

31. Организационные формы процесса сборки.
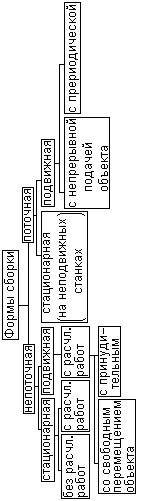
Не поточная сборка – это последовательность сборки деталей в сборочные единицы, сборочные единицы в изделии без чётких временных рамок.
Поточная сборка – при которой работа идёт непрерывно и собранные готовые изделия выходят периодически через определённый промежуток времени (такт)
t=(60*F)/N.
F – годовой фонд времени; N- программа.
Для неё характерно:
1 закрепление за каждым рабочим местом конкретной сборочной операции.
2 передача объекта на следующую операцию немедленно.
3 ритмичность, синхронизация работ на всех рабочих местах.
4 возможность широкого внедрения средств автоматизации.
Стационарная сборка производится на одном рабочем месте: без расчленения (одним рабочим), с расчленением (по квалификации рабочими). Подвижная сборка осуществляется со свободным перемещением объекта.
Недостатки: длительность процесса и высокая квалификация рабочего.
Достоинство: высокое качество сборки.
Поточная сборка стационарная на неподвижном станке – на нескольких стендах выставляется машины, и бригады через такт переходят по стендам. Поточная сборка с подвижными стендами бывает с прерывной подачей и непрерывной подачей.
32. Построение схемы сборки.
Перед началом разработки технологического процесса сборки рекомендуется разработать схему сборки. На схеме сборки изображается последовательность присоединения деталей и сборочных единиц к базовой детали или сборочной единицы. Базовой деталью или сборочной единицей называют основной элемент, с которого начинают сборку этого элемента, определяют положение составляют данную сборочную единицу других деталей и сборочных единиц.
1 схема сборки позволяет сформировать несколько вариантов сборочных операций и выбрать оптимальный.
2 схема сборки определяет затруднения при сборке.
3 возможно выявление ошибок чертежа.
Как правило, для сборки изделия можно составить несколько схем и выбрать экономически лучший из них.
33. Методы достижения заданной точности сборки.
В зависимости от служебного назначения и конструкции изделия, при сборке могут, выдерживается следующие параметры точности:
1 точность относительно движения исполнительной поверхности.
2 точность геометрической формы, исполнительной поверхности и расстояние между этими поверхностями.
3 точность взаимного расположения исполнительной поверхности (параллельность, перпендикулярность…).
Для обеспечения точности могут быть использованы следующие методы:
1 метод полной взаимозаменяемости.
2 метод неполной взаимозаменяемости.
3 групповой метод.
4 метод пригонки.
5 метод регулировки.