

8.4.5. Технология штампованной металлической коронки
Гипсовые модели, фиксированные в артикуляторе, осматривают и проверяют степень разобщения подготовленного зуба с антагонистами. Глазным скальпелем удаляют гипс, нарушающий четкость контуров шейки зуба. Гравировка проводится осторожно во избежание повреждения пришеечной части зуба. При недостаточно аккуратном удалении лишнего гипса происходит сокращение ее периметра или, наоборот, расширение. Не следует углублять десневой карман, необходимо лишь обозначить его точные контуры. Если межзубные промежутки не про-снялись оттискным материалом и заполнены гипсом, его осторожно удаляют тонкой пилкой или глазным скальпелем. Контуры десневого края должны быть отчетливо выражены по всему периметру шейки зуба. Остро заточенным химическим карандашом очерчивают клиническую шейку зуба (рис. 62). Полученная линия будет служить ориентиром для определения длины и ширины края коронки, а также степени погружения ее в десневой карман

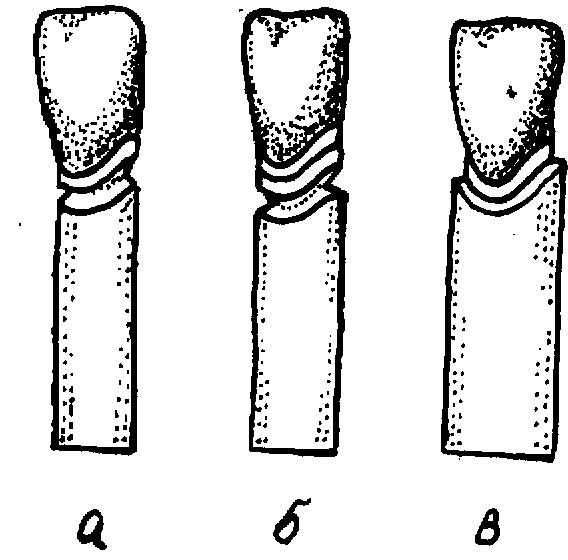
Рис 62. Подготовка придесиевой части гипсового зуба для изготовления штампованной коронки:
ч — уавировка шейки зуба скальпелем, 6 — еио1опорною зуба с четко обозначенным контуром шейки, в — обозначение шейки химическим карандашом
195
Анатомическую форму искусственной коронки восстанав-ливают специальным моделировочным воском. Для получения первого слоя на культю гипсового зуба наливают кипящий воск. Гипсовую модель удерживают цоколем вверх, а кончик шп«-;
теля с кипящим воском прикладывают под небольшим углом к поверхности зуба от шейки к режущему краю или жевательной поверхности. Это позволяет предупредить пЬпадаиие расплав* ленного воска на область шейки и сохранить точность ее кон* туров. Кроме того, кипящий воск обеспечивает надежное сцеп* ' ление с гипсом. Наслаивая расплавленный воск на поверхность \ гипсового зуба, добиваются увеличения объема, необходимого ;
для восстановления анатомической формы. Для получения ог- '.{ печатка зубов-антагонистов на моделируемом зубе их окклюзионную поверхность смазывают тонким слоем масла, вазелин* j или просто смачивают водой. Получив на теплом воске отпеч*- | ток антагонистов, переходят к моделировке искусственной ко' :
Рис.
63. Моделировка штампованной коронки.
На культе препарированного зуба из
гипса показан слой воска (точечная
штриховка), уменьшенный в объеме по
сравнению с размерами естественного
зуба на толщину штампованной коронки
(обозначена сплошной линией)

также на толщину металла. В тех участках, которые в силу разрушения или чрезмерного стирания коронки требуют восстановления размеров или контуров зуба, моделирование осуществляется также с учетом толщины будущей коронки. После 196
восстановления анатомической формы воском переходят к изготовлению гипсового и металлического штампов.
Смоделированный зуб вырезают из гипсовой модели. Ко-ронковая часть зуба по направлению продольной оси должна иметь продолжение примерно на высоту еще двух коронок. Толщина так называемой корневой части гипсового штампа должна точно соответствовать профилю поперечного сечения в области шейки. Сужение или расширение этой части штампа приведет к изготовлению искусственной коронки с входным отверстием неточного размера, отличающегося от размеров шейки естественного зуба.
Рис.
