

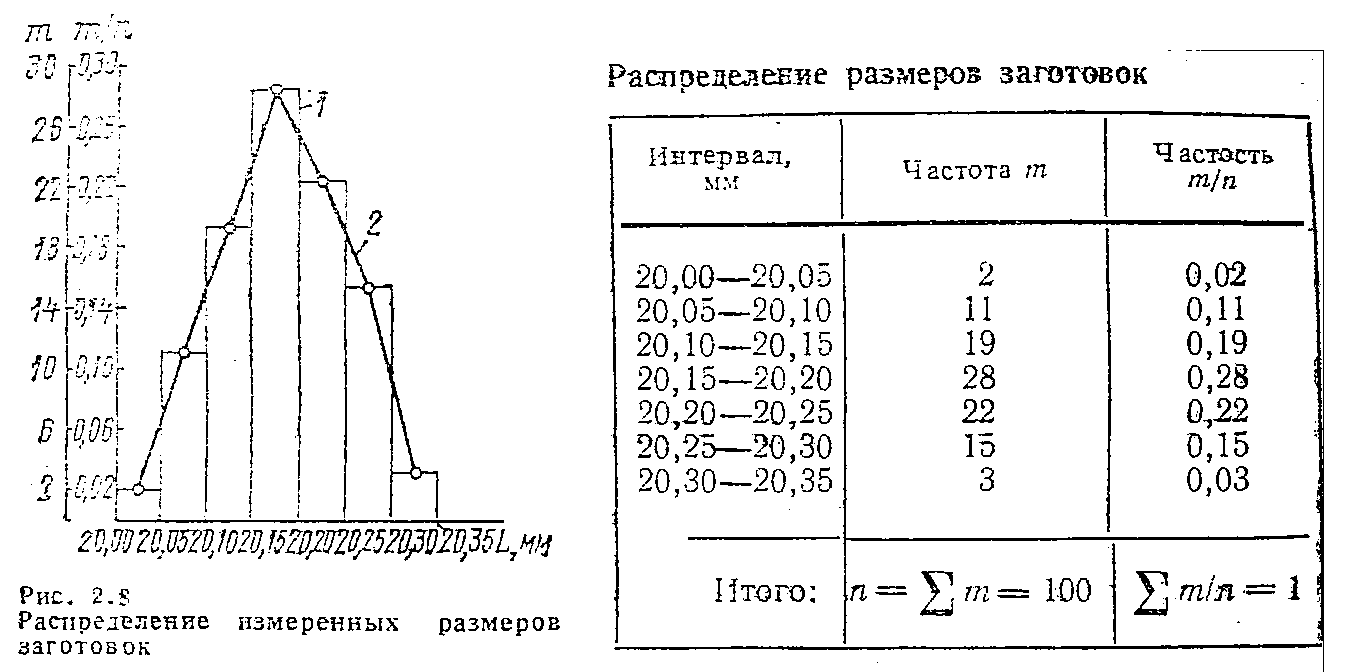
Методика построения кривых распределения.
В результате возникновения случайных погрешностей при обработке партии заготовок на настроенном станке истинный размер каждой заготовки является случайной величиной и может принимать любое значение в границах определенного интервала.
Совокупность значений истинных размеров заготовок, обработанных при неизменных условиях и расположенных в возрастающем порядке с указанием частоты повторения этих размеров или частостей, называется распределением размеров заготовок. Под частостью понимаются отношение числа заготовок одного размера к общему числу заготовок партии.
При разных условиях обработки заготовок рассеяние их истинных размеров подчиняется различным математическим законам. В технологии машиностроения большое практическое значение имеют следующие законы: нормального распределения (Гаусса), равнобедренного треугольника (Релея), законы равной вероятности и функции распределении, представляющие собой композицию из этих законов.
Закон нормального распределения.
Распределение действительных размеров заготовок, обработанных на настроенных станках, очень часто подчиняется закону нормального распределения (Закону Гаусса).
Результирующая погрешность обработки обычно формируется в результате одновременного воздействия большого числа погрешностей, зависящих от станка, приспособления, инструмента и заготовки, которые по существу представляют собой взаимно независимые случайные величины.
Уравнение кривой нормального распределения имеет следующий вид:
 ,
,
где Сигма – среднее квадратическое отклонение, определяемое по формуле
![]() ;
;
Где, Li – текущий действительный размер; Lср – средне взвешенное арифметическое значение действительных размеров заготовок данной партии.
Lср можно определить по формуле:
![]() ;
;
Рис. 2.9 – кривая, характеризующая дифференциальный закон нормального распределения.
При практических расчетах обычно принимается, что на расстояниях +/- 3Сигма от вершины кривой нормального распределения её ветви пересекаются с осью абсцисс, ограничивая 100% площади между кривой и осью абсцисс. Возникающая при этом допущенная погрешность, составляющая 0,27%, практического значения не имеет.
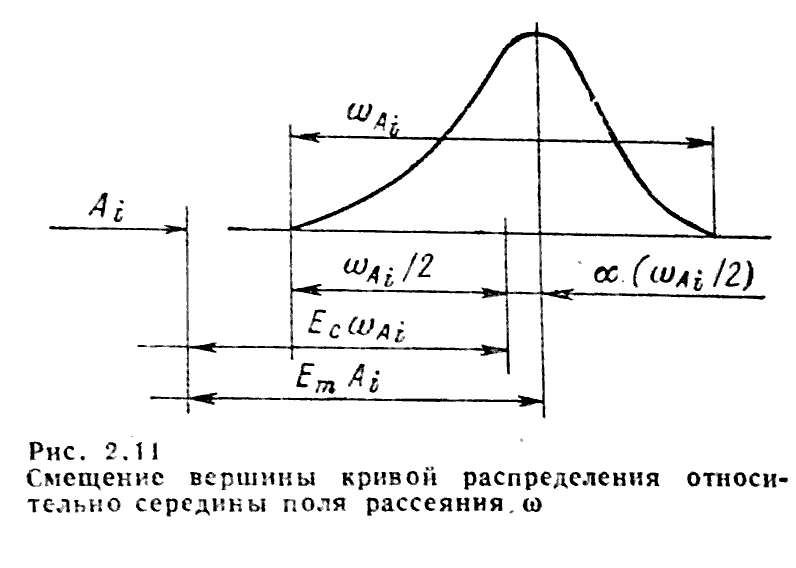
Практически под влиянием различных причин систематического и случайного характера вершина кривой распределения может смещаться по отношению к середине поля рассеяния в ту или иную сторону, а форма кривой может изменяться; в результате этого фактическая кривая нормального распределения может стать несимметричной.
Анализ точности операции.
Методом больших выборок.


Рассеивание размеров большое. Поэтому настройкой станка точности не добиться.

Необходимо доказать принадлежность этой кривой к какому-либо закону (Гаусса, Эксцентриситета)
Эпсилон.сист – допуск настройки на размер
Анализ точности.
В результате обработки кривой получаем запас точности операции.
![]()
>1,2 – точность процесса достаточна и надёжна; 1<&<1,2 – точность достаточна; >1 – не достаточна
Точность настройки:

Достоинства: простота обработки данных
Недостатки: процесс направлен в «прошлое», эти данные распространяются только на одно рабочее место.