщиной и сразу подвергается максимальной нагрузке. При наличии у заготовки корки зуб ударяется о нее; высокая твердость и загрязненность корки приводят в этом случае к резкому снижению стойкости фрезы. Поэтому, когда заготовка имеет твердую корку, применяют встречное фрезерование, при котором вредное влияние корки сказывается в меньшей степени.