64. Разметка
гипсового штампа:
а
— тнавка сделана на расстоянии 1мм от
клинической шейки зуба; в — канавка на
расстоянии 2 мм
от клинической шейки зуба;
»
— гипсовый штамп со ступенькой
уточнить длину ее по второй линии, нанесенной химическим карандашом. Предварительно созданный запас длины значитель-"о уменьшает вероятность чрезмерного укорочения коронки и обеспечивает таким образом наибольшую точность при изготовлении протеза.
Наименее удачным, на наш взгляд, следует признать способ, при котором, отступив от линии клинической шейки зуба на
**м, вместо канавки делают ступеньку, а корневую часть гипсового штампа расширяют на 0,5—1 мм. При этом край коронки "опадает на расширенную корневую часть гипсового штампа, т0Утрудняет точное изготовление ее по длине и ширине.
Независимо от избранного способа шпателем удаляют и». лишки гипса во всей пришеечной части, на которой осуществляв. ется разметка, и придают ей равный с контуром шейки профиле' поперечного сечения < 1
Таким образом, правила изготовления гипсового штамп* предусматривают точное формирование края искусственной коронки нужной длины и ширины Увеличение диаметра шей«И гипсового зуба приводит к получению широкой коронки, уменьшение диаметра дает узкую коронку, а несоблюдение прав»(л ;
определения длины коронки может привести к ее чрезмернее! му удлинению или укорочению после окончательной штамг повки
По гипсовым штампам готовят металлические штампы (рис 65) Для получения из металла точной копии гипсовокр штампа его сначала замачивают в воде или в водном растворе конторского клея В резиновое кольцо диаметром 3—4 см и
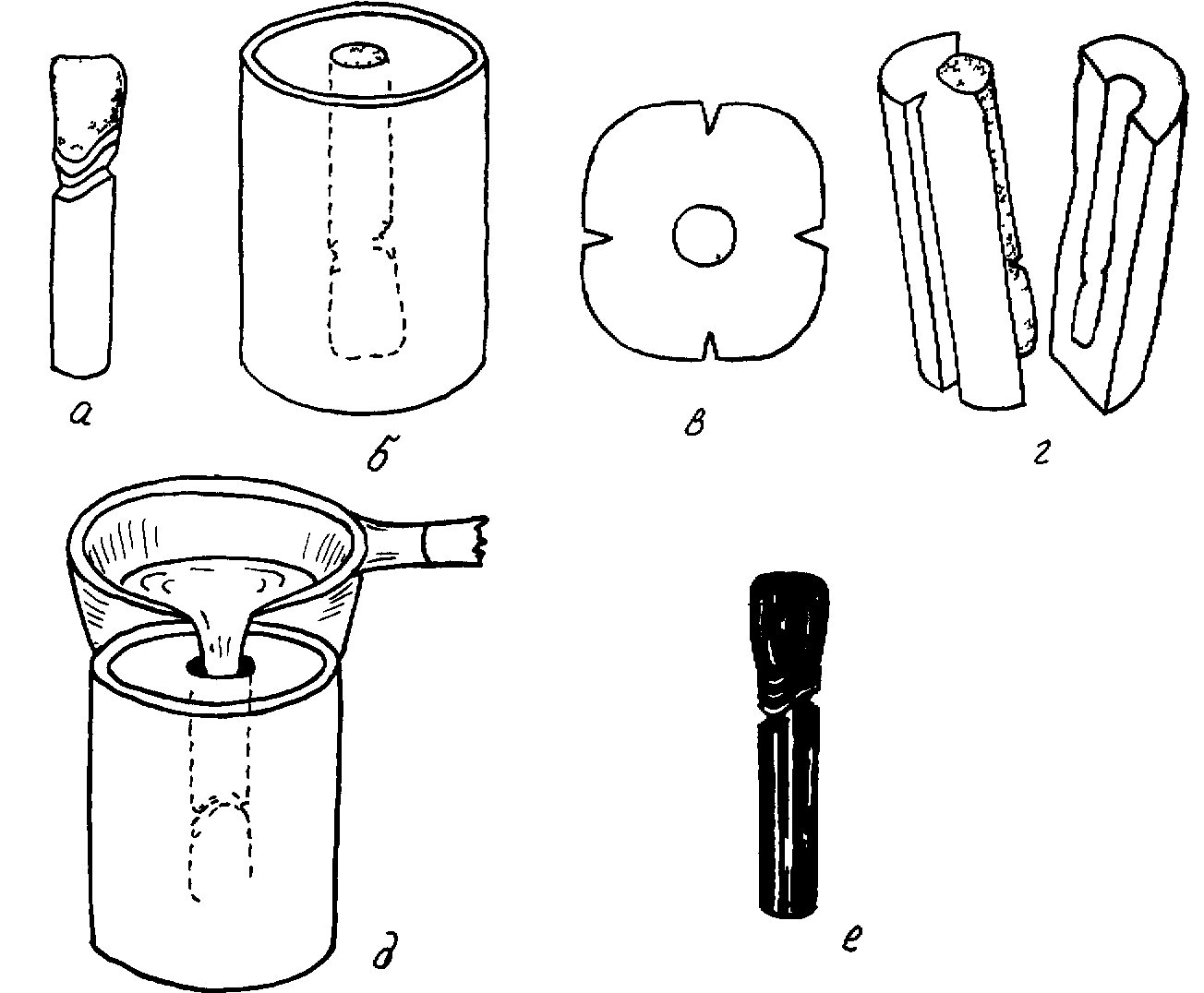
Рис 65 Получение металлического штампа а — гипсом» штамп, б — гипсовый штамп я резиновом кольце в — гипсовый блок с гипсовым штампом, г — расколотый гипсовый блок, д — заполнение гипсовою блока формы легкоплавким сплавам, е — металлический штамп
высотой 4—5 см наливают жидкий гипс Влажный гипсовый штамп предварительно обмазывают тонким слоем гипса, вынимая и вновь погружая в него, а затем полностью помещают в жидкий гипс так, чтобы штамп был расположен строго вертикально и находился в самом центре резинового кольца Такое положение облегчает выведение гипсового штампа из формы и обеспечивает сохранение ее точности
Затвердевший гипсовый блок выталкивают из резинового кольца Затем придают блоку форму прямоугольника и на двух противолежащих сторонах делают клиновидные продольные бороздки глубиной 3—4 мм, оставляя слой до гипсового штампа не менее 3—5 мм Продольные углубления должны быть ориентированы на гипсовый штамп так, чтобы линия излома прошла строго через его середину Для раскалывания гипсовой формы ее кладут на ладонь левой руки, а лезвие ножа для гипса вставляют в продольную клиновидную бороздку Рычагооб-разным движением раскалывают гипсовый блок и извлекают из него гипсовый штамп Если линия излома окажется смещенной, извлечение гипсового штампа из формы может быть затруднено В этом случае на той половине формы, где остался гипсовый штамп, делают дополнительную клиновидную борозду строго в направлении штампа и раскалывают по ней оставшуюся часть гипсового блока После освобождения гипсового штампа все части гипсовой формы складывают, помещают в резиновое кольцо и заливают ее расплавленным легкоплавким сплавом (65—95°С)
Для изготовления одной искусственной коронки отливают два металлических штампа Первый, как наиболее точный, используют для окончательной штамповки, а второй, менее точный из-за потери кусочков гипсовой формы при повторном ее складывании, — для предварительной штамповки Потеря кусочков гипсовой формы при складывании ее частей приводит к образованию на поверхности металлического штампа неровностей, которые удаляют напильником Неаккуратное снятие наплывов на металлическом штампе может привести к искажению контуров шейки и потере точности профиля ее поперечного сечения В области канавки или жевательной поверхности лишний сплав удаляют борами или дисками, стараясь максимально восстановить точность рельефа металлического штампа
Штампованные коронки из нержавеющей стали готовят из "^Дартных металлических гильз разного диаметра и толщины (0,20—0,28 мм), а штампованные коронки из сплавов золота или платины делают из дисков соответствующего сплава диаметром ^З—ЗО мм и толщиной 0,25—0,28 мм, которые с помощью специальных аппаратов "Самсон" или "Шарп" превращают в металлические гильзы
199
iS В соответствии с диаметром коронки металлического чпаМЗ' па подбирают металлическую гильзу. Если подобрать ее vjjf | удается, с помощью аппаратов для протягивания дисков или nat | заготовок большего диаметра получают гильзу нужного размв* 1 pa. Для восстановления свойств сплава 'после протягиванмЦ | гильз, в частности для получения необходимой пластичности^ | ковкости, их подвергают термической обработке. Гильзу иУ сплава золота нагревают над пламенем газовой горелки иИМ спиртовки до красного цвета. Стальную гильзу нагревают н^' пламенем паяльной лампы до 700—800°С с последующим вМ& лаждением до комнатной температуры. '"'w
Штамповку коронки осуществляют в два этапа. Первый —• предварительная штамповка — заключается в придании металлической гильзе ориентировочной формы будущей коронки.,' Сначала на специальной зуботехнической наковальне с по' мощью рогового для золота и металлического для стали моло-1 точка придают металлической гильзе приближенную к форме передних или боковых зубов конфигурацию. Для того чтобы из"' бежать образования складок металла, удары молоточка долж-ны быть направлены от жевательной поверхности или режущего края, обозначающихся на дне гильзы при контакте с соответствующими выступами наковальни. Удары наносят по углу гиль-' зы в месте перехода дна в боковые стенки по всему периметру равномерно, а сила их возрастает по мере проявления анатомической формы.
