

Имитационное моделирование точности_заочное
.pdfвводим следующую формулу (на примере ψ1):
= 2 * PI() * RAND()
В результате будет сгенерирована случайная величина с равномерным законом распределения в интервале [0, 2π].
Повторяем ввод формул для каждого звена размерной цепи (i = 1…7), изменяя лишь величину emax i.
Далее рассчитываем величины xi и yi по формулам (5), величины X и Y по формулам (6), а также результирующее отклонение оси сверлаE по формуле (7).
Выделяем все ячейки первой строки и растягиваем их на10000 строк. В результате получим 10000 вычислительных экспериментов, в каждом из которых найдем координаты смещения оси сверлаX и Y, а также результирующее отклонение оси сверла E.
Для того, чтобы найти доверительный интервал положения оси сверла используем следующие приемы. В произвольную ячейку вписываем любое
значение Е, |
которое будем |
в дальнейшем изменять. Правее столбца "Е" |
|||
создаем столбец со следующим заголовком"E<= E?", в который вводится |
|||||
следующая формула: |
|
|
|
|
|
= IF(значение Е <= значение |
Е; 1; 0) |
|
|
||
Таким |
образом, если |
Е≤ΔE, |
то будет |
выводиться значение |
1, в |
противном случае значение 0. |
|
|
|
|
|
Найдя |
сумму |
этого |
столбца, мы |
определим |
количество |
инструментальных блоков, удовлетворяющих условию Е≤ΔE. При изменении ячейки Е будет меняться и количество таких инструментальных блоков.
По полученным значениям X и Y может быть |
построен точечный |
график, позволяющие наглядно увидеть возможные положения оси сверла. |
|
Подобная методика моделирования может |
быть применена и в |
Microsoft Excel. |
|
11
4.ЗАДАНИЯ ДЛЯ САМОСТОЯТЕЛЬНОГО ВЫПОЛНЕНИЯ
1.Выполнить эскиз инструментального блока с указанием основных размеров (посадочных размеров, вылетов инструмента). При выполнении эскиза соблюдать масштабность.
2.Рассчитать точность инструментального блока с использованием имитационного моделирования. Выполнить расчет с использованием нормального и равномерного законов распределения составляющих размерной цепи.
3.Сделать выводы.
Варианты заданий.
1.Сверло спиральное Ø3мм с цилиндрическим хвостовиком длиной 40мм, цанговый патрон с цилиндрическим хвостовиком (приложение 7), цанговый патрон (приложение 5).
2.Сверло спиральное Ø30мм с конусом Морзе 3№длиной 144мм, державка для втулок (приложение 9), короткая регулируемая втулка с внутренним конусом Морзе № 3 (приложение 11). Степень точности конусов AT6.
3.Перовое сверло Ø25мм длиной 180мм (с хвостовиком по приложение 10), державка для втулок (приложение 9). Степень точности конуса
7:24 AT5.
4.Сверло спиральное Ø10мм с конусом Морзе 1№длиной 150мм,
переходная втулка с наружным(№4) и внутренним (№1) конусами
Морзе (приложение 4), |
переходная втулка |
для |
инструмента с |
||||
конусом |
Морзе |
№4 с лапкой (приложение 8). Степень точности |
|||||
конусов AT6. |
|
|
|
|
|
|
|
5. Насадной |
зенкер Ø32мм |
длиной 60мм, |
державка |
для |
втулок |
||
(приложение 9), |
регулируемая оправка |
для |
насадных |
зенкеров |
|||
(приложение 13). Степень точности конусов AT7. |
|
|
|
||||
6.Хвостовой зенкер Ø15,5мм с конусом Морзе 2№длиной 70мм, державка для втулок (приложение 9), короткая регулируемая втулка с внутренним конусом Морзе № 2 (приложение 11). Степень точности конусов AT5.
7.Хвостовой зенкер Ø25мм с конусом Морзе 2№длиной 100мм,
переходная втулка с наружным(№3) и внутренним (№2) конусами Морзе (приложение 4), переходная втулка для инструмента с конусом Морзе №3 с лапкой (приложение 8). Степень точности конусов AT5.
8.Насадная развертка Ø60мм длиной 80мм, державка для втулок (приложение 9), регулируемая оправка для насадных разверток (приложение 13). Степень точности конусов AT7.
