

станки / 1к62
.docxТокарно-винторезный станок 1К62
Назначение, область применения и краткая характеристика токарного станка 1К62:
Универсальный токарно-винторезный станок 1К62 предназначен для выполнения чистовых и получистовых разнообразных токарных работ в мелкосерийном и индивидуальном производствах. На станке 1К62 могут нарезаться резьбы: метрическая, дюймовая, модульная, питчевая и архимедова спираль с шагом 3/8"; 7/16"; 2; 5,5; 6; 6,5; 7; 8; 8,5; 10; 11; 12 и 14 мм.
Технические характеристики токарно-винторезного станка 1К62:
1)Наибольший диаметр изделия, устанавливаемый над станиной 400мм. 2)Наибольший диаметр точения над нижней частью суппорта 220мм. 3)Диаметр отверстия в шпинделе 47мм. 4)Расстояние между центрами (РМЦ) 710,1000,1400мм. 5)Наибольшая длина обтачивания (соответственно РМЦ) 640,930,1330мм. 6)Пределы чисел оборотов шпинделя 12,5-2000об/мин. 7)Пределы продольных подач суппорта 0,07-4,16мм/об. 8)Пределы поперечных подач суппорта 0,035-2,08мм/об.
Перечень составных частей станка 1К62
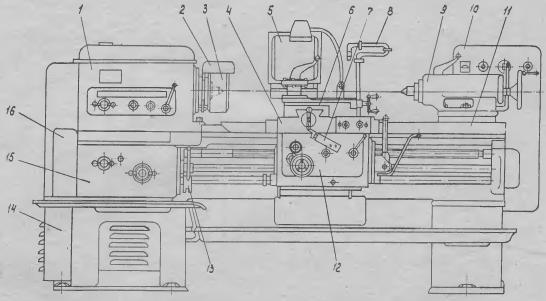
Рис.1. Расположение составных частей станка 1К62
1)Передняя бабка 2)Ограждение патрона 3)Патрон поводковый 4)Каретка 5)Ограждение 6)Суппорт 7)Механизм отключения рукоятки 8)Охлаждение 9)Задняя бабка 10)Электрооборудование 11)Станина 12)Фартук 13)Переключение 14)Моторная установка 15)Коробка передач 16)Шестерни сменные
Конструкция станка 1К62
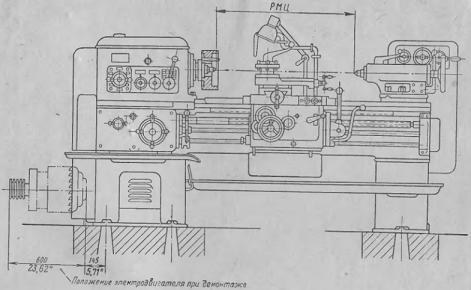
Универсальный токарно-винторезный станок 1К62 с высотой центров 215 мм выпускается с тремя различными расстояниями между центрами: 710 мм, 1000 мм и 1400 мм.
Станина станка 1К62 коробчатой формы с поперечными П-образными ребрами имеет две призматические и две плоские закаленные направляющие. Передняя призматическая и задняя плоская направляющие служат для перемещения каретки, передняя плоская и задняя призматическая - для перемещения задней бабки.
В нише правого торца станины размещен электродвигатель привода быстрых ходов суппорта.
Станина устанавливается на две пустотелые ноки. В левой ножке на плите, имеющей вертикальное перемещение для натяжения ремней, смонтирован электродвигатель главного движения.
Сзади станка на правой ножке установлен электронасос производительностью 22 л/мин, подающий охлаждающую жидкость из резервуара размещенного в правой ножке, к месту обработки изделий.
Передняя бабка станка 1К62 закреплена слева на станине. Установка ее по линии центров в горизонтальной плоскости производится двумя установочными и двумя контрвинтами.
Вращение фрикционному валу передается от электродвигателя главного привода через клиноременную передачу. От вала движение передается через фрикционную многодисковую муфту прямого и обратного вращения и шестеренный механизм главного привода к шпинделю и цепи подач.
