

7.9.1. Технология вкладок
Процесс изготовления вкладок в зуботехнической лаборатории зависит не только от метода приготовления восковой репродукции вкладки (прямого или косвенного), но и от вида применяемого материала и конструктивных особенностей протеза.
Например, пластмассовая вкладка может быть изготовлена следующим способом. Если восковая репродукция была получена прямым методом, то, покрыв цементом поверхности, прилегающие ко дну и стенкам полости зуба, ее можно сразу гипсовать в кювете для замены воска на пластмассу. После затвер-
160
девания гипса из восковой модели вкладки удаляют штифт и восстанавливают воском поврежденную поверхность. Смазаг вазелином поверхность гипса вокруг вкладки, соединяют обе половины и заполняют верхнюю часть кюветы гипсом. Затем кювету раскрывают, выплавляют воск, охлаждают и заполняют форму пластмассой нужного цвета.
Для удаления цемента с поверхности пластмассы вкладку помещают в 10—20%-ный раствор хлористоводородной кислоты, промывают и поел» проверки в полости естественного зуба полируют ее наружную поверхность. :
Восковая модель пластмассовой вкладки может быть получена и на рабочей модели (обратным способом). Дли этого в рабочую культю вводится моделировочный воск, восстанавли-1 вается наружная поверхность вкладки в соответствии'с требуемой анатомической формой. Если культя зуба'изготовлена Из высокопрочного гипса, то она может быть использована для-из-' готовления вкладки. Для этого культю зуба с восковой репродукцией вкладки снимают с модели и гипсуют в кювете. Последовательность дальнейших приемов по замене воска на пластмассу не отличается от прямого метода.
Если вкладка после моделировки в полости рта изготавливается из сплава, то на восковой модели 'в первую очередь укрепляют литники. Количество, толщина и длина литников зависят от величины вкладки и вида сплава. Толщина литников должна обеспечивать свободное прохождение расплавленного металла. Образования усадочных раковин можно избежать, сформировав на литниках в непосредственной близости от вкладки шаровидные муфты из воска (рис. 53). Для получения чистой и точной поверхности металлической вкладки, преду-

Рис. 53. Установление литника с муфтой перед отливкой металлической вкладки:
а, б — тпраяиллим; » — правильное
преждения деформации восковой репродукции и изменения ее объема перед погружением в огнеупорную массу всю поверхность восковой модели и штифты покрывают огнеупорным облицовочным слоем (50% маршаллита и 50% жидкого стекла). Его наносят с помощью кисти или обливают восковую модель небольшими порциями жидкой огнеупорной массы.
Примерно через 40 мин после затвердевания облицовочного слоя модель погружают в огнеупорную массу кюветы (муфеля), установленной на конус. Разъединение конуса с муфелем и удаление штифтов производят после полного затвердевания огнеупорной массы. Для выплавления воска и теплового расширения формовочной массы кювету нагревают в муфельной печи до 800°С.
При отливке вкладки из благородных металлов восковую репродукцию погружают в специальную формовочную массу — эксподент или ее заменители.
При непрямом методе изготовления вкладок после формирования полости слепок с зуба получают с помощью кольца (рис. 54) и термопластичсской (силиконовой) массы или используют методику двойного (уточненного) оттиска. По слепкам отливают комбинированную модель с металлическим или цементным опорным зубом.

