

8.3.2. Прессы с главным цилиндром, расположенным сверху
В качестве примера рассмотрим четырехколонный гидравлический пресс.
8.3.2.1. Четырехколонный гидравлический пресс
Загрузка: порошок по течке, закрепленной в каретке (на рисунке не показана), которая перемещается по столу 18, и далее в пресс–форму 30 (рисунок б).
Разгрузка: нижний штамп выталкивает заготовку на уровень стола, а далее каретка сталкивает ее со стола. Рабочая камера
Верхний штамп с главным цилиндром 12 плунжерного типа, поэтому для подъема верхнего штампа 9 применяют два вспомогательных цилиндра 14. Нижний штамп 6 обеспечивает глубину засыпки (маленький цилиндр 21 в самом низу), а также выталкивание заготовки из формы (цилиндр 4, 5, который побольше и расположен выше). Жидкость в цилиндр 5 подают через центральное отверстие неподвидного поршня 4, а перемещается цилиндр 5 (см. схему). Плавающая форма (пружины 7) создает двухстороннее прессование. Для второй ступени двухступенчатого прессования имеется мультипликатор.
+ высокая производительность за счет большого усилия,
+ точное регулирование давления и режимов прессования,
– медленнее, чем механические.

8.3.2.2. Гидравлический пресс sakmi pch–1400
Загрузка: порошок по течке, закрепленной в каретке, и далее в пресс–форму.
Разгрузка: нижний штамп выталкивает заготовку на уровень стола, а далее каретка сталкивает ее со стола.
|
|
|

