

8.3.1. Пресс–формы для прессования керамической плитки
Для прессования плиток разработаны специальные формы, позволяющие повысить качество заготовок: зеркальные пресс–формы, пресс–формы с переносом, гидростатические пресс–формы.
8.3.1.1. Зеркальная пресс–форма
Рабочая поверхность верхнего штампа полируется до зеркального состояния. Его размеры больше размера матрицы. После засыпки порошка в матрицу верхний штамп соприкасается с матрицей и вместе с ней перемещается относительно нижнего штампа (первое прессование). При этом порошок практически не перемещается вдоль поверхности верхнего штампа, и его зеркальность сохраняется достаточно долго. При паузе и выходе воздуха матрица вместе с соприкасающимся с ней верхним штампом поднимается над нижним штампом. Далее второе прессование аналогично первому (верхний штамп с матрицей надвигаются на нижний штамп). При выталкивании верхний зеркальный штамп поднимается, а нижний штамп выталкивает заготовку.
Схема прессования зеркальной пресс–формой

8.3.1.2. Пресс–форма с передачей
Схема прессования пресс–формой с передачей
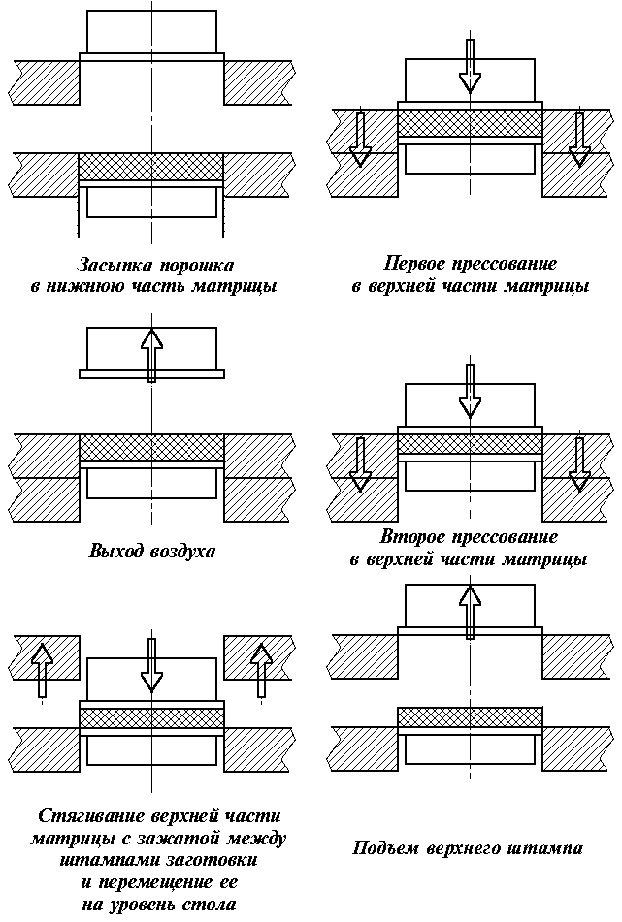
Матрица состоит их двух частей, расположенных одна над другой. В нижнюю часть матрицы происходит заполнение порошка, а в верхней – прессование. Каретка заполняет нижнюю часть матрицы. Верхняя часть матрицы вместе с верхним штампом находятся над кареткой. Затем верхний штамп вместе с верхней частью матрицы опускаются до нижней части матрицы и вместе с ней надвигаются на нижний штамп. Далее заготовка перемещается (передается) в верхнюю часть матрицы. При выталкивании верхняя часть матрицы стягивается вверх с заготовки, зажатой между штампами. Это предохраняет заготовку от дефектов (перепрессовочных трещин, скалывания углов и т.д.). Усилие сжатия заготовки меньше давления прессования, чтобы она не разрушилась. При этом нижний штамп оказывается на уровне нижней части матрицы.
8.3.1.3. Гидростатические штампы
Штамп, прессующий снизу обратную сторону плитки. Может сочетаться с зеркальной пресс–формой или пресс–формой с передачей. Штамп имеет сложную конструкцию. Прессующая поверхность формы разделена на квадраты, каждый из которых имеет свой поршень, и все они при подаче внутрь штампа масла могут перемещаться вверх независимо один от другого. Сверху квадраты покрыты слоем эластичного полимера (износостойкая резина или полиуретан), Эти поршни через эластичный полимер давят на заготовку, обеспечивая очень высокую однородность ее уплотнения (пропрессовки). Такие заготовки не деформируются при сушке и обжиге. Это позволяет прессовать не только гладкие плитки, но и плитки с рельефом.
+ устранение геометрических дефектов (неортогональность углов, отклонение в сторону вогнутости или выпуклости сторон плитки, сужение сторон кверху и т.д.)
+ повышение механической прочности
+ повышение равноплотности заготовки
+ постоянство размеров заготовок
+ повышение производительности из–за отсутствия необходимости корректирования дозировки при загрузке
+ срок службы изостатической матрицы вдвое выше по сравнению с матрицей традиционного типа
+ установка штампа не требует специальной технической подготовки.
– усложнение конструкции
– высокая стоимость.