9.Хвостовая развертка Ø12мм с конусом Морзе №1 длиной 100мм, державка для втулок (приложение 9), короткая регулируемая втулка
12
с внутренним конусом Морзе № 1 (приложение 11). Степень точности конусов AT5.
10. Хвостовая развертка Ø8мм с конусом Морзе 1№длиной 60мм, переходная втулка с наружным(№3) и внутренним (№1) конусами Морзе (приложение 4), переходная втулка для инструмента с конусом Морзе №3 с лапкой (приложение 8). Степень точности конусов AT6.
5.ВОПРОСЫ ДЛЯ САМОПОДГОТОВКИ
1.Чем характеризуется точность инструментального блока и для чего
еерассчитывать?
2.Что такое имитационное моделирование?
3.Какова последовательность имитационного моделирования точности инструментального блока для станка с ЧПУ?
4. Какие Вы знаете типы звеньев размерной , цепивляющих на точность инструментального блока?
5.Какому закону распределения могут подчиняться смещения осей? Каковы параметры этих законов?
6.Поясните правило "трех сигм"?
7.Как при расчете биения рабочей части режущего инструмента
учитывается влияние перекосов осей при сборке конических соединений?
8.Что такое передаточное отношение звена размерной цепи?
9.Что такое вылет инструмента? Как влияет вылет инструмента на отклонение его оси?
10. |
Как |
определить |
необходимое |
количество |
вычислительных |
||
|
экспериментов |
при |
имитационном |
моделировании |
точности |
||
|
инструментального блока? |
|
|
|
|||
11. |
Как необходимо поступить, если погрешность инструментального |
||||||
|
блока больше предельно допустимой? Дайте рекомендации. |
|
|||||
12. |
Что такое доверительный интервал? Доверительная |
вероятность? |
|||||
|
Как они взаимосвязаны? |
|
|
|
|
||
6.ЛИТЕРАТУРА
1.Гмурман В.Е. Теория вероятностей и математическая статистика. – М.: Высшая школа, 2003. – 479 с.
2.Кузнецов Ю.И., Маслов А.Р., Байков А.Н. Оснастка для станков с ЧПУ: Справочник. – 2-е изд., перераб и доп. – М.: Машиностроение, 1990. – 512 л.: ил.
13

ПРИЛОЖЕНИЯ [2]
Приложение 1. Хвостовики инструмента конусностью 7:24
(ГОСТ 25827—88)
Размеры, мм
Обозначение |
Пред. |
Конус 7:24 |
Обозна- |
Пред. |
Конус 7:24 |
|||
|
|
чение |
|
|
||||
размера |
откл. |
40 |
50 |
откл. |
40 |
50 |
||
размера |
||||||||
|
|
|
|
|
|
|
||
D |
±0,15 |
63 |
100 |
l1 |
- |
10 |
16 |
|
D1 |
— |
44,45 |
69,85 |
l2 |
-0,3 |
18,5 |
30 |
|
D2 |
h12 |
58 |
94 |
l3 |
- |
8 |
11 |
|
D3 |
h8 |
69,34 |
107,61 |
b |
H12 |
16,1 |
25,7 |
|
D4 |
— |
55 |
85 |
t |
- |
22,5 |
35,3 |
|
di |
H7 |
17 |
25 |
a1 |
±0,1 |
6,6 |
9,2 |
|
d2 |
J5 |
5 |
6 |
е |
±0,12 |
10 |
12 |
|
d3 |
H7 |
М16 |
М24 |
v |
- |
0,06 |
0,10 |
|
L |
h11 |
93,4 |
126,8 |
|
|
|
|
|
Примечания: 1. Размеры D4 и l1 определяют свободное пространство для захвата инструмента манипулятором.
2. Допуск ±0,1 размера а1 относится к номинальному размеру D1. 3. Рекомендуемая точность изготовления угла конуса 7:24 — AT4. 4. Остальные неуказанные размеры по ГОСТ 24644-81.