Рабочая камера
Современный гидравлический пресс. При прессовании поршень остается на месте, а перемещается охватывающий его цилиндр. Конструкция спроектирована с использованием метода конечных элементов.
Гидросистема с полностью пропорциональным управлением. Усилие формования передается перемещением цилиндра, в то время как поршень остается на месте.
Возможность работать с большими заготовками.
Электронное устройство для контроля процесса выталкивания заготовок SPE.
Каретка с электронным управлением по всему ее ходу. Электронная автоматика, оснащенная программируемым логическим контроллером (ПЛК) SAKMI, а также программируемым контроллером для управления интерфейсом (15 дюймов) и запоминанием данных.
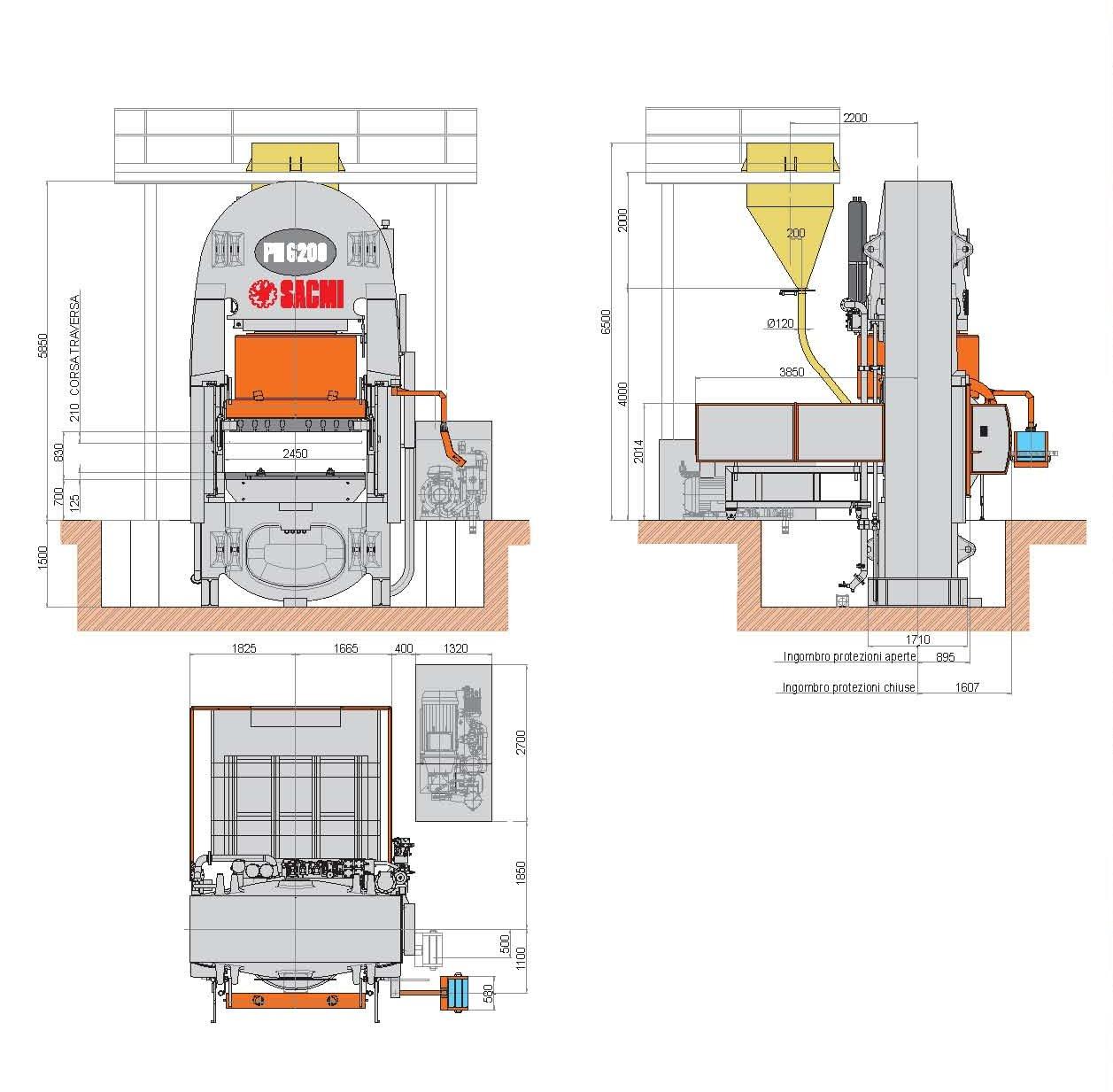
Пресс PH 6200 имеет все типовые характеристики, которыми отличаются мощные и безопасные прессы из серии Power.
Надежность, прочность конструкции, мягкость движений и постепенное толкающее усилие, эффективная точность перемещения штампа до сотых долей мм.
Расстояние между колоннами 2450 мм обеспечивает свободу в работе с различными заготовками. Возможно использование многогнездовых пресс–форм.
Высокая производительность обеспечивается серией аккумуляторов, питаемых насосами с переменной производительностью, аккумуляторы питают мультипликатор под контролем пропорциональных клапанов. Пресс снабжен новой платой синхронизации осей подъема для повышения точности и скорости, а также плоскости пресс–форм.
Новый пульт управления с эргономичным и интуитивным интерфейсом (15 дюймов).
Максимальное усилие 62000 кN
Расстояние между колоннами 2450 мм
Максимальный просвет для пресс–формы 900 мм
Ход подвижной траверсы 180 мм
Максимальный ход при выталкивании 74 мм
Максимальное усилие выталкивания – 150 kN
Мощность двигателя 211 кВт (50 гц)
Стандартный подогрев пресс–форм – 75 кВт
Объем масла в гидравлической системе 1600 л
Число циклов в мин – 17 циклов/мин
Расход масла для охлаждения л/мин (20°C) 105
Масса пресса 155.000 кг.
Пресс PH 6200 пополняет гамму прессов серии Power.
Конструктивная схема по сравнению с прессом основоположником серии РН 7200 не изменилась. Была увеличена производительность. Прессы этой серии надежны, обладают гибкостью, характерной для небольших прессов.
+ высокая производительность за счет большого усилия,
+ точное регулирование давления и режимов прессования,
+ компьютеризация,
– медленнее, чем механические,
– дорогие,
– требуют культуры обслуживания.