

7. Дуговая сварка неплавящимся электродом в среде инертных газов. Сущность способа, их особенности, область применения.
8. Газовая (ацетилено-кислородная) сварка и резка. Схема способа, его специфика, область применения.
Для газовой сварки необходимы два вида газов, первый — это кислород и второй- ацетилен. Кислородное соединение необходимо для содействия горению ацетилена во время сварки и других видов работ. Сам же ацетилен является горючим веществом. Иногда эту смесь стала заменять водородно кислородная смесь для сварки, производимая электролизно–водными агрегатами
Газовая (кислородно-ацетиленовая) сварка представляет собойсварку плавлением в пламени от сгорания ацетилена в струе кислорода.
Это — химический способ сварки плавлением. В большинстве случаев электродуговые способы более производительны и эффективны, чем газовая сварка, тем не менее она продолжает сохранять свое значение в областях преимущественного ее использования: сварка тонколистовой стали, чугуна и цветных сплавов (медь, латунь и т. Д.). Газовая сварка особенно широко применяется в ремонте и на монтаже.
Газовая сварка — это процесс сварки плавлением, при котором место соединения нагревают до расплавления высокотемпературным газовым пламенем.
Известны две разновидности газовой сварки плавлением: горячая с предварительным подогревом (общим или местным) и холодная (без предварительного подогрева). Горячая сварка применяется преимущественно для сварки чугуна.
Основной характерный признак газовой сварки — использование тепловой энергии высокотемпературного газокислородногопламени.
Газовое пламя является местным поверхностным теплообменным источником теплоты, позволяющим весьма гