

15. Многорезцовое точение.
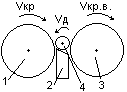
Для повышения производительности труда в серийном производстве применяется многорезцовые токарные автоматы. Повышение производительности добиваются за счёт одновременной обработки нескольких цилиндрических поверхностей. Подрезка терцев в штучном времени, как правило, не указывается, т.к. этот переход перекрывается продольным точением. Кроме того, длинные поверхности можно обрабатывать несколькими резцами одновременно, тем самым уменьшается, длинна рабочего хода.
![]()
![]()
![]()

Мощность резания равна сумме мощности всех резцов. Поэтому часто нахватает мощности двигателя и приходится снижать скорость резанья. Настройка на размер обязательна по эталонным деталям.
Точение на гидрокопировальных станках.

Повышение производительности происходит за счёт оптимальной скорости резания (один резец). За счет сокращения подводов и отводов резца, переключения автоматически n и S и т.д. настройка на размер производится по одной ступени, точность остальных обеспечивается копиром. Современные гидрокопировальные станки оборудованы магазином и копиром обеспечивающих обработку валов за несколько рабочих ходов.
16. Способы шлифования ступеней.
1 шлифование на кругло шлифовальном станке с продольной или поперечной подачей.

2 шлифование с поперечной подачей, обеспечивает большую производительность за счёт сокращения длинны рабочего хода, обработке подвергаются жёсткие детали: точность обработки, ниже, чем при продольном шлифовании, требуется большее число правки шлифовального круга т.к. износ круга копируется на обработанной поверхности и тем самым снижается качество обработанной детали.

Достоинство: с продольной подачей на кругло шлифовальном станке – высокая точность, правильное расположение поверхности.
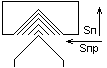
3 безцентровочное шлифование. Подача может, осуществляется двумя способами: перемещение поперечного круга (врезание), обеспечение подачи за счёт поворота ведущего круга в вертикальной плоскости.
шлифовальный круг.
опора (нож).
ведущий круг.
заготовка.
Достоинство: высокая производительности, низкая квалификация рабочего, возможность автоматизации процесса.
Недостатки: понижение точности формы поверхности и размеров, невозможность обработки поверхностей с пазами параллельных оси вращения, длительная настройка на размер.
Этот способ применяют в серийном и массовом производстве.
17. Способы нарезания резьбовых поверхностей.
В зависимости от типа производства, размеров резьбы и детали нарезание резьбы включается в токарную операцию как переход, как отдельная токарная операция или другая операция.
Существуют следующие способы нарезания резьбы:
1 нарезание резцом. Самый точный способ нарезания не закаливаемых резьбу и самый простой. Обеспечивает 4-6 степень точности. Точность обеспечивается за счёт то, что резец легко изготовить и точно установить на станке. Точность шага обеспечивает кинематика станка.
Недостаток: большое количество рабочих ходов (обратный ход).
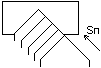
2 гребёнки. Требуют меньшее количество рабочих ходов. Ограничение обработка только открытых поверхностей или поверхностей имеющих широкую канавку для выхода инструмента.
![]()
3 подвод резца к детали по шаблону.
![]()