

5.Нормирование точности цилиндрических зубчатых колес и передач
Исходные данные:
Степень точности и вид сопряжения зубчатой пары 8-6-6Н,модульm=1,375 мм, число зубьев шестерниz1=36,число зубьев колесаz2=110,ширина зубчатого венцаbw=20 мм.
5.1. Найдём некоторые геометрические параметры шестерни, колеса и передачи в целом, необходимые для определения ряда допусков.
Делительный диаметр шестерни d1=m*z1=1,375*36=49,5 мм, колесаd2=m*z2=1,375*110=151,25 мм.
Длина дуги делительной окружности шестерни L1=π*d1=3,14*49,5=155,43мм; для колесаL2=π*d2=3,14*110=474,925мм.
Межосевое расстояние зубчатой передачи
aw= .
.
5.2. Определяем показатели кинематической точности (5 степень точности).
Допуск радиального биения зубчатого венца Fr: для шестерни 16 мкм, для колеса 22 мкм [19,с.58].
Допуск на накопленную погрешность шага Fp: для шестерни 25 мкм, для колеса 45 мкм [19, с.59].
Допуск на накопленную погрешность kшаговFpk
берётся по длине дуги делительной
окружностиL,
соответствующей 1/6 части зубьев.
Следовательно, для шестерни необходимо
учитывать зубьев, для колеса
зубьев, для колеса зубьев.
зубьев.
Искомая длина дуги для шестерни
L1=π*m* =3,14*1,375*6=25,905
мм; для колесаL1=π*m*
=3,14*1,375*6=25,905
мм; для колесаL1=π*m* =3,14*1,375*18=77,715
мм.
=3,14*1,375*18=77,715
мм.
Тогда допуск на накопленную погрешность kшаговFpkравен: для шестерни 12 мкм, для колеса 16 мкм.
5.3. Определяем показатели норм точности по плавности (5 степень точности).
Допуск на местную кинематическую
погрешность шага
 :
для шестерни 12 мкм, для колеса 14 мкм.
:
для шестерни 12 мкм, для колеса 14 мкм.
Предельные отклонения шага
 pt:
для шестерни
pt:
для шестерни 6
мкм, для колеса
6
мкм, для колеса 7
мкм.
7
мкм.
Допуск на погрешность профиля ff: для шестерни 6 мкм, для колеса 7 мкм.
5.4. Определяем показатели норм точности по контакту зубьев (8 степень точности).
Суммарное пятно контакта по высоте зуба не менее 40%, по длине зуба не менее 50%.
Допуск на непараллельность fx=18 мкм.
Допуск на перекос осей fy= 9 мкм.
Допуск на направление зуба Fβ=18 мкм.
5.5. Определяем показатели норм точности по боковому зазору(вид сопряжения Н).
Гарантированный боковой зазор jn min=0 мкм.
Предельные отклонение межосевого расстояния ±fa=18 мкм.
Наименьшее дополнительное смещение исходного контура –EHs,+EHi: для шестерни 12 мкм, для колеса 16 мкм.
Допуск на смещение исходного контура TH: для шестерни 40 мкм, для колеса 45 мкм.
Допуск на среднюю длину общей нормали TWm : для шестерни 20 мкм, для колеса 20 мкм.
Допуск на длину общей нормали TW: для шестерни 28 мкм, для колеса 30 мкм.
Наименьшее отклонение толщины зуба –Ecs: для шестерни 9 мкм, для колеса 12 мкм.
Допуск на толщину зуба Tc : для шестерни 30 мкм, для колеса 35 мкм.
6.Расчет размерных цепей
Исходные данные:
Задан сборочный чертеж узла.
Исходные данные для решения первой задачи: детали узла по увеличивающим размерам изготовлены по полю допуска H8, по уменьшающим – по полю допускаh7,требуемое номинальное значение размера замыкающего звенаA0= 0,5 мм.
Исходные данные для решения второй задачи: размер исходного звена A0= 0,5-0,1мм.
Ход выполнения задания
6.1. Вычерчиваем эскиз сборочного узла. На эскиз наносим схему сборочной размерной цепи, выбрав в качестве замыкающего звена зазор между крышкой
6.2. Выявляем на схеме размерной цепи увеличивающие и уменьшающие размеры: увеличивающие размеры –A2,A3,A4;
уменьшающие размеры – A1,A5,A6,A7,A8.
Замыкающим звеном цепи является размер A0.
