

Замечание!
Необходимо учитывать, что при расчете продолжительности пц изготовления изделия учитываются те затраты времени, на транспорные и контрольные операции, естественные процессы и перерывы, которые не перекрываются операционным циклом.
№11 Пути совершенствования технологических процессов и повышения технологичности конструкции изделия
Сокращение продолжительности пц имеет важное экономическое значение. Чем меньше пц, тем:
-
больше продукции в единицу времени при прочих равных условиях можно выпустить на данном предприятии
-
тем выше использование основных фондов и фондов отдачи
-
тем ниже потребление предприятия в оборотных средствах
Совершенствование производственного цикла возможно по 3м направлениям:
-
уменьшение времени трудовых процессов
-
уменьшение времени естественных процессов
-
полная ликвидация и минимизация различных перерывов
Под совершенствованием технологических процессов понимают их комплексную механизацию и автоматизацию, внедрение скоростных режимов, штамповку вместо свободной ковки, литье в кокиль и литье под давлением вместо литья в песчаные формы, а также концентрацию операций. Последняя может заключаться в многоинструментальной и многопредметной обработке, либо в совмещении в одном рабочем цикле нескольких различных технологических операций.
Повышение технологичности конструкций изделий заключается в максимальном приближении последних к требованиям технологического процесса. В частности, рациональное расчленение конструкций изделия на узлы и мелкие сборочные единицы является важным условием для параллельной их сборки, а следовательно, и для сокращения продолжительности пц сборочных работ.
Виды движений
В простом процессе детали и заготовки в большинстве случаев изготавливаются партиями, следовательно очень важным является вопрос о рациональном выборе движения партии детали через всю совокупность выполняемых операции.
Выбранный вид этого движения определяется степенью непрерывности и параллельности пп и продолжительностью пц изготовления партии деталей. Совокупность операционных циклов, способ сочетания во времени смежных операционных циклов (оц) и их частей образуют временную структуру многооперационного технологического цикла. Его продолжительность зависит от способов сочетания времени оц и их частей.
Существуют 3 вида движения партии детали по операциям тц: послед., пар-посл., параллел.
(Замечание) Производственный цикл всегда продолжительнее технологического, т.к. он в себя включает кроме технологических операций, время на выполнение контрольных, транспортных , естественных операций, перерывов. Как правило при расчетах учитывают 3 следующие составляющие:
1) Время технологического цикла Тц, 2) время естественных процессов Те, 3) время перерывов, неперекрываемых тц.
№12. Сущность и особенности организации последовательного вида движения
Сущность заключается в том, что каждая последовательная операция начинается только тогда, когда окончено изготовление всей партии деталей на предыдущей операции. При этом передача с 1ой операции на другую осуществляется целыми партиями. Продолжительность оц обработки партии деталей определяется по следующей формуле:
 ,
где n – число деталей в
обрабатываемой партии, ti
– штучное время на i-ой
операции, m – число
операций.
,
где n – число деталей в
обрабатываемой партии, ti
– штучное время на i-ой
операции, m – число
операций.
Если на одной или нескольких операциях обрабока деталей ведется одновременно на нескольких рм, то продолжительность Тц.

График технологического процесса при
последовательном движении деталей по
операциям.
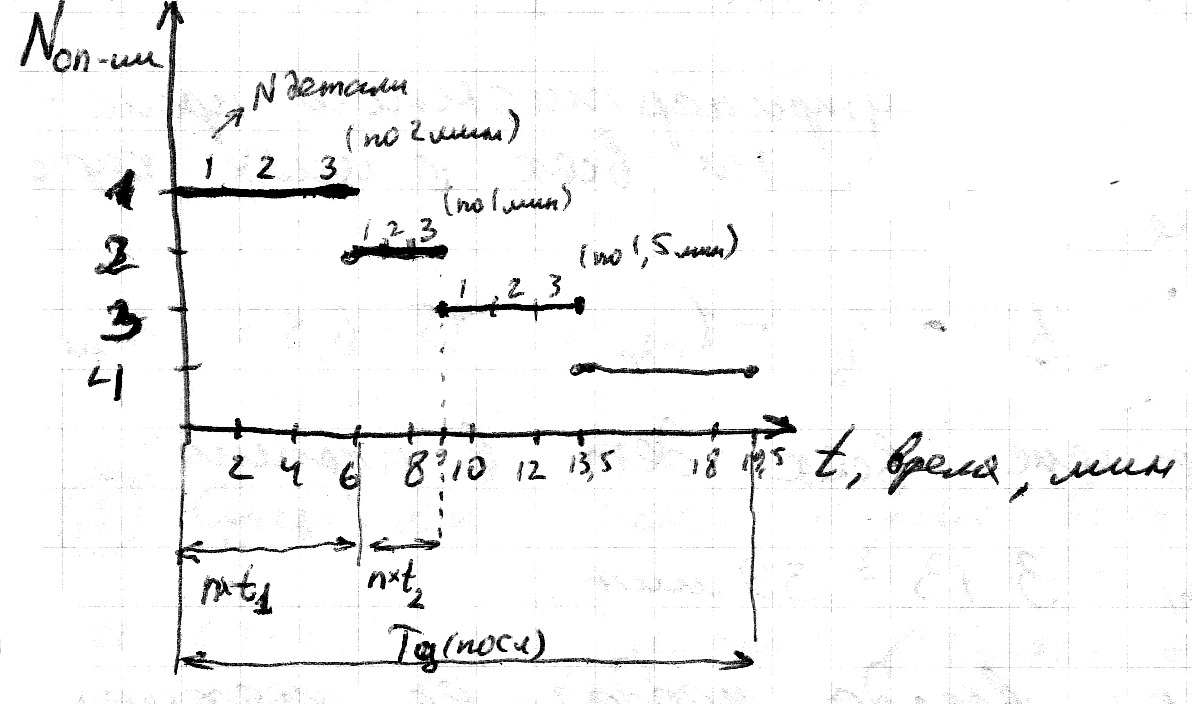
Все операции выполняются на 1м рм, тогда: Тц=3(2+1+1,5+2)=19,5мин
Продолжительность Тц пропорциональная размеру партии и времени выполнения операции; имеют место существенные перерывы партионности. Общее время внутрипартионноо пролеживания 1ой детали на всех операциях определяется по формуле:
 =19,5-6,5=13мин.
=19,5-6,5=13мин.
Общее время пролеживания всех деталей в партии: Тпр=ntпр=3*13=39мин.
Время произв. цикла:
 ,
где tмо – средняя
продолжительность одного межоперационного
перерыва, R – коэффициент
перевода рабочих дней в календарные,
tсм – продолжительность
одной смены, S – число
смен в сутках.
,
где tмо – средняя
продолжительность одного межоперационного
перерыва, R – коэффициент
перевода рабочих дней в календарные,
tсм – продолжительность
одной смены, S – число
смен в сутках.
№13. Сущность и особенности организации последовательно-парралельного вида движения
На каждом рабочем месте работа ведется без перерывов и вместе с тем имеет место параллельная обработка одной и той же партии детали на смежных операциях. Передача детали с предыдущей операции на последующую производится не целыми партиями, а поштучно или транспортными партиями р.
При построении графика по операциям тп необходимо учитывать следующие виды сочетаний периода выполнения смежных операций:
-
если периоды выполения смежных операций (предыдущей и последующей) одинаковы ti+1=ti, то между ними организуется параллельная обработка деталей, которые передаются с предыдущей операции на последующую поштучно или транспортными партиями сразу же после их обработки.
-
Если ti+1<ti, то отсутсвие простоев оборудования на последующей операции может быть обеспечено только после накопления перед ней запаса деталей, позволяющую выполнить эту операцию непрерывно. Для того, чтобы определить момент начала последующей операции, необходимо от точки окончания предыдущей операции над всей партией n отложить вправо отрезок, равный в принятом масштабе времени выполнению последующей операции над одной транспортной партией, а влево отрезок, равный продолжительности последующей операции над всеми остальными транспортными партиями.
-
Если ti+1>ti, то партию можно передавать с предыдущей операции на последующую сразу же после окончания ее обрабоки.
p=1

Продолжительность цикла изготовления партии деталей при последовательно-параллельном виде движения меньше, чем при последовательном виде из-за наличия параллельности протекания каждой пары смежных операций на суммарное время совмещений tсовм, таких совмещений n-1.
tсовм=(n-p)tкр, где tкр соответсвует операциям с наименьшим временем их выполнения (на рисунке tкр12=t2)
 .
.
Тогда продолжительность тц изготовления партии деталей при пос-пар. виде движения:

Если на отдельных операциях обработка деталей вдется одновременно на нескольких рабочих местах, то:

При такой организации пп, пц изготавливаемой партии деталей характеризуется тем, что:
-
его продолжительность ниже, чем при послед. виде движения
-
в нем отсутствуют перерывы в работе оборудования и рабочих
-
общее время пролеживания детали намного меньше
Время пролеживания одной детали определяется на всех операциях:
![]() =12.5-6.5=6мин,
для всех деталей - Tпр=ntпр=18мин
=12.5-6.5=6мин,
для всех деталей - Tпр=ntпр=18мин
Продолжительность производственного цикла:

№14. Сущность и особенности организации параллельного вида движения
С одной операции на другую детали передаются поштучно или транспортными партиями немедленно после обработки (независимо от времени обработки). Обработка производится непрерывно, что сокращает пролеживание. Это значит, что сокращается продолжительность тц и пц.
При построении графика используются правила:
-
Сначала строится технологический цикл одной транспортной партии по всем операциям без пролеживания между ними.
-
На операции самой большой продолжительности строится операционный цикл обработки деталей по всей партии без перерывов в работе оборудования
-
Для всех остальных транспортных партий операционные циклы достраиваются

Тц(пар)=10,5мин. Из рисунка видно, что время тц изготовления партии деталей n на 4х операциях m=4 и передач их транспортными партиями p=1, определяется по формуле:
 ;
;

Если на отдельных операциях работа
одновременно выполняется на нескольких
рабочих местах (Спр), то продолжит.
пц:
Технологический цикл изготовления деталей на данном виде движения является самым коротким по сравнению со всеми остальными, но на всех операциях, кроме операции максимальной продолжительности работа осуществляется с перерывами в работе оборудования. Исключения составляет случай, когда периоды выполнения операций Тц равны, либо кратны, то есть синхронны. Однако, при парралельном виде движения партии деталей по операциям Тц имеет место пролеживание:
-
до начала обработки на первой операции и после окончания обработки на последней операции
-
пролеживание деталей внутри транспортной партии
При этом общее время пролеживания каждой детали в партии определяется по формуле:
![]() =10,5-6,5=4мин,
Тпр=12мин
=10,5-6,5=4мин,
Тпр=12мин

№15. Сущность, задачи и принципы планирования на предприятии.
Планирование – определение цели развития управляемого объекта, методов, способов и средств ее достижения, разработки программ, плана действий различной степени детализации.
Позволяет решить следующие виды задач:
1. предвидеть перспективу развития предприятия на будущее.
2. более рационально использовать все ресурсы предприятия.
3. избежать риска банкротства.
4. своевременно обновлять и модернизировать выпускаемую продукцию, а также повышать ее качество в соответствии с конъюнктурой рынка.
Решение задач внутри производственного планирования достигается осуществлением всей системы планирования на предприятии, которое вкл. в себя технико-экономическое и оперативно-производственное планирование.
Принципы планирования
-
Непрерывность. Означает, что на предприятии должен разрабатываться долгосрочный, среднесрочный, краткосрочный (годовой) план. Среднесрочный и долгосрочный планы должны систематически пересматриваться и корректироваться с учетом изменившихся обстоятельств, а годовые планы должны вытекать из среднесрочных планов. Так достигается непрерывность планирования на предприятии.
-
Научность – планирование должно определяться на научной основе, т.е. на достоверной информации и научно проверенных методах. Кроме того, этот принцип означает, что в планах должен использоваться самые последние достижения в науке и технике, а также передовые методы работы отдельных предприятий, появившиеся в мировом сообществе государств
-
Нацеленность планов на максимальное использование всех ресурсов предприятия по повышению эффективности производства и на достижение максимальной прибыли
-
Принцип ведущих звеньев и приоритетности их реализации. Означает, что на предприятии всегда необходимо выбирать ведущие звенья, от реализации которых зависит успех дела, и стремиться их реализовать в первую очередь. Выбор ведущих звеньев основывается на анализе состояния дел на предприятии, и это под силу только настоящим менеджерам.
Принцип взаимной увязки и координации. Планирование должно охватывать все производственные подразделения предприятия с целью обеспечения сбалансировнности в работе между ними.
№16. Виды планов на предприятии и их характеристика.
Технико-экономическое – охватывает установление объектных количественных и качественных показателей работы предприятия и его подразделений определяют, направляют и контролируют всю технико-производственную и финансово-экономическую деятельность.
ТЭП (Технико-экономическое планирование) работы предприятия может быть перспективным и текущим (стратегия и тактика).
К перспективному виду относится стратегический план – долгосрочный план, как правило, охватывающий период 10-25 лет, в котором формируют главные цели предприятия на перспективу, конкретные задачи, привязанные по времени ресурсам, общая стратегия достижения поставленных целей.
Составной частью стратегического плана явл. план развития предприятия, разрабатываемый на несколько лет и нацеленный на решение отдельных самостоятельных стратегий предприятия.
Разработка плана развития предприятия с выделением осн. заданий по годам позволяет обеспечить решение конкретных задач предприятия: увеличения выпуска продукции освоение выпуска более современных изделий, внедрение автоматизированных процессов в производство, повышение квалификации работников.
Базой плана развития предприятия явл. глубокий технико-экономический расчет возможностей предприятия и его подразделений. При этом важнейшее значение имеет сопоставление плана организационно-технических мероприяти, на основе которых становится возможным провести следующие расчеты:
1. уменьшение трудоемкости продукции
2. загрузка наличного оборудования и производственной площади предприятия, с выявлением использования наличных основных фондов.
3. уменьшение материалоемкости изг. продукции и установление норм их расхода на вновь осваиваемую продукцию.
Эти расчеты целесообразно производить по годам плана развития предприятия.
Текущее планирование – уточняет на плановый период задание плана перспективного развития предприятия. Оно выражается в разработке техпромфинплана, который обычно составляется на год с квартальной развилкой.
Техпромфинплан – сводный план производственно-хозяйственной деятельности предприятия, базирующийся на заданиях плана развития предприятии явл. его уточнением на данный плановый год.
В техпромфинплане устанавливается взаимосвязанное развитие производственной техники, экономики и финансов предприятия.
Наряду с заданиями в плане определены и способы их выполнения. Техпромфинплан включает в себя следующие разделы:
1. план по производству продукции
2. план использования мощностей
3. план по труду
4. план использования материалов, топлива и т.д.
5. план технического развития
6. план по себестоимости продукции
7. финансовый план
Ведущая роль в системе вышеперечисленных разделов принадлежит планам производства продукции и связанных с ним вопросов. План производства продукции определяет разработку всех остальных разделов техпромфинплана.
Наряду с технико-экономическим планированием на предприятии осуществляется оперативно-производственное планирование, под которым понимается разработка планов работы отдельных частей предприятия (цехов, производственных участков, рабочих мест) на короткие отрезки времени: месяц, декада, сутки, смена. ОП планирование контролирует и обеспечивает выполнение заданий, установленных технико-экономическим планированием. ОП планирование предусматривает количественное соответствие выпуска продукции различным частям предприятия, для чего используют систему календарных производственных графиков и основываются на расчетах производственной мощности. Т.О ОП планирование выпуска продукции позволяет осуществить более полную специализацию производства путем концентрации и изготовления отдельных видов продукции, предусмотренных планом на год и квартал, в определенные месяцы и декады, что в свою очередь позволяет более полно использовать производственные мощности и создает условия для более совершенной технологии и организации производства. Однако ОП планирование охватывает не только планирование выпуска продукции но и планирование других важнейших показателей деятельности предприятия и его цехов: производительность труда, численность рабочих, размер фнда оплаты труда, использование производственных мощностей предприятия и его материальных ресурсов, снижение себестоимости продукции.
ОП планирование также учитывает изменение удельных расходных норм, вследствие выполнения запланированных организационно-технических мероприятий по рационализации и организации производства.
Т.О. оперативно-производственное планирование явл. мощным средством повседневного управления и регулирования производства, обеспечивающее в конечном счете выполнение и перевыполнение заданий и планов.
Изложенное выше позволяет охарактеризовать внутрипроизводственное планирование как деятельность:
1. по установлению количественных и качественных показателей работы предприятия и его подразделений на длительные отрезки времени.
2. по увязке работы отдельных подразделений предприятия в более короткие отрезки времени.
3. по обоснованию плановых показателей работы предприятия с учетом прогрессивных технико-экономических норм.
№17. Методы планирования на предприятии и их характеристика.
В отечественной практике применяются следующие методы планирования на предприятии:
1. балансовый метод
При использовании этого метода составляются следующие виды балансов: материальные (топливо, энергия, сырье), трудовые (баланс рабочей силы), финансовые.
2. нормативный метод – сущность его заключается в том, что при планировании применяется целая система норм и нормативов используемых ресурсов предприятия: нормы расхода сырья и материалов, нормы выработки и обслуживания, трудоемкости, нормы численности, нормативы использования машин и оборудования…
3. программно-целевой метод – используется при планировании НТП, т.к. позволяет обеспечить сквозное планирование от идеи до внедрения в производство, увязать реализацию научно-технических программ с планом развития производства.
4. метод планирования по технико-экономическим факторам
Данный метод применяется в основном при планировании издержек производства и реализации продукции, производственные программы и др. разделов плана развития предприятия. При этом методе учитываются следующие факторы:
1. технические факторы
2. совершенствование организации производства и труда
3. изменение объема продукции и номенклатуры
4. инфляция
5. особенности производства
Как правило при планировании на предприятии используется не один из перечисленных методов, а сразу несколько или все сразу.
№18 Система показателей планирования на предприятии
Они должны:
1. объективно отражать характеризуемые ими процессы и явления
2. способствовать взаимодействий планов всех уровней
3. отражать результат и эффективность деятельности всех уровней производства
Наличие разнообразных показателей вызывает необходимость их классификации. Прежде всего в планировании показатели классифицируются на
– стоимостные (используются для определения объектов производства, затрат на производство в денежном выражении (товарная продукция, себестоимость, зарплата, налог)
– натуральные (потребность рынка в производимой продукции). Они определяют материально-вещественные пропорции производства, связи между поставщиками и потребителями.
Подразделяются на качественные и количественные.
К количественным относят показатели, отражающие объем продукции и работ в абсолютных величинах. К качественным – показатели, характеризующие эффективность производства (рентабельность=прибыль/затраты, фондоотдача = выручка от реализации/стоимость осн. фондов).
Различают абсолютные и относительные показатели:
-
абсолютные выражаются в физических или ценностных единицах
-
относительные - в процентах или в виде коэффициента.
При разработке перспективных и текущих планов применяются научно-обоснованные нормы и нормативы по использованию материальных, трудовых и финансовых ресурсов.
Норма – максимально допустимая величина расхода материальных ресурсов и затрат живого труда на изготовлении единицы продукции установленного качества с учетом организационно-технических условий производства.
Норматив – это относительный показатель характеризующий количество производимых или потребляемых предметов или средств труда, приходящиеся на единицу времени, площади, объема.
На основе норм и нормативов регламентируются связи между структурными подразделениями производства, устанавливаются научно обоснованные пропорции производства, осуществляется контроль за соответствием уровня затрат на производстве от полученных результатов.
Т.о. номы и нормативы применяются как исходные величины в разработке системы показателей плана.
№19 Персонал хозяйствующего субъекта и его классификация по различным признакам.
На уровне отдельного предприятия вместо термина «трудовые ресурсы используется термин «персонал» или кадры. Все работники в зависимости от их степени участия в производственном процессе длятся на промышленно производственный персонал (ППП) и непроизводственный персонал (НПП).
НПП – это работники, обслуживающие непромышленное хозяйство и обслуживающие организации предприятия (учреждения культуры, больницы, транспорт, КЖКХ, детсад)
К ППП относятся работники, занимающиеся непосредственно производством продукции, выполнением работы, оказанием услуг.
ППП в зависимости от выполняемых функций в процессе производства делятся на:
1. рабочих (осн. и вспомогат.)
2. служащих и инженерно-технических работников (специалистов и руководителей)
Служащие – работники, осуществляющие функции счетно-бухгалтерские, статистические, делопроизводственные, снабженческо-сбытовые, административно-хозяйственные
Инженерно-технические работники – организационное и экономическое управление и руководство
Классификация кадров по квалификации:
-
неквалифицированные
-
малоквалифицированные
-
квалифицированные
-
высококвалифицированные
Квалификация рабочих определяется разрядами. Специалисты делятся на категории. В условиях рыночной экономики появились новые элементы в классификации персонала – менеджеры разного уровня. К ним относят руководители всех звеньев управления, специалисты управленческих служб, менеджеры по рекламе, по сбыту, по персоналу.
№20 Мотивация труда как фактор повышения эффективности работы персонала.
В рыночных условиях одна из главных задач это поиск путей и эффективных способов управления трудом. Решающим результативным фактором активизировать деятельность людей является мотивация – это система мер, цель которых создать у работников стимул к труду и побудить их работать с полной отдачей. С точки зрения управления мотивация рассматривается как процесс формирования у работников мотивов к деятельности для достижения личных целей и целей предприятия.
Для управления трудом на основе мотивации необходимы такие предпосылки как выявление склонностей и интересов работника с учетом его профессиональных и персональных способностей.
В основе з/п лежит цена труда как фактора производства, который сводится к его производительности. З/п выполняет мотивационную и производственную функцию, т.к. она является формой платы за труд и важным стимулом для работников. Организация з/п отражает процесс превращения рабочей силы. Через эту организацию достигается компромисс между работником и работодателем. Организация з/п включает:
1. установление обоснованных норм труда
2. разработка системы оплаты труда
3. формирование фонда з/п
Система оплаты труда должна быть гибкой – стимулировать производительность труда и обладать достаточным мотивационным эффектом.
Гибкость системы оплаты труда заключается в том, что определенная часть заработка становится в зависимость от общей эффективности работы предприятия.
Под оплатой труда понимается система отношений, связанных с обеспечение, установлением и осуществлением работодателем выплат работникам за их труд в соответствии с законами, другими правовыми актами, соглашениями, трудовыми договорами.
В свою очередь з/п – это вознаграждение за труд в зависимости от квалификации работника, сложности и качества выполнения работ, а также выплаты компенсирующего и стимулирующего характера.
Т.О. понятие оплаты труда значительно шире понятия з/п и отличается тем что не только предусматривает систему расчетов з/п но и используемые режимы рабочего времени, нормы труда, сроки выплаты з/п.
№21 Тарифная система оплаты труда, ее особенности
Нормирование труда служит основой разработки норм выполнения различных операций и позволяет установить каждому работнику нормируемый, т.е. необходимый для выполнения объем трудозатрат. Целью тарификации является установление расценок на соответствующие виды работ и операции, что позволяет организовать работу по определенным размерам оплаты труда работникам.
Т.О. тарифная система служит связующим звеном между нормированием труда и заработной платой
Тарифная система представляет собой совокупность нормативов, при помощи которых осуществляется дифференциация и регулирование з/п в зависимости от стоимости, условий труда, общественной значимости и особенностей труда.
Тарифная система включает в себя тарифную сетку, тарифную ставку, тарифные коэффициенты, тарифные справочники, надбавки и доплаты к тарифным ставкам и окладам, районные коэффициенты.
Тарифная сетка – совокупность тарифных разрядов и соответствующих им коэффициентов, или соотношение тарифных ставок по разрядам. Она служит для установления соотношения в окладе труда в зависимости от уровня квалификации.
Тарифная ставка – определяет размеры оплаты труда в единицу рабочего времени, и зависит от формы оплаты труда, а также условий и значимости труда, сложности труда. Ее размер возрастает по мере повышения сложности выполняемой работы и ставка выражается в денежной форме.
Тарифная ставка первого разряда определяет уровень оплаты простого труда и является базой для определения зарплаты работника, исходя из уровня квалификации. Тарифные ставки 1-го разряда, дифференцируемые по вертикали, отражают дифференциацию видов работ и условий труда. Тарифные ставки по разрядам рабочих дифф по сложности выполнения работ образуют так называемую тарифную сетку.
Тарифный коэффициент – показывает во сколько раз тарифная ставка данного разряда превышает тарифные ставки 1-го разряда.
Тарифный разряд – определяет уровень квалификации работника и в зависимости от этого размер оплаты труда.
Тарифно-квалификационный справочник (ТКС) – определяет разряд работы и разряд работника. ТКС представляет собой перечень профессий, специальностей рабочих по видам работ, а также квалификаций, необходимых для выполнения этих работ.
ТКС бывают единые и отраслевые. ТКС состоит из 3-х разделов:
1. дается характеристика работ, которые должен выполнять рабочий данной квалификации
2. отражены сведения о том что должен знать рабочий соответствующей профессии и квалификации об используемом «оборудовании и материалах».
3. содержит примеры работ, типичные для каждого разряда.
№22 Сдельная форма оплаты труда, ее классификация на ряд систем и их характеристика
Сдельная – работа оплачивается по сдельным расценкам в соответствии с количеством произведенных изделий или операций. Сдельная оплата бывает индивидуальной или коллективной. Индивидуальная применяется на работах, где труд работника подлежит точному учету, при этом учитывается количество произведенной работником продукции. Количественная характеризуется тем, что труд работника оплачивается в зависимости от результата работы всего коллектива.
Сдельная форма оплаты включает в себя следующие системы:
– прямая сдельная, определяется исходя из количества произведенной продукции за расчетный период времени и
– сдельные расценки за единицу продукции.
Зсд=R*q, R-сдельная расценка, q-количество продукции, произведенной работником.
Сдельно-премиальная – применяется для заинтересованности рабочих в улучшении качества, производительности труда, экономии ресурсов, снижении себестоимости.
Премии выплачиваются за конкретные количественные и качественные показатели работы. Премия устанавливается в процентах от основной зарплаты.
Зсд прем= Зсд+П
П= (Зсд*X%)/100%.
Сдельно-прогрессивная – применяется в том случае, когда необходимо выполнить качественно в установленный срок объем работ, либо увеличить объем выпускаемой продукции не снижая качество. Эта система применяется на работах, связанных с освоением новой техники, продукции. Она предусматривает выплаты по прямым сдельным расценкам в пределах выполняемых норм (R0), а при выработке сверх норм по повышенным расценкам (Rпов).
Зсд прогр= R0*q+ Rпов*qсн
q – плановый объем
qсн – кол-во сверх нормы
Косвенно-сдельная – применяется в отношении тех работников, которые обслуживают технологические процессы.
Размер их з/п зависит от результатов деятельности обслуживаемых основных рабочих сдельщиков.
Аккордно-сдельная – представляет собой оплату не по каждой операции в отдельности а по всему объекту в целом. Стоимость работ определяется исходя из установленных норм и расценок на определенные виды работ путем их суммирования. Расчет выполняется после выполнения всех работ. Если выполнение определенного задания требует длительного времени то выплачивается аванс с учетом выполненных работ.
№23 Повременная форма оплаты труда, ее классификация на ряд систем и их