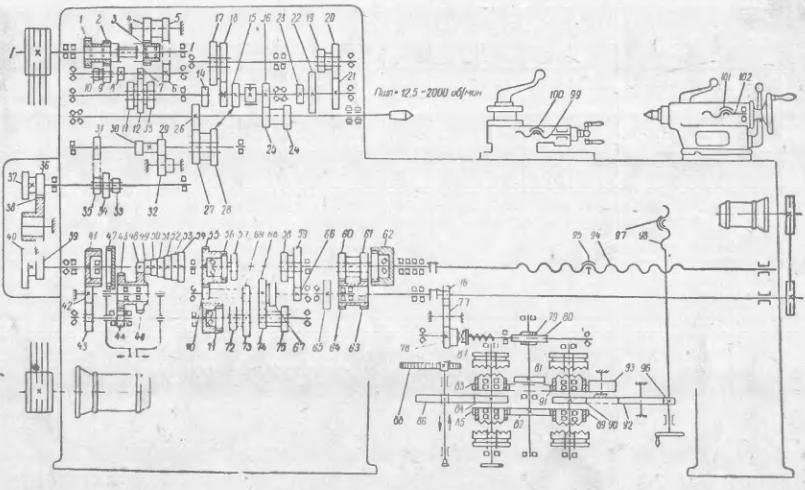
Рис.2.Кинематическая схема станка 1К62
Установка числа оборотов шпинделя осуществляется двумя рукоятками. Поворотом рукоятки, которая осуществляет механизм с цевочным зацеплением и вилки переключения осуществляют перемещение блоков шестерен 17-18, 19-20 и 24-25 (см. рис. 2), выбирается требуемый ряд чисел оборотов по таблице, помещенной под рукояткой. Вращением рукоятки, которая при помощи плоского с замкнутой кривой копира, рычажного механизма и вилок переключения осуществляет перемещение блоков шестерен 9-10 и 11-12-13, устанавливается требуемое число оборотов шпинделя по круговой таблице из ряда, выбранного рукояткой. При установке ряда чисел оборотов 630-2000 рукоятку необходимо отклонить вперед от себя, а затем повернуть влево. Устройство переключения позволяет получить 23 различные скорости вращения шпинделя и 12 скоростей обратного вращения.
Включение и выключение фрикционной муфты, а также ленточного тормоза главного привода осуществляется рукоятками. При включении прямого вращения шпинделя любую из рукояток следует поднять вверх, при включении шпинделя любую из рукояток следует поднять вверх, при включении обратного - отпустить вниз. При возвращении рукояток в среднее положение включается ленточный тормоз.
Механизм передней бабки станка 1К62 позволяет:
а) производить нарезание резьб с увеличенным шагом в 4 и 16 раз, передаточное отношение между цепью подач и шпинделем увеличивается в 8 и 32 раза; б) нарезать правые и левые резьбы; в) производить нарезание многозаходных резьб с делением на 2, 3, 4, 5, 6, 10, 12, 15, 20, 30 и 60 заходов.
Коробка передач станка 1К62. Коробка передач получает движение от выходного вала передней бабки через сменные зубчатые колеса приклона.
Механизм коробки подач позволяет получить все предусмотренные ГОСТом виды резьб и необходимые подачи.
Через ходовой винт с шагом 12 мм (без звена увеличения шага) можно получить следующие резьбы:
а) метрические с шагом от 1 до 12 мм; б) дюймовые с 24 до 2 ниток на 1"; в) модульные от 0,5 до 3 модулей; г) питчевые с 96 до 1 питча.
Посредством механизма увеличения шага при числе оборотов шпинделя от 12,5 до 40 можно получить резьбы с увеличенным шагом, превышающим нормальный в 32 раза, а при числе оборотов от 50 до 160 - в раз в соответствии с данными таблицы на рукоятке.
Через ходовой валик суппорт при любом числе оборотов шпинделя получает продольные подачи от 0,07 до 2,08 мм/об и поперечные от 0,035 до 1,04 мм/об, а при числе оборотов от 50 до 360 в минуту - продольные подачи от 2,28 до 4,16 мм/об и поперечные от 1,14 до 2,08 мм/об.
Для нарезания более точных резьб в коробке передач станка 1К62 предусмотрено положение рукоятки, при котором ходовой винт включается напрямую, минуя механизм коробки передач. При этом нужный шаг подбирается сменными шестернями специального набора.
Для осуществления быстрых перемещений суппорта в коробке подачи на выходном валу смонтирована обгонная муфта.
