

3.2 Ыстық баспалау
Ыстық деп негізгі компоненттің қайта кристалдану температурасын асатын температура кезінде металл ұнтақты немесе ұнтақты пішінді баспалауды атайды.
Қыздырылған ұнтақты немесе дайындаманы баспаққалыптарда баспалау ен кен тараған болып табылады. Әдетте қыздыру үшін электр тогын пайданылады. Жие баспаққалыпты дайындау үшін ыстыққа төзімді қорытпалар (баспалаудың салыстырмалы төмен температураларына үшін, 900–1000ºС кем), графиттер, қиын балқитын тотықтар, силикаттар және т.б. міндет атқарады. Баспаланатын материал мен баспаққалып материалымен өзара әрекеттесуін болдырмау үшін,баспаққалыптың ішкі бетін кездейсоқ инертті құраммен жабады (сұйық шыны, эмаль және т.б.) немесе металл фольгамен қорғайды. Кейбір қорғау құрамдар біруақытта сыртқы үйкелісті азайту үшін майлау ретінде қолданылады. Осыдан басқа баспаланатын материалды тотығудан сақтау үшін қорғау орталары немесе вакуумдану қолданылады.
Баспалау үрдісінде жүктемені салу және алу тәсілдері маңызды. Ен дұрысы бірінші ұнтақты денені кейбір температураға дейін (әдетте талап етілген температуранын жартысы) қыздыру, ал сосын күшті салу. Бұл жағдайда келесі тығыздатылуына жол беретін, ұнтақпен адсорбцияланған газдарды шығару қамтамасыз етіледі. Баспаланған бұйым әбден суығаннан соң күшті алу ұсынылады, бұл серпімді кейін әрекет салдарынан тығыздық жоғалтуын төмендетеді.
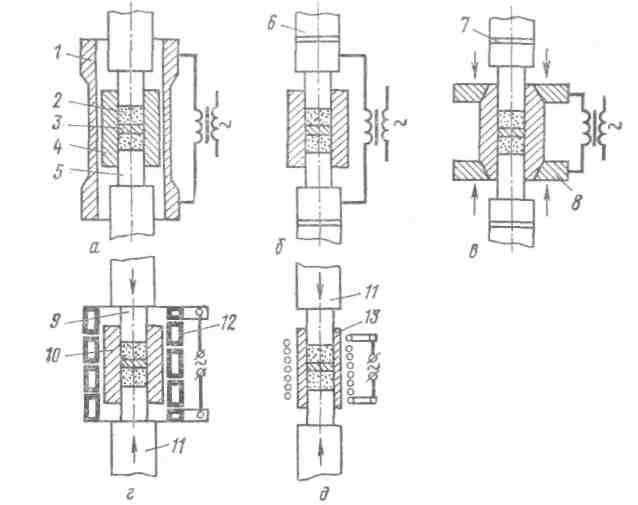
а – жанама қыздыру; б – сотандарға токты жеткізу кезінде тікелей қыздыру; в – ұяқалыпқа токты жеткізу кезінде тікелей қыздыру; г– графитті ұяқалыптың индукциялық қыздыру; д – өткізбейтін (керамикалық) ұяқалыпта ұнтақты индукциялық қыздыру; 1 – қызрырғыш; 2 – ұнтақ; 3 – брикет; 4 – ұяқалып; 5, 6 – сотандар; 7 – оңашалау; 8 – графитті контакт; 9 – графитті сотан; 10 – графитті ұяқалып; 11 – керамикалық төсеніш; 12 – индуктор; 13 – керамикалық ұяқалып
20 Сурет – Ұнтақты екі жақты ыстық баспалаудың сұлбасы
Өндірісте ыстық баспалау үшін жие арнайы гидробаспақтар қолданылады (сурет 21). Графитті конусты сотандар арасына баспаққалып орналатылатын, сумен салқындатылатын контактылы плиталар арқылы оларға берілетін тұрақсыз тогымен ұнтақ қыздырылады. Берілетін күш 392 кН, баспалау температурасы 2800 ºС дейін.
Қорғау атмосферада немесе вакуумда ыстық баспалау жағдайында баспалау құрылғының конструкциясы қиындатылады.
Жұмыс істеу кезінде баспалаушы тұрақты баспалау күшін, баспаланатын ұнтақтын (брикеттің) биіктігі өзгеруін, электр өлшу аспаптарының көрсеткіштерін және үрдіс температурасын бақылайды.
