

8.4.1. Полуавтоматический четырехколонный фрикционный пресс 4 кф – 200
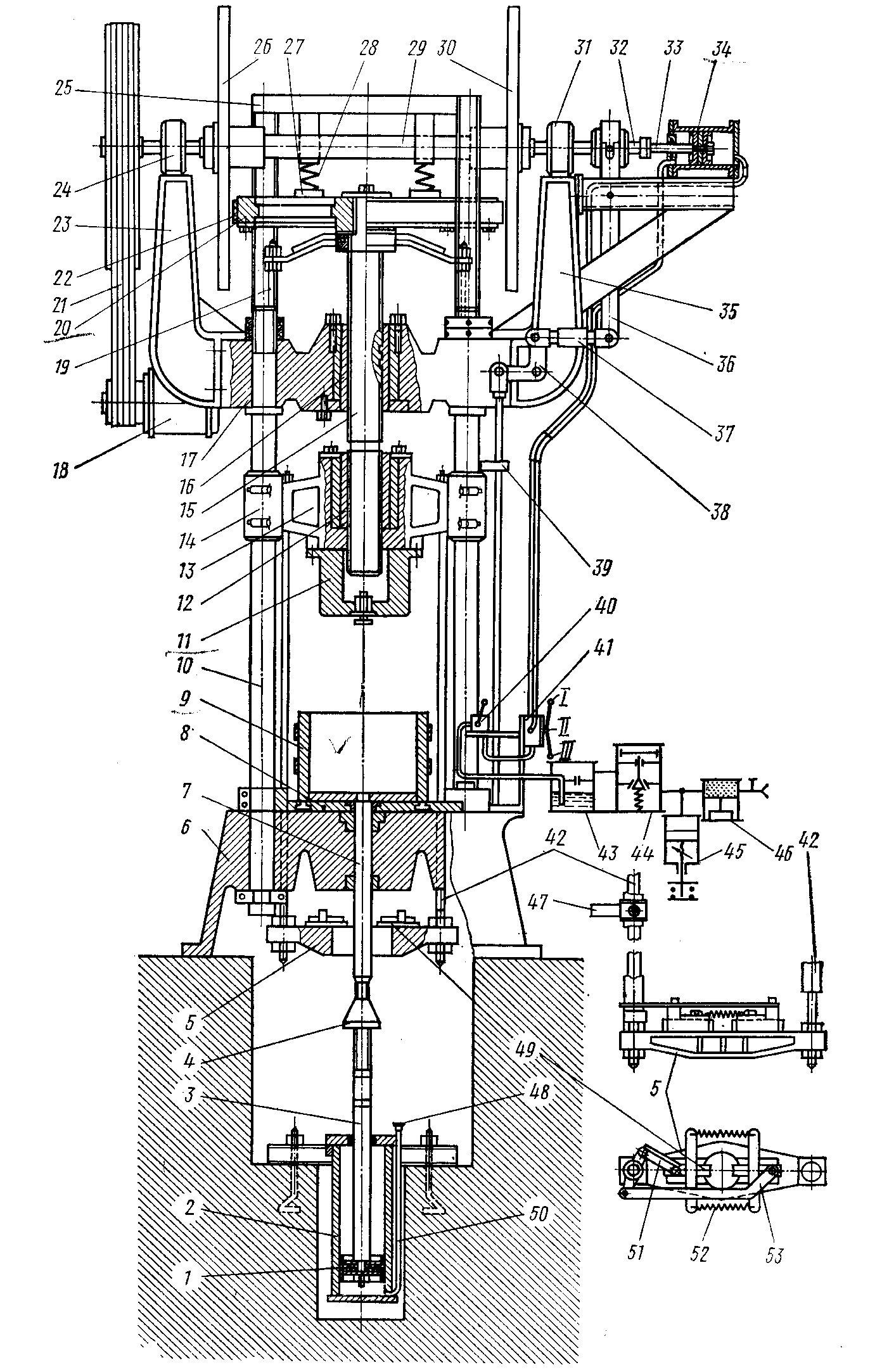
Загрузка: порошок по течке засыпают в пресс–форму 9 (рисунок снизу).
Разгрузка: нижний штамп 8 выталкивает заготовку на уровень стола (рисунок снизу).
Рабочая камера
Максимальное усилие, при котором пресс может работать длительное время, составляет 200 т (1,96 МН). Два диска 26 и 30 закреплены на одном валу 29, который смещается пневмоцилиндром 34. Верхняя часть винта 15 имеет трехзаходную прямоугольную правую резьбу, нижняя часть – однозаходную прямоугольную левую резьбу. В подвижной поперечине верхнего штампа 13 имеется дополнительная резьба 12, которая увеличивает ход штампа 11. Для двухстороннего прессования применяют плавающую форму. Выталкивание: к верхней подвижной поперечине 13 на тягах 42 подвешена поперечина 5 с ловителями 49. Под нижним штампом расположен выталкиватель 7 с направленной вверх конусной гайкой 4. После 1–3 ударов ловители цепляются за широкое основание конусной гайки штока и, благодаря перемещению вверх подвижной поперечины 13, поднимают выталкиватель с нижним штампом и выталкивают заготовку из формы. При обратном ходе защелки раздвигают в исходное положение, и выталкиватель с нижним штампом должны были бы упасть, но этому препятствует поршень в нижней части штока. В пневмоцилиндре имеется отверстие, через которое воздух постепенно выходит, а поршень вместе со штоком и нижним штампом плавно опускается (воздушная подушка).
+ простота конструкции,
+ увеличение хода за счет резьбы в подвижной поперечине,
+ все ++ фрикционных прессов,
– все –– фрикционных прессов.
8.4.2. Винтовые прессы с дугостаторным двигателем (фо – 1738)
Прессы с дугостаторным двигателем являются попыткой заменить фрикционную передачу в винтовом прессе на передачу усилия с помощью электромагнитных сил. Это открывает возможности для уменьшения энергетических затрат и более эффективное управление работой пресса. Как и во фрикционных прессах, усилие в них передается системой винт – гайка. Эксплуатация прессов выявила присущие им недостатки. При работе этих прессов вносятся нежелательные искажения в параметры внешней питающей электросети, которые приводили к выходу из строя электроприборов. Это приводило к необходимости создания дорогих защитных систем.
Загрузка: порошок по течке засыпают в пресс–форму.
Разгрузка: нижний штамп выталкивает заготовку на уровень стола.

Рабочая камера
По созданию давления прессования и механизму винт – гайка (винт в гайке 8) аналогичен фрикционным прессам. Маховик 1 является ротором дугостаторного электродвигателя и вращает шпиндель 3. По бокам ротора расположены два дуговых статора 2. В нижней части маховика нахолится тормозной барабан с тормозными колодками 13, включаемыми от пневмоцилиндра 10. Нижняя часть шпинделя – винт, входящий в гайку 8 подвижной поперечины 7 и перемещающий верхний штамп. Давление прессования (плотность заготовки) регулируется числом ударов.
+ электрическая передача облегчает регулирование работы пресса и открывает перспективы для автоматизации,
+ нет фрикционной передачи, ее энергетических потерь и износа маховика,
износ тормозных колодок,
– работа пресса портит качество электроэнергии в питающей сети, необходимо ставить специальную защиту.