

5.1.2. Номинальный профиль метрической резьбы
и ее основные параметры
Основным профилем резьбы является общий для наружной и внутренней резьбы профиль, который называется номинальным и размеры его линейных и угловых элементов служат основой для определения номинальных профилей для болта и гайки.
В основу профиля метрической резьбы положен треугольник (рис. 5.2), у которого срезаны вершины.
Для образования рабочей высоты профиля Н1из общей высоты равнобедренного треугольникаНв профиле резьбы предусмотрен срез вершины острых углов у гайкиН/4 и у болтаН/8. Исходная высота профиляНустановлена в зависимости от шага резьбы и равна 0,8660254Р, гдеР— шаг резьбы.
Реальный профиль впадин у наружной резьбы (болта) не должен выходить за линию плоского среза на расстоянии Н/4 от вершины исходного треугольника, а у внутренней резьбы (гайки) — на расстоянииН/8.
Форма впадины у наружной резьбы (болта) не регламентируется и может быть плоскосрезанной или закругленной. При плоскосрезанной впадине у болта срез должен быть расположен на высоте от Н/4 доН/8 от вершины исходного треугольника. При закругленной форме впадины радиус должен быть не менее 0,1 Р, а профиль располагается в зоне отН/8 до 3Н/16. Для гайки форма впадины резьбы вообще не регламентируется, но, в основном, делается закругленной и параметры ее определяются нормированием требований к резьбообрабатывающему инструменту, при изготовлении которого используются чаще всего, указанные радиусы закругления.
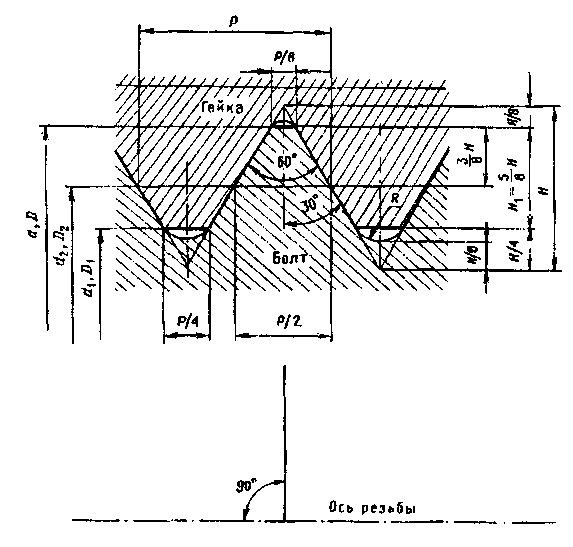
Рис. 5.2. Профиль метрической резьбы
и ее основные параметры
Закругленная форма впадин является предпочтительной по прочностным соображениям. При такой форме облегчается процесс изготовления резьбы накатыванием, который часто применяется для резьбовых деталей крепления. И при нарезании впадин закругленной формы достигается большая стойкость режущего инструмента по сравнению с обработкой плоскосрезанной впадины.
Для обеспечения эксплуатационных свойств резьбы при изготовлении и измерении из сложного профиля резьбы выделяется ряд элементов, которые являются одинаковыми для болта и гайки и используются при нормировании.
Этими элементами являются наружный диаметр болта dи гайкиD, внутренний диаметр болтаd1и гайкиD1средний диаметр болтаd2 и гайкиD2, шаг резьбыРи угол профиля резьбы α.
1. Наружный диаметр dиD(он же номинальный диаметр резьбы) — диаметр воображаемого цилиндра, описанного вокруг вершин наружной резьбы (болта) или по впадинам внутренней резьбы (гайки). Когда говорят, что резьба диаметром 20 мм, то это означает, что у нее наружный диаметр равен 20 мм (обратите внимание на расположение этих диаметров, особенно у гайки).
2. Внутренний диаметр d1иD1 — диаметр воображаемого цилиндра, вписанного во впадины наружной резьбы (болта) или вершин внутренней цилиндрической резьбы (гайки).
Необходимо обратить внимание, что номинальные значения и расположения наружного и внутреннего диаметров совпадают для болта и для гайки, но с точки зрения геометрической фигуры термины "наружный" и "внутренний" соответствуют болту, у которого наружный диаметр действительно находится "снаружи", а внутренний — "внутри"; в то время, как у гайки, называемый наружный диаметр, находится внутри, а внутренний диаметр — снаружи. Если посмотреть на резьбу гайки, находящуюся внутри нее, можно увидеть "на просвет" внутренний диаметр, а наружный диаметр ее, практически, увидеть невозможно.
3. Средний диаметр d2иD2— диаметр воображаемого цилиндра, соосного с резьбой, каждая образующая которого пересекает профиль таким образом, что отрезок, образованный при пересечении с канавкой, равен половине номинального шага.
4. Шаг резьбы Р— расстояние по линии, параллельной оси резьбы, между средними точками ближайших одноименных боковых сторон, лежащих в одной осевой плоскости но одну сторону от оси резьбы.
В отношении шагов используется условное разделение их на крупные и мелкие. Дело в том, что на цилиндрической поверхности любого диаметра можно нарезать резьбу с разными шагами. В нормативных документах введено ограничение на значения шагов и указывается несколько шагов. Например, для диаметра 20 мм устанавливаются шаги 2,5; 2; 1,5; 1; 0,75; 0,5 мм. Самый большой шаг для номинального диаметра (в примере — это 2,5 мм) называют условно крупным шагом, а остальные — мелкими шагами.
Мелкие шаги используются для нарезания резьбы в тонкостенных деталях при ограниченной возможности в отношении длины свинчивания. Например, в фотоаппаратах для объектива используется диаметр резьбы 42 мм с шагом 1 мм — это мелкий шаг, так как стенка фотоаппарата небольшая. Крупный шаг для такой резьбы, равный 4,5 мм, потребовал бы толстой стенки камеры, увеличивая ее массу.
Для многозаходных резьб вместе с термином шаг используется еще термин ход — расстояние по линии, параллельной оси резьбы, между любой исходной средней точкой на боковой стороне резьбы и средней точкой, полученной при перемещении исходной средней точки по винтовой линии на угол 360 °. Другими словами, это шаг одной из винтовых линий, из которых состоит многозаходная резьба.
5. Угол профиля резьбы α — угол между смежными боковыми сторонами резьбы в плоскости осевого сечения. Для нормирования чаще используется угол α/2 — угол наклона между боковой стороной резьбы и перпендикуляром к оси резьбы. Это установлено для того, чтобы можно было выявить перекос резьбы из-за неточности установки инструмента. Иначе может оказаться, что профиль выдержан правильно, но относительно оси развернут и сопряжение может не произойти. Для метрической резьбы α = 60 °.
У некоторых резьб профиль делается не симметричным, в этом случае используется термин угол наклона боковой стороны резьбы β, γ — угол между боковой стороной резьбы и. перпендикуляром к оси резьбы в плоскости осевого сечения.
6. Длина свинчивания l— длина взаимного соприкосновения наружной и внутренней резьб в осевом направлении. Часто этот элемент называют высотой гайки.
Резьбовые соединения по характеру соединения бывают такими же, как и для гладких элементов деталей, т.е. посадки с зазором, натягом и переходные. Однако для условий крепления деталей наибольшее, если не сказать подавляющее, распространение имеют посадки с зазором. Поэтому последующие материалы по нормированию будут относиться к посадкам с зазором.