

4. Схема процесса сварки
Применяют три способа шовной сварки: непрерывную, прерывистую с непрерывным вращением роликов, шаговую с периодическим вращением роликов.
Непрерывная шовная сварка выполняется сплошным швом при постоянном давлении роликов на свариваемые поверхности и при постоянно протекающем сварочном токе в течение всего процесса сварки. При этом способе большое значение имеют тщательная зачистка свариваемых поверхностей, равнотолщинность соединяемых листов и однородность состава металла.
Прерывистая сварка с непрерывным вращением роликов также выполняется при постоянном давлении роликов, но в этом случае сварочная цепь периодически замыкается и размыкается. Шов формируется в виде перекрывающих друг друга сварных точек и отличается более высоким качеством.
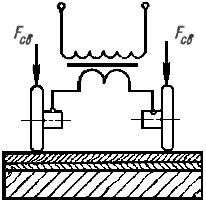
Рис.4.1. Односторонняя шовная сварка
Шаговая шовная сварка осуществляется при постоянном давлении роликов; при этом сварочная цепь замыкается в момент остановки роликов. Такой способ обеспечивает более рельефный шов, за счет качественного формирования сварной точки. Однако машины для реализации шагового способа сварки с периодическим вращением роликов отличаются сложностью конструкции и малой производительностью.
В тех случаях, когда невозможно подвести ролики к свариваемому изделию с двух сторон, применяют одностороннюю шовную сварку (рис.4).
Шовно-стыковая сварка – разновидность шовной сварки, применяется для соединения труб с продольным сварным швом.

Рис.4.2. Принцип шовно-стыковой сварки
Из стальной ленты необходимой ширины (рис.5) специальными формирующими роликами подготавливают трубную заготовку 3 с верхним расположением стыка 4 кромок заготовки. Заготовка подается стыком под сварочные ролики 2, к которым подводится сварочный ток от трансформатора 1. Давление прижима передается заготовке через нажимные ролики 5. После заварки шва производится его обработка фрезой, правка и разрезка заготовки на трубы заданных размеров. Этим способом изготовляют трубы диаметром 14…600 мм с толщиной стенок 0,5…12,5 мм.
Заготовки накладывают друг на друга и зажимают обычно между двумя дисковыми электродами усилием сжатия Fсв (P). При подаче тока металл в зоне контакта деталей по оси электродов начинает нагреваться и расплавляться. По мере движения (прокатывания) заготовок между дисковыми электродами образуются новые сварные точки, перекрывающие или не перекрывающие друг друга. Как и при точечной сварке, не требуются специальные средства защиты расплава от взаимодействия с атмосферой.
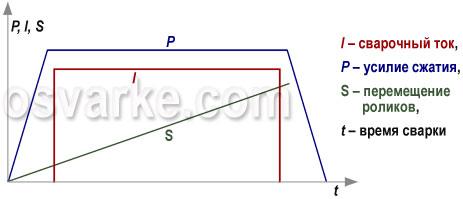
Рисунок 4.3. Циклограмма непрерывной шовной сварки
Наиболее распространена прерывистая шовная сварка, осуществляемая при импульсной (прерываемой) подаче тока, непрерывном перемещении заготовок и постоянном давлении роликов. При каждом импульсе сварочного тока формируется единичная литая зона. Для образования герметичного шва с перекрывающимися сварными точками подбирается определенное соотношение скорости вращения дисковых электродов и частоты импульсов тока.
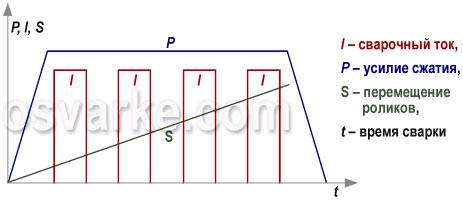
Рисунок 4.4. Циклограмма прерывистой шовной сварки
При шаговой шовной сварке к роликам прикладывается постоянное давление, детали перемещаются прерывисто (пошагово), а ток подается только во время остановки роликов. При этом контактируемые поверхности роликов и заготовок меньше перегреваются. Однако машины для данного способа сварки конструктивно сложнее и менее производительны.
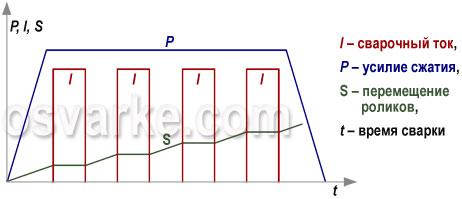
Рисунок 4.5. Циклограмма шаговой шовной сварки