Рис. 54. Снятие оттиска кольцом:
А-с резца, Б- с премоляра
Рабочую (комбинированную) и вспомогательную модели составляют в положении центральной окклюзии, гипсуют в ок-клюдаторе и приступают к моделированию вкладки из воска
Для этого полость в рабочей культе обводится по границам скоса эмали и плоскостного среза химическим карандашом. На дно полости наносят два-три слоя изоляционного лака. Это необходимо для разобщения вкладки с дном полости. Впоследствии в этом пространстве разместится слой цемента, предохраняющий пульпу зуба от температурных колебаний при нагревании или охлаждении металлической вкладки. В полости типа МОД аксиальные стенки покрывают тремя слоями лака для компенсации усадки металла и беспрепятственного наложения готовой вкладки. Зона скоса эмали должна оставаться свободной от лака, чтобы не нарушалось прилегание вкладки к тканям зуба.
Стенки и дно полости смазывают тонким слоем вазелинового масла. В полость зуба вдавливают моделировочный воск, смыкают окклюдатор для получения отпечатка зубов-антагонистов и, убрав излишки воска, восстанавливают контуры вкладки. Затем, сообразуясь с направлением выведения вкладки, в восковой модели укрепляют литник (металлический или восковой) и извлекают ее из полости зуба. Замену восковой репродукции вкладки металлом производят аналогично изложенному выше.
Наибольшая точность достигается при изготовлении металлической вкладки литьем на огнеупорной модели. Для этого по эластичному слепку отливают комбинированную модель, в которой опорные зубы изготавливают из огнеупорной массы. Техника получения такой модели состоит в следующем. В слепке отпечатки опорных и рядом стоящих зубов отделяют металлическими пластинками. Этот участок зубного ряда заполняют огнеупорной массой, а после ее затвердевания выступающую часть смазывают вазелином и заливают остальную часть оттиска гипсом. После отделения слепочной массы в полученной модели опорные зубы будут изготовлены из огнеупорной массы, а остальная часть — из обычного медицинского гипса. Отмодели-ровав восковую репродукцию вкладки и укрепив литники, отделяют огнеупорный блок от остальной части гипсовой модели и после формовки в кювете заменяют восковую репродукцию вкладки металлом.
Непрямой метод изготовления вкладок имеет ряд преимуществ перед прямым: экономит время врача и пациента, снижает расход металла, особенно при изготовлении нескольких вкладок, и отличается большой точностью, что обусловлено снижением усадки сплава при литье на огнеупорных моделях.
Если вкладка восстанавливает губную поверхность передних или видимую часть боковых зубов, она может быть облицована пластмассой или фарфором. Для размещения облицовочного материала после моделирования всего объема вкладки острым инструментом удаляют часть воска с вестибулярной
163
стороны восковой композиции вкладки. Вырезают воск таким образом, чтобы по всему периметру полости получить поднут-реиие (полость с нависающими краями), которое и будет удерживать облицовочный материал. Для удержания облицовочного материала могут применяться и другие способы (рис. 55, 56).
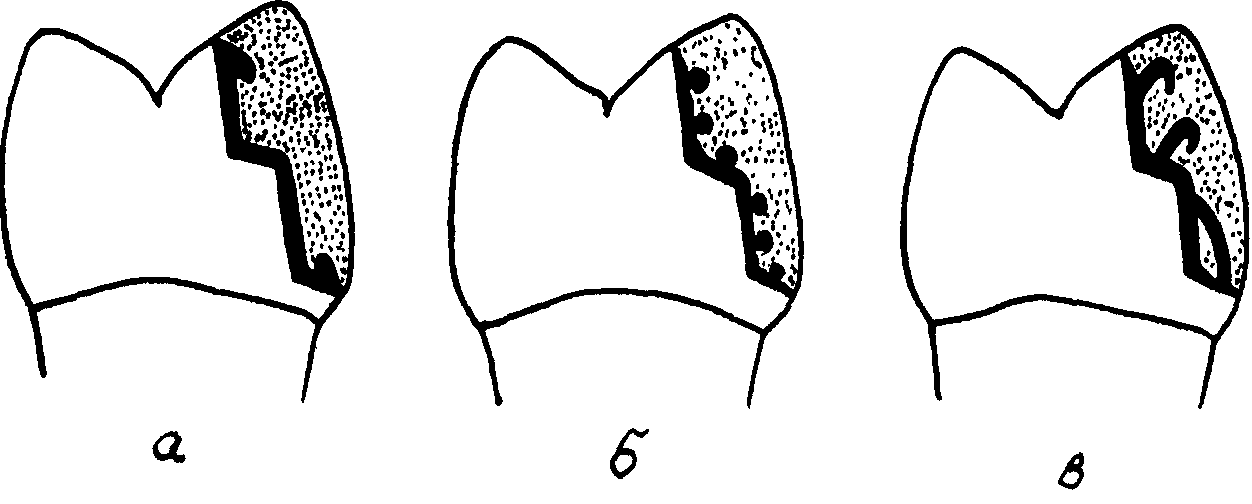
Рис. 55. Способы крепления облицовочного материала в комбинированных вкладках:
а —утолщения по краю каркаса для создания поднутрений. удерживающих облицовочный материал; 6 — шаровидные утолщения на поверхности каркаса вкладки, обращенной к облищовочному материалу; в-крючковидные и петлевидные крепления
В нашей клинике (Жулев Е. Н., Махкамов Т. Ю.) в ряде случаев каркас вкладки моделируется ниже края полости с учетом толщины облицовочного слоя, а на поверхности восковой модели, не прилегающей к стенкам полости, приклеиваются пластмассовые шарики-перлы, легко выгорающие вместе с воском. На их месте образуются шаровидные выступы из металла, способствующие удержанию пластмассы или фарфора.

Рис. 56. Варианты формы каркаса комбинированной вкладки прилегающего к краю полости:
а -истонченный край; б- каркас, укороченный на толщину
облицовки; в- каркас, заканчивающийся на крае полости;
При облицовке керамикой каркас вкладки следует готовить из кобальто-хромового сплава и подвергать обжигу с целью создания окисной пленки для надежного химического сцепления с фарфором. Сочетание же перлов с окисной пленкой дает наилучшие результаты. Кроме того, для облицовки металлических каркасов вкладки мы применяли пломбировочные материалы — композитные (эвикрол, стомадент) и гелиокомпозиты (изозит и др.). Полученные результаты показывают перспективность этого направления в усовершенствовании технологии комбинированных вкладок.