

Метод полной взаимозаменяемости
– сущность метода заключается в том, что при сборке деталей любых с годным размером получается заданная точность замыкающего звена (расчёт на max и min). Конструкторская цепь – это такая цепь,
которая состоит из деталей.

![]()
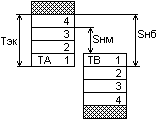
Размерная цепь получается:
![]()
ΔA=A1-A2-A3
TΔA=ΣTAi=TA1+ TA2 TA3
Tcp= TΔA /(m-1)
m – количество звенев разм. цепи
A1=100+0.2
A2=40-0.1
A3=60-0.2
ΔA=100+0.2– 40-0.1–60-0.2=0+0.5
Уточняем допуски составл. звеньев
ΔA=100+0.1– 40-0.1–60-0.1=0+0.3
Если расчет не подтверждает получен замык. звена чертежному необходимо перейти к следующему методу обеспечения точности.
Не полный метод взаимозаменяемости.
Сущность метода заключается в том, что допуски на составляющие звенья расширяются с учётом определённого % риска появления некондиционных сборок. Метод применяется, когда стоимость сборки и разборки некондиционных изделий меньше чем стоимость деталей изготовки повышенной точности.
![]()
t – коэффициент учитывающий % риска
λ – коэффициент характеризующий закон рассеивания размеров
λ=1/9 – нормальный закон
λ=1/6 – закон треугольника
λ=1/3 – равновероятностный закон
P=0.27% P=1%
t=3 t=2.57
Достоинство: собирать изделия с расширенным допуском составляющих звеньев, при этом стоимость сборки и разборки некондиционных изделий меньше чем стоимость изделий с повышенной точностью.
Групповой метод сборки.
Сущность метода заключается в том, что допуски на составляющие звенья увеличивают до экономических. Затем партия деталей разбраковывается на группы с заранее определённым размером. Изделие собирается из составляющих групп.
Тпр=Тэ=n*Тдет;
n – количество групп деталей.

Достоинство: сборка внутри группы производится по методу полной взаимозаменяемости; обеспечивается практически любая точность сборки.
Недостатки: необходимость введения разброковочной операции, с применением показывающего инструмента; усложнение организации процесса сборки; необходимость при расширенном допуске линейные размеры выдерживать заданные чертежом допуски формы и расположения поверхности
Метод пригонки.
Сущность метода заключается в том, сто все составляющие звенья размерной цепи выполняются с допусками экономической точности замыкающего звена, полученного за счёт снятия припуска с заранее определённой поверхности детали, что указывается в чертеже изделия. Размер этой детали увеличивают на гарантированный размер припуска.
Достоинство: сборка обеспечивается методом полной взаимозаменяемости.
Недостатки: требуется высокая классификация рабочего; величина припуска на дополнительные изделия меняется и зависит от действительной размеров собираемых деталей; неопределённая величина припуска не позволяет применять метод в поточном производстве, т.к. невозможно определить время дополнительной механической сборки.
Этот метод применяется в единичном производстве.
Метод регулировки.
Сущность метода заключается в том, что точность замыкающего звена обеспечивается регулировкой положения заранее заданного конструктором элемента – компенсатора. Компенсаторы бывают подвижные и неподвижные. Метод определяется конструктором.
Достоинство: обеспечивается высокая точности.
Недостаток: высокая квалификация рабочего; затруднение применяемости в поточном производстве.