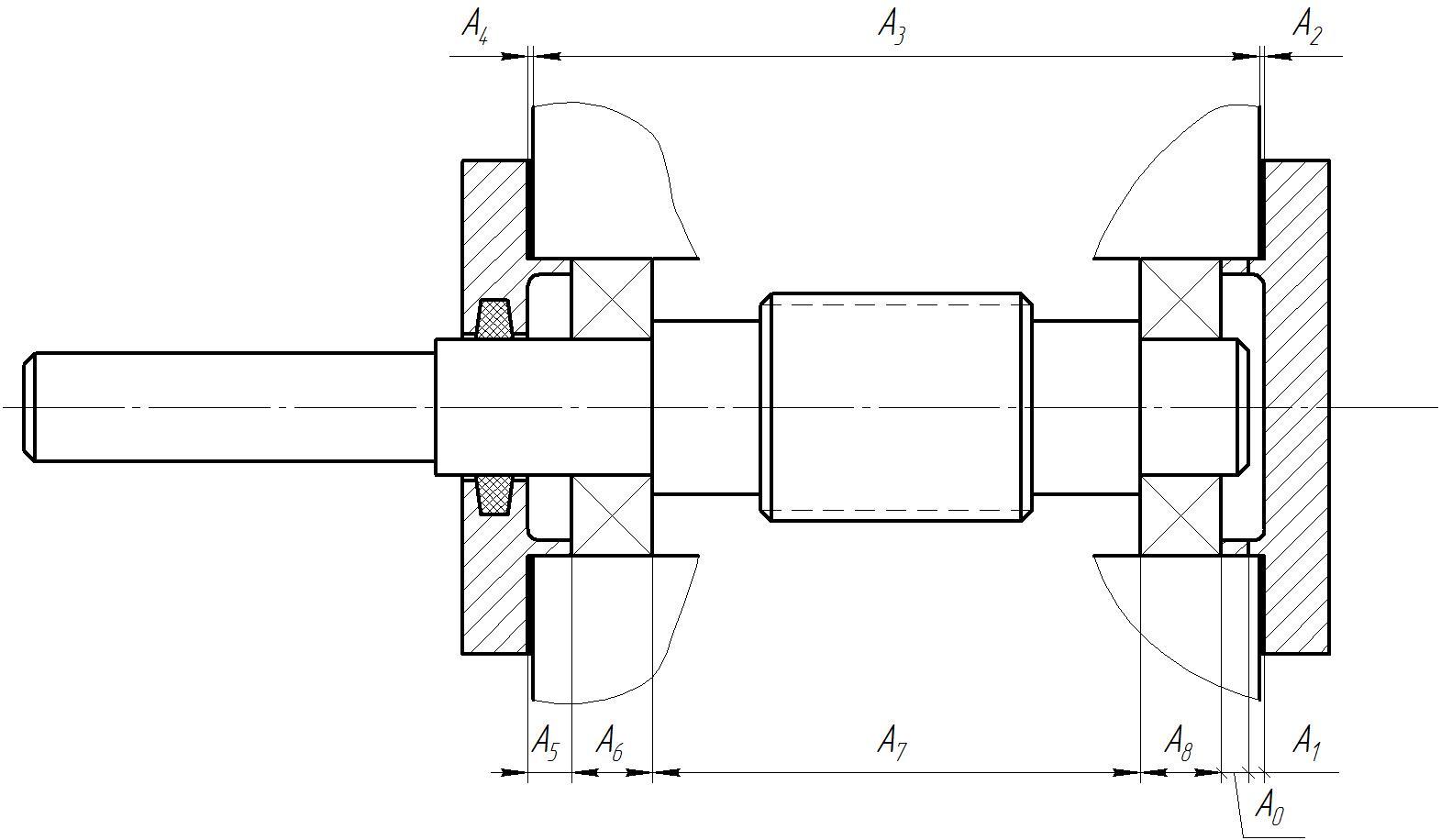
Рисунок 10. Чертеж сборочного узла
Назначаем номинальные размеры составляющих звеньев (мм):
A1 = 3; A2 = 0,5; A3 = 135; A4 = 0,5; A5 = 9; A6 =16; A7 = 91,5; A8 =16;
Номинальный размер замыкающего звена:
 = (A2
+ A3
+ A4)
– (A1
+ A5
+ A6
+ A7
+ A8)
= (0,5+135+0,5)-(3+9+16+91,5+16) = 0,5 мм.
= (A2
+ A3
+ A4)
– (A1
+ A5
+ A6
+ A7
+ A8)
= (0,5+135+0,5)-(3+9+16+91,5+16) = 0,5 мм.
6.3. Решаем первую задачу.
Определим предельные отклонения, предельные размеры и допуски составляющих звеньев[2, с. 6]. Результаты сводим в таблицу 5.
Таблица 5. Предельные отклонения и допуски составляющих звеньев
|
Обозначение
|
Номинальный размер, мм
|
Предельные отклонения, мм |
Предельные размеры, мм |
Допуск, мм | ||
|
верхнее, Es |
нижнее, Ei |
Amax |
Amin | |||
|
Увеличивающие размеры, поле допуска H8 | ||||||
|
A2 |
0,5 |
+0,014 |
0 |
0,514 |
0,5 |
0,014 |
|
A3 |
135 |
+0,063 |
0 |
135,063 |
135 |
0,063 |
|
A4 |
0,5 |
+0,014 |
0 |
0,514 |
0,5 |
0,014 |
|
Уменьшающие размеры, поле допуска h7 | ||||||
|
A1 |
3 |
0 |
-0,012 |
3 |
2,988 |
0,012 |
|
A5 |
9 |
0 |
-0,015 |
9 |
8,985 |
0,015 |
|
A6 |
16 |
0 |
-0,018 |
16 |
15,982 |
0,018 |
|
A7 |
91,5 |
0 |
-0,035 |
91,5 |
91,465 |
0,035 |
|
A8 |
16 |
0 |
-0,018 |
16 |
15,982 |
0,018 |

Рисунок 11. Схема размерной цепи
Допуск замыкающего звена по методу полной взаимозаменяемости равен:
TA0= 0,014+0,063+0,014+0,012+0,015+0,018+0,035+0,018=0,189 мм.
