

3.4 Управляющая программа подDos.
Прежде чем приступить к написанию программы, следует твёрдо определиться с тем, что она должна делать. Начальными данными в нашем случае будет чертёж дорожек печатной платы, выполненной в любой из система автоматизированного проектирования электроники (например P-CAD). Далее требуется по этому чертежу изготовить печатную плату на станке.
Из технологии производства: печатная плата изготавливается путём нанесения рисунка участков платы свободных от меди путем снятия предварительно нанесенного лака в соответствующих местах.
Следовательно требуется по чертежу сгенерировать траекторию движения иглы (для снятия лака) по контуру проводника. Затем управляя ШД, обеспечить движение иглы по этой траектории.
В программе Sprint-Layout 5.0 есть функция, которая заметно упростит задачу: “изоляция дорожек”. В этой программе после разводки платы, можно создать список точек на плоскости, которые представляют собой контур проводника печатной платы на заданном расстоянии от него. Причём этот список точек представлен в виде PLT-файла.
Теперь можно более чётко представить функции управляющей программы под DOS:
Чтение и расшифровка PLT-файла, созданного программой Sprint-Layout 5.0.
Управляя ШД через модуль управления, обеспечить движение иглы по траектории, заданной в plt-файле.
Кроме этих требований, здесь как следствие, нужно предусмотреть удобный ввод и сохранение параметров станка.

Рис 3.4.1
Планируется построить программу в виде диалога в консольном окне. В качестве компилятора будем использовать Microsoft Visual C++ 6.0.( Рис 3.4.1)
3.4.1 Подготовка файлов в программеSprint-Layout5.0:

Рис 3.4.2
Вначале создаётся рисунок печатной платы. (Рис 3.4.2) Слой с красным цветом: сторона 1, та сторона на которой преимущественно располагаются электронные компоненты “в отверстие”.

Рис 3.4.3
Далее открываем меню “фрезеровка” -> “изоляция дорожек”. Открывается меню на рис 3.4.3. Выбираем в нём слой M1, с красным цветом. Далее вводим “ширину” или отступ от проводника: 0.1мм. Далее ничего не менять. В панели “сверловка” установить “все диаметры в отдельном файле”, “для каждого слоя”. Нажать ок.

Рис 3.4.4
Сохранить в файле с именем 1-1.plt. Что означает 1-й слой и 1-й контур. Контур – это тот же самый контур, только расположенные несколько дальше от проводника. Количество контуров определяется экспериментально. Появиться белая обводка красного проводника, как на Рис 3.4.4. Далее аналогично создаём plt-файл для 2-й стороны (зелёный цвет). После чего получаем входные данные для управляющей программы под DOS. На Рис 3.4.5, слева показаны слева помещённые в папку Debug файлы 1-1.plt, 1-2.plt, 2-1.plt, 2-2.plt.
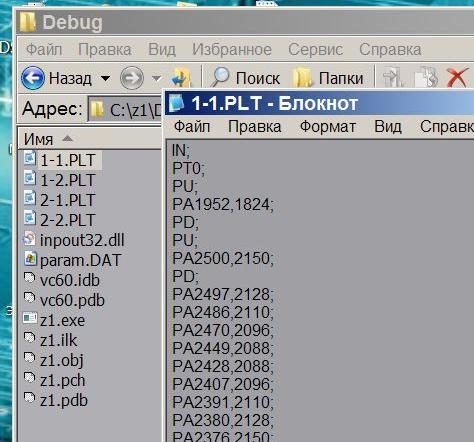
Рис 3.4.5
3.4.2 ЧтениеPlt-файла.
На рис 3.4.5, кроме всего прочего показано начало PLT-файла (окно справа). Язык представляет собой сочетание кода из двух букв и следующих за ним дополнительных параметров. Рассмотрим значения основных кодов:
- IN – инициализация процесса черчения.
- PU – поднять инструмент.
- PD – опустить инструмент.
- PA<координата X>,<координата Y> - переместиться в точку с координатами X, Y.
Координатная система была основана на наименьших единицах, поддерживаемых их плоттерами — 25 µm (то есть 40 единиц на миллиметр, 1016 на дюйм).
В начале управляющей программы открываются PLT-файлы как текстовые файлы, и читаются строка за строкой, с последующим преобразованием в простой массив чисел X[],Y[],Z[]. Это результат чтения plt-файла, целые числа, Z[] - бинарные числа (определяют, опущен или нет в данной точке инструмент).
Далее полученные числа масштабируются и приводятся к другой системе измерения: от 1/40 дюйма к величине микро-шага.