Фартук станка 1К62 имеет четыре кулачковые муфты, позволяющие осуществить прямой и обратный ход каретки и суппорта. Управление перемещениями каретки и нижней части суппорта осуществляется мнемонической рукояткой. Направление включения рукоятки совпадает с направлением перемещения суппорта. Включение быстрых перемещений суппорта в указанных четырех направлениях осуществляется дополнительным нажатием кнопки, встроенной в рукоятку. Этим нажатием включается электродвигатель быстрых ходов, который через клинноременную передачу сообщает движение ходовому валу.
Фартук имеет блокирующее устройство, препятствующее одновременному включению продольной и поперечной подач суппорта, а также предохранительную кулачковую муфту, которая срабатывает под действием усилий, возникающих при перегрузке фартука.
Для нарезания резьбы следует рукояткой включить маточную гайку и вывести из зацепления реечную шестерню путем вытягивания на себя кнопки.
Суппорт станка 1К62 крестовой конструкции перемещается в продольном направлении по направляющим каретки.
Эти перемещения могут быть осуществлены от механического привода на рабочей подаче и быстро, а также от руки.
Кроме того, верхняя часть суппорта, несущая на себе четырехгранную резцовую головку, имеет независимое ручное продольно перемещение по направляющим поворотной части суппорта и может быть повернута на угол -65° - +90°.
При повороте зажимной рукоятки против часовой стрелки осуществляется разжим резцовой головки и вывод фиксатора, а затем поворот ее в нужное положение.
Обратным вращением рукоятки резцовая головка зажимается в новом зафиксированном положении. Головка имеет четыре фиксированных положения и может быть также закреплена в любом промежуточном положении.
В нижней части суппорта станка 1К62 может быть установлена дополнительно задняя резцедержка.
Задняя бабка станка 1К62 перемещается по направляющим станины и крепится к ней в нужном положении через систему рычагов и эксцентрик рукояткой. Для более надежного крепления предусмотрена дополнительно гайка с винтом.
Перемещение пиноли осуществляется вращением маховичка через винтовую пару, а крепление пиноли - рукояткой.
При помощи поперечного смещения задней бабки, осуществляемого винтами, можно обрабатывать пологие конуса.
В отдельных случаях при сверлении задней бабкой допускается использование механического перемещения ее от суппорта, для этого соединяют заднюю бабку с нижней частью суппорта специальным замковым устройством.
Патроны станка 1К62. Станок 1К62 оснащен самоцентрирующим трехкулачковым патроном диаметром 250 мм с планшайбой и поводковым патроном. Также может устанавливаться четырехкулачковый патрон диаметром 400 мм.
Планшайбой трехкулачкового патрона центрируется на наружном корпусе шпинделя и притягивается к торцу фланца четырьмя винтами с гайками посредством шайбового кольца.
Патрон приворачивается к планшайбе и правильность посадки патрона проверяется по контрольному пояску, расположенному на наружном диаметре патрона при помощи индикатора. При этом радиальное биение не должно превышать 0,02 мм.
Детали закрепляются в патроне при помощи ключа без применения дополнительных рычагов.
При хранении патроны должны быть покрыты тонким слоем смазки, предохраняющим от коррозии.
Указания по использованию патронов станков 1К62
С целью предохранения шпиндельных подшипников от повреждения и безопасности работы в 3-х и 4-х кулачковых патронах число оборотов при обработке в них ограничивается.
Наибольшие допустимые обороты шпинделя станка 1К62
|
Диаметр патрона в мм |
Наибольшее число оборотов в минуту |
Примечание |
|
250 320 400 |
630 500 400 |
Рекомендуемые по возможности динамически отбалансированные патроны и использовать их только для обработки легких и коротких деталей, при которых не возникает дисбаланса. |
Люнеты станка 1К62. На станок могут быть установлены люнеты: подвижный с диаметром установки 20-80 мм и неподвижный с диаметром установки 20-130 мм.
На станке 1К62 имеются сменные зубчатые колеса, которые служат для передачи движения от выходного вала передней бабки к приводному валу коробки подач.
Упор ограничения продольного перемещения каретки станка 1К62 устанавливается на передней полке станины. При работе с упором допускается скорость перемещения суппорта не более 250 мм/мин. Например, при числе оборотов шпинделя 2000 об/мин допускается подача 0,12 мм/об, а при числе оборотов шпинделя 500 об/мин.