14
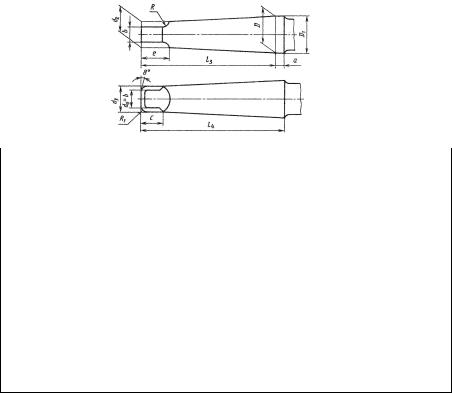
Приложение 2. Конусы инструментальные Морзе наружные с лапкой
(ГОСТ 25557-82)
Размеры, мм
|
|
|
Обозначение конуса |
|
|
||
Обозначе-ние |
1 |
2 |
|
3 |
|
4 |
5 |
|
|
|
Конусность |
|
|
||
размера |
|
|
|
|
|
||
1 : 20,047 = |
1 : 20,020 = |
|
1 : 19,922 = |
|
1 : 19,254 = |
1 : 19,002 = |
|
|
|
|
|||||
|
0,04988 |
0,04995 |
|
0,05020 |
|
0,05194 |
0,05263 |
D |
12,065 |
17,780 |
|
23,825 |
|
31,267 |
44,399 |
a |
3,5 |
5 |
|
5 |
|
6,5 |
6,5 |
D1* |
12,2 |
18 |
|
24,1 |
|
31,6 |
44,7 |
d2* |
9 |
14 |
|
19,1 |
|
25,2 |
36,5 |
d3* |
8,7 |
13,5 |
|
18,5 |
|
24,5 |
35,7 |
l3 (max) |
62 |
75 |
|
94 |
|
117,5 |
149,5 |
l4 (max) |
65,5 |
80 |
|
99 |
|
124 |
156 |
b |
5,2 |
6,3 |
|
7,9 |
|
11,9 |
15,9 |
c |
8,5 |
10 |
|
13 |
|
16 |
19 |
e (max) |
13,5 |
16 |
|
20 |
|
24 |
29 |
R (max) |
5 |
6 |
|
7 |
|
8 |
10 |
R1 |
1,2 |
1,6 |
|
2 |
|
2,5 |
3 |
Примечания: |
|
|
|
|
|
|
|
1. Предельные отклонения размеров конусов по ГОСТ 2848-75.
15
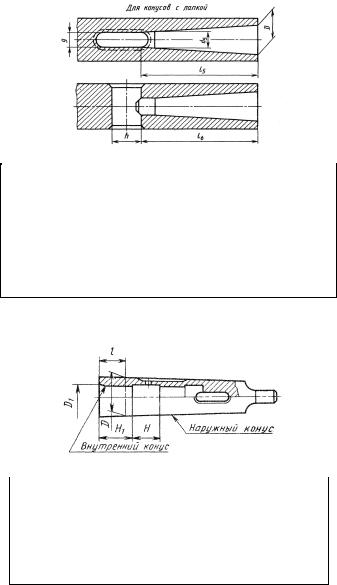
Приложение 3. Конусы инструментальные Морзе внутренние
(ГОСТ 25557-82)
Размеры, мм
Обозначение |
|
Обозначение конуса |
|
||
размера |
|
|
|
|
|
1 |
2 |
3 |
4 |
5 |
|
D |
12,065 |
17,780 |
23,825 |
31,267 |
44,399 |
d5 |
9,7 |
14,9 |
20,2 |
26,5 |
38,2 |
l5 (min) |
56 |
67 |
84 |
107 |
135 |
l6 |
52 |
62 |
78 |
98 |
125 |
g |
5,2 |
6,3 |
7,9 |
11,9 |
15,9 |
h |
19 |
22 |
27 |
32 |
38 |
Примечание. Предельные отклонения размеров конусов по ГОСТ 284875.
Приложение 4. Втулки переходные с внутренним и наружным конусами Морзе
Размеры, мм
Втулка |
Конус Морзе |
D |
D1 |
H |
H1 |
l |
||
наруж. |
внутр. |
|||||||
|
|
|
|
|
|
|||
191831431 |
3 |
1 |
23,825 |
12,065 |
16 |
14 |
8 |
|
191831432 |
3 |
2 |
23,825 |
17,780 |
18 |
20 |
20 |
|
191831441 |
4 |
1 |
31,267 |
12,065 |
16 |
14 |
6,5 |
|
191831442 |
4 |
2 |
31,267 |
17,780 |
18 |
20 |
6,5 |
|
191831443 |
4 |
3 |
31,267 |
23,825 |
25 |
20 |
25 |
|
Примечание. Остальные размеры см. в прил.2.
16

Приложение 5. Патроны цанговые с диапазоном зажима 20-40 мм (ТУ 2-035-986-85)
Размеры, мм
Патрон |
Конус 7:24 |
d |
D |
L |
l |
191132040 |
40 |
20-40 |
100 |
221 |
127,6 |
191132050 |
50 |
20-40 |
100 |
231 |
104,2 |
Приложение 6. Патроны цанговые с диапазоном зажима 5-25 мм
(ТУ 2-035-986-85)
Размеры, мм
Патрон |
Конус |
d |
D |
l |
L |
|
7:24 |
||||||
|
|
|
|
|
||
191113040 |
40 |
5-25 |
63 |
61,6 |
155 |
|
191113050 |
50 |
5-25 |
63 |
53,2 |
180 |
Приложение 7. Патроны с цилиндрическим хвостовиком цанговые с диапазоном зажима 3-12 мм (ТУ 2-035-795-80)
Размеры, мм
Патрон |
d |
d1 |
D |
L |
b |
191113025 |
25 |
3-12 |
32 |
132 |
16 |
17

Приложение 8. Втулки переходные для инструмента с конусом Морзе с лапкой (ТУ 2-035-978-85)
Размеры, мм
Втулка |
Конус 7:24 |
Конус Морзе |
D |
l |
L |
191831062 |
40 |
2 |
50 |
50 |
143,4 |
191831063 |
40 |
3 |
50 |
50 |
143,4 |
191831064 |
40 |
4 |
50 |
80 |
173,4 |
191831072 |
50 |
2 |
55 |
45 |
171,8 |
191831073 |
50 |
3 |
63 |
60 |
186,8 |
191831074 |
50 |
4 |
63 |
60 |
186,8 |
Приложение 9. Державка для регулируемых патронов, втулок, оправок (ТУ 2-035-763-80)
Размеры, мм
Втулка |
Конус 7:24 |
d (Н6) |
D |
L |
l |
b (С11) |
191112031 |
40 |
28 |
50 |
168,4 |
75 |
6 |
191112041 |
40 |
36 |
63 |
213,4 |
120 |
8 |
191112051 |
50 |
36 |
63 |
201,8 |
75 |
8 |
191112053 |
50 |
48 |
80 |
246,8 |
120 |
10 |
18

Приложение 10. Хвостовики цилиндрические для регулируемых втулок (ГОСТ 26540-85)
Размеры, мм
Обозначение |
|
Пред. |
Диаметр хвостовика |
|
||||
размера |
|
откл. |
28 |
|
36 |
|
48 |
|
d1 |
|
- |
Tr 28x2 |
|
Tr 36x3 |
|
Tr 48x3 |
|
L |
|
- |
95 |
|
118 |
|
144 |
|
l |
|
- |
42 |
|
50 |
|
65 |
|
l1 |
|
- |
77 |
|
90 |
|
113 |
|
l2 |
|
- |
7 |
|
8 |
|
10 |
|
b |
|
P9/h9 |
6 |
|
8 |
|
10 |
|
h |
|
-0.35 |
29,5 |
|
37,5 |
|
49,9 |
|
h1 |
|
- |
2,8 |
|
4,0 |
|
4,7 |
|
Примечания: |
|
|
|
|
|
|
|
|
1. Допускается |
изготовлять |
цилиндрические |
хвостовики |
с резьбой |
|
|||
диаметром d1 по всей длине L. |
|
|
|
|
||||
2. Резьба трапецеидальная по ГОСТ 24737-81. Допуски на резьбу по |
|
|||||||
ГОСТ 9562-81. |
|
|
|
|
|
|
||
19

Приложение 11. Втулки регулируемые короткие с внутренним конусом Морзе (ТУ 2-035-768-80)
Размеры, мм
Втулка |
d |
D |
d1 (g5) |
L |
l |
Конус |
|
Морзе |
|||||||
|
|
|
|
|
|
||
191836021 |
Tr 28х2 |
39,6 |
28 |
95 |
13-38 |
1 |
|
191836022 |
Tr 28х2 |
39,6 |
28 |
95 |
13-38 |
2 |
|
191836031 |
Tr 36х3 |
49,6 |
36 |
118 |
14-49 |
1 |
|
191836032 |
Tr 36х3 |
49,6 |
36 |
118 |
14-49 |
2 |
|
191836033 |
Tr 36х3 |
49,6 |
36 |
118 |
14-49 |
3 |
|
191836044 |
Tr 48х3 |
66,6 |
48 |
144 |
18-63 |
4 |
Примечание: хвостовик по ГОСТ 26540-85.
20