0,014+0,063+0,014+0,012+0,015+0,018+0,035+0,018=0,189 мм.
Определим предельные отклонения замыкающего звена:
Es(A0)
=
 (0,014+0,063+0,014)
– [(-0,012)+(-0,015)+(-0,018)+ +(-0,035)+(-0,018)] = 0,189 мм.
(0,014+0,063+0,014)
– [(-0,012)+(-0,015)+(-0,018)+ +(-0,035)+(-0,018)] = 0,189 мм.
Ei(A0)
=
Следовательно, A0= 0,5+0,189мм.
Определим предельные размеры замыкающего звена:
A0max = A0 + Es(A0) = 0,5+0,189 = 0,689 мм;
A0min = A0 + Ei(A0) = 0,5 мм.
Выполним проверку, определив предельные размеры замыкающего звена через предельные размеры составляющих звеньев:
A0max
=
 = 0,514+135,063+0,514 –
(2,988+8,985+15,982+ +91,465+15,982) = 0,689 мм.
= 0,514+135,063+0,514 –
(2,988+8,985+15,982+ +91,465+15,982) = 0,689 мм.
A0min
=
 = 0,5+135+0,5 – (3+9+16+91,5+16) = 0,5 мм.
= 0,5+135+0,5 – (3+9+16+91,5+16) = 0,5 мм.
6.4. Решаем вторую задачу.
Определим предельные размеры и допуск исходного звена согласно условию A0= 0,5- 0,1:
Aomax= 0,5;A0min= 0,4;TA0= 0,5 – 0,4 = 0,1 мм = 100мкм.
Расчёт ведётся по способу одного квалитета. При этом способе на размеры всех составляющих звеньев назначают допуски по одному квалитету с учетом номинальных размеров звеньев.
Определим значение единицы допуска i для каждого из составляющих размеров цепи (таблица 2) по формуле:
 ,
,
где
 − среднее геометрическое границ
интервала, которому принадлежит
номинальный размер.
− среднее геометрическое границ
интервала, которому принадлежит
номинальный размер.
Таблица 6.
|
Обозначение
|
Номинальный размер
|
Границы интервалов Au min;Au max
|
Au , мм
|
Единица допуска i , мм
|
|
A1 |
3 |
3; 6 |
4,24 |
0,73 |
|
A2 |
0,5 |
1 ; 3 |
1,73 |
0,54 |
|
A3 |
135 |
120 ; 180 |
146,97 |
5,43 |
|
A4 |
0,5 |
1 ; 3 |
1,73 |
0,54 |
|
A5 |
9 |
6 ; 10 |
7,75 |
1,99 |
|
A6 |
16 |
10 ; 18 |
13,42 |
2,39 |
|
A7 |
91,5 |
80 ; 120 |
97,98 |
4,71 |
|
A8 |
16 |
10 ; 18 |
13,42 |
2,39 |
Таблица 2 – Предельные отклонения и допуски составляющих звеньев
Определим среднее число единиц допуска:
 =
= ≈ 5.
≈ 5.
Найденное число единиц допуска ближе соответствует квалитету IT4,для которогоa= 5,1 [1,c. 7]. Допуски размеров поA1…A8по 4 квалитету соответственно равны: 0,004; 0,003; 0,012; 0,003; 0,004; 0,005; 0,008; 0,005 [1,c. 6-7].
Определим, выполняется ли неравенство, согласно которому сумма допусков замыкающих звеньев не должна превышать допуск исходного звена:
 ≥
≥
В нашем случае:
 =
0,1 мм;
=
0,1 мм;
 =0,004+0,003+0,012+0,003+0,004+0,005+0,008+0,005= 0,44 мм <
0,1 мм.
=0,004+0,003+0,012+0,003+0,004+0,005+0,008+0,005= 0,44 мм <
0,1 мм.
Неравенство выполняется, следовательно, квалитет подобран правильно и требуемая точность исходного звена обеспечена.
Зная допуски размеров, назначаем предельные отклонения составляющих размеров (для увеличивающих размеров – как для основных отверстий со знаком «+», для уменьшающих размеров – как для основных валов со знаком «-»):
A1 = h4(-0,004); A2 = 0,5h4(+0,003); A3 = 135h4(+0,012); A4 = 0,5h4(+0,003); A5 = 9h4(-0,004);
A6= 16h4(-0,005); A7= 91,5h4(-0,008); A8= 16h4(-0,005).