Ыстық баспалаудың жеке жағдайы электрразрядты немесе электримпульсті болып табылады: ұнтақ арқылы электрод–сотан көмегімен, оларға күш салынған, қатты электр разряды өткізіледі. Осындай күйежентектеумен жеке металдардың (Ti, Ni, Cu және т.б.) ұнтақтарынан дайындамалар алынады.
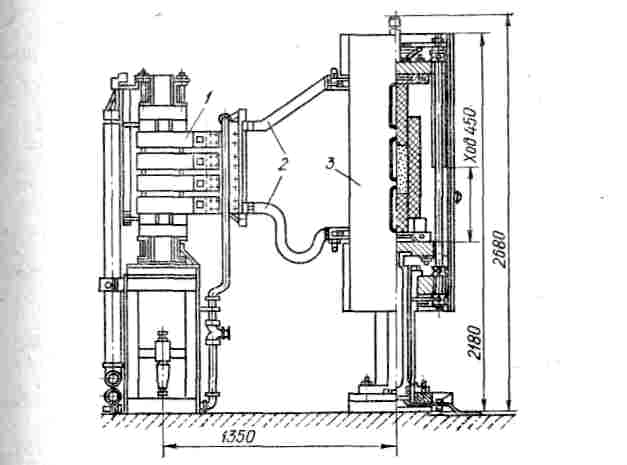
1 – трансформатор; 2 – сумен салқындату шиналары; 3 – қаптама
21 Сурет – Ыстық баспалау баспағы
3.4 Ұнтақты бұйымдардың қасиеттері
Күйежентектеу операциясы кезінде ұнтақты бұйымның барлық қасиеттерінің жасалуы аяқталады. Пішін өзінің қыздырудың төменгі температуралары кезінде (50–100 ºС) қасиеттерінің өзгеруін бастайды және де отырғызудан қыйда ерте.
Пішіндердің физикалық және механикалық қасиеттері олардың тығыздығы, өлшемдері және бөлшектерінің химиялық тазалығы өзгеруімен бірге ауысады. Көрсетілген сипаттамалар күйежентектеу кезінде бір уақытта бірақ әртүрлі жылдамдықпен ауысады. Сондықтан осы немесе басқа қасиеттердің анықты деңгейіне жету үшін талап етілетін күйежентектеу температурасы әртүрлі болады.
Пішіннің механикалық және магнитті қасиеттері маңызды өзгерістерге ие болады, егерде беттегі кеуектер саны, өлшемі және күйі қарқынды өзгерсе. Осы кезде күйежентектеу атмосферасы жоғары роль атқарады.
Көпкомпонентті күйежентектелген бұймдар үшін қасиеттердің жеткілікті деңгейі материал көлемі және олар арасындағы контакттар күйі бойынша компоненттердің реттелу біртектісіне байланысты.
Ұнтақты бұйымдардың тығыздығы теориялық тығыздығынан төмен, осыған байланысты құрамы бірдей құйылған материалдардың қасиеттерінен ерекшеленеді. Қасиеттер тәуелділігі кеуектілік мөлшерінін сызықтыдан (15–20% кеуктілігі кезінде және одан да жоғары) күрделі дәрежеліге (10% кеуктілігі кезінде және одан да төмен) дейін өзгертіледі. Сондықтан осы немесе басқа, күйежентектеу кезінде жететін, қаситетер деңгейін бастапқы бағалау қиындатылады. Жалпы айтқанда ұнтақты бұйымдардың барлық беріктік, жылу және электр физикалық қасиеттері кеуектілік жоғарлатуымен нашарлайды.
Магнитті қасиеттер көп дәрежеде бастапқы ұнтақтың қасиеттеріне, күйежентектеу шарттарына, кеуек санына қарағанда пішініне тәуелді.
Кеуекті ұнтақты материалдар қарқынды коррозияға дұшар болады, ол дененің бүкіл көлемінде тарау мүмкін, ал құйылған материалдарда ол тек қана бұйымның бетінде болады. Кеуектілік жоғарлатуымен ұнтақты бұйымның механикалық беріктігі, термиялық кернеулерге қарсыласуы төмендейді,бұл оның термотұрақтылығын төмендетеді. Ұнтақты материалдар мен бұйымдарға кеуектіктің кері әрекетін, оларды өңдеу қосымша операцияларды еңгізу арқылы төмендетуге болады.