Обозначив контуры режущего края или жевательной поверхности на металлической гильзе с помощью наковальни, переходят • к предварительной штамповке на металлическом штампе. Для этого на специальной свинцовой "подушке" наколачивают гильзу на металлический штамп (второй, менее точный), отмечают ее края на штампе, снимают и укорачивают до канавки. Затем вновь надевают ее на металлический штамп и, удерживая его кусачками, придают анатомическую форму будущей коронке ударами молоточка по всей гильзе, от жевательной поверхности до края. При штамповке гильза вытягивается, плотнее прилегает к поверхности штампа и более точно повторяет его форму.
На втором этапе металлической заготовке придается точная форма металлического штампа, то есть осуществляется окончательная штамповка. Она проводится на более точном штампе, который был первым отлит по гипсовой форме. Перед окончательной штамповкой гильзу из нержавеющей стали вновь подвергают обжигу, а гильзу из сплава золота перед термической обработкой кипятят в 40—50%-ном растворе хлористоводород-ной или азотной кислоты'для удаления следов свинца. Присутст-
200
вие последнего на золоте делает его хрупким, что приводит к образованию трещин при штамповке.
На первый металлический штамп надевают предварительно отштампованную коронку, обертывают пергаментной бумагой или тканью для предохранения от попадания мольдина между коронкой и штампом и помещают в специальный пресс для штамповки. Находящийся в прессе мольдин или каучук выполняет роль контрштампа, передающего давление от пресса на металлический штамп. Усилие, развиваемое в прессе, передается на металлическую гильзу и способствует точному прилеганию ее к поверхности металлического штампа (наружная штамповка по Паркеру).
Если предварительная штамповка была проведена неточно, при окончательной штамповке на поверхности коррнки могут появиться складки. Разглаживая их ударами молоточка, получают, как правило, расширенную коронку, что подтверждает необходимость тщательного проведения предварительной штамповки. Коронка, отштампованная без складок, удаляется со штампа путем его' расплавления в специальной металлической ложке. Отштампованную коронку вновь подвергают термической обработке и уточняют ее длину на гипсовом штампе. Перед проверкой в полости рта коронку отбеливают, промывают водой и на гипсовом штампе передают в клинику.
С целью создания наиболее точной копии естественного зуба Л. А. Петрова и В. Г. Лопатников (1988) разработали иной способ изготовления штампованных коронок. Слепок с опорного зуба снимают до его препарирования. После отливки модели изготавливают два металлических штампа и контрштамп. Затем коронковые части металлических штампов равномерно уменьшают в объеме на толщину металлической коронки путем травления в концентрированной азотной кислоте и осуществляют штамповку коронок. После изготовления искусственной коронки подготавливают опорный зуб в соответствии с правилами. Проверяют качество изготовленной коронки и, если она отвечает требованиям, укрепляют ее на опорном зубе цементом.
Как считают авторы, этот способ позволяет точно воспроизвести анатомическую форму опорных зубов, сохранить межзубные контакты, снизить трудоемкость и уменьшить сроки изготовления штампованных коронок за счет сокращения клинических приемов для определения центральной окклюзии и моделирования зубов. Кроме того, как отмечают авторы, препарирование опорных зубов непосредственно перед проверкой готовых коронок при изготовлении мостовидных протезов сокращает период неблагоприятного воздействия внешних факторов на подготовленные зубы.
201
i
Мы согласны с авторами в том, что этот метод позволяет практически точно воспроизвести анатомическую форму естест^ венного зуба на штампованной коронке. Однако, на наш взгляду метод имеет и существенные недостатки. Он неудобен при воет становлении частично разрушенных зубов, когда приходите». :
прибегать к моделировке воском разрушенной части зуб»;
Кроме того, вызывает сомнение точность получаемых таким способом коронок. Дело в том, что растворение сплава штампа на толщину коронки происходит также и в области шейки зуба»;
Это приведет к сужению коронки и вызовет затруднение пр» наложении. Погружение же в кислоту металлического штамп» до шейки приведет к образованию ступеньки или появлению нем-ровного участка, требующего механической коррекции. По* следнее также может нарушить анатомическую форму и раз-мер штампованной коронки. ,