

Министерство образования Республики Беларусь
Учреждение образования
Белорусский государственный университет иНФОРМАТИКИ И радиоэлектроники
ФАКУЛЬТЕТ КОМПЬЮТЕРНЫХ ТЕХНОЛОГИЙ
Кафедра «Промышленной электроники»
Курсовая работа
по дисциплине: «Организация производства и управление предприятием»
на тему: «Организация и планирование работы однопредметной поточной линии по обработке детали механического цеха предприятия на период 2016 года». Вариант 11
Разработал: _____________
студент гр. 382471 (подпись)
Руководитель: ____________
ст. преподаватель (подпись)
Минск 2016
Содержание
1.Характеристика объекта производства 4
2. Обоснование выбора поточной линии и расчет ее основных параметров 6
2.1. Расчёт такта поточной линии 6
2.2. Расчёт потребного количества рабочих мест 7
2.3. Обоснование выбора вида поточной линии 8
2.4. Расчет основных параметров поточной линии 8
2.4.1. Численность рабочих мест с учетом возможности многостаночного обслуживания 9
3. Построение стандарт – плана работы поточной линии 11
4. Обоснование выбора транспортных средств для перемещения детали и планировка поточной линии 14
5. Организация ремонта оборудования поточной линии 20
7.4.1. Расходы по содержанию эксплуатации оборудования. 53
Введение
Организация производства – это целенаправленная деятельность по расстановке и координации финансовых, материальных и трудовых ресурсов предприятия во времени и пространстве с целью достижения поставленных целей.
Организация обеспечивает создание определенного производственного организма структуры, которая впоследствии будет действовать, и совершенствоваться в этом процессе.
К основным задачам, решаемым на стадии организации, относятся:
1) создание производственной структуры предприятий;
2) образование производственных подразделений (выделение в составе предприятия цехов, участков, других производственных подразделений);
3) формирование управляющих подразделений;
4)определение и установление взаимосвязей между производственными подразделениями и аппаратом управления, звеньями управления;
5) организация и обеспечение взаимодействия между ними.
Результатом решения вышеуказанных задач можно считать сформированную производственную и организационную структуры предприятия (или их совокупности), и соответствующие им правила, положения и инструкции, определяющие их взаимодействие.
Задачей курсовой работы является разработка поточной линии по производству колеса зубчатого. В процессе работы произведено сравнение вариантов технологического процесса и выбор наиболее рационального, выбор вида поточной линии, его обоснование, расчет параметров линии. Производится выбор транспортных средств. Описывается организация технического контроля и ремонта. Рассчитываются основные технико-экономические показатели. Составляется планировка, циклограмма многостаночного обслуживания и стандарт-план линии.
Характеристика объекта производства
Исходные данные для проекта
Вариант 11
Объектом производства является деталь «стакан». Основными факторами, влияющими на качество детали в процессе её производства, являются качество оборудования и инструмента, физико-химические, механические и другие свойства исходного материала и заготовки, уровень разработанного технологического процесса и качество выполнения обработки и контроля.
Деталь: Стакан
Годовая программа выпуска 110 000 штук.
Режим работы: 2 смены.
Материал: сталь конструкционная легированная 15 ГОСТ 1412-88
Масса детали: 1,43 кг.
Масса заготовки: 3 кг.
Заготовка: отливка 2гр сложн. 5гр сер-ти
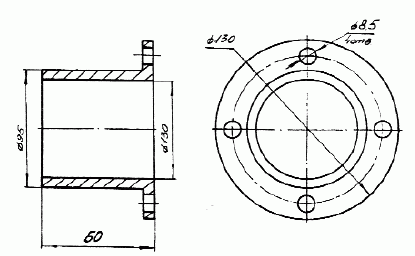
Рисунок 1.1 – Стакан
Остальные исходные данные для выполнения данной курсовой работы сведены и представлены в таблицах 1.1, 1.2.
Таблица 1.1 Исходные данные по операциям и инструментам
|
№ |
Операция, Модель станка |
Наименование инструмента |
Разряд рабочего |
tшт, мин. |
tма, мин. |
tвн, мин. |
tвп, мин. |
|
05 |
Токарная 16К20Ф3С5 |
Резец 20*20 гр. тв.с (3-31) Резец 16*16 гр. тв.с (3-29) Резец 20*16 гр. тв.с (3-33) Штангенциркуль кл. точн. 2 (3-66) |
4 |
7,48 |
4,36 |
1,25 |
0,62 |
|
10 |
Сверлильная 2Г125 |
сверло (3-02) межцентромер (3-10) тиски (3-97) |
3 |
0,31 |
0,18 |
0,05 |
0,03 |
|
15 |
Бесцентровошлифовальная 3М182А |
Круг ПП300х25х127 кл.А (3-54) Микрометр кл. точн. (3-71) |
3 |
1,24 |
0,72 |
0,21 |
0,1 |
|
20 |
Внутришлифовальная 3К227В |
Круг ПП63х50 (3-52) Штангенциркуль кл. точн. 2 (3-66) |
3 |
14,81 |
8,64 |
2,47 |
1,23 |
Таблица 1.2 Исходные данные по станкам
|
Наименование станка |
Модель |
Мощность, кВт. |
Цена, у.е. |
Площадь, кв.м. |
Категория, рем.сл. |
|
Токарный с ЧПУ (8-012) |
16К20Ф3С5 |
11,0 |
26 800 |
5,8 |
33 |
|
Вертик.-сверлильн. (2-005) |
2Г125 |
2,2 |
1 700 |
0,6 |
8 |
|
Круглошл. Бесцентров. (3-043) |
3М182А |
5,5 |
8 900 |
4,0 |
24 |
|
Внутришл. унив. выс. точ. (3-060) |
3К227В |
4,0 |
11 430 |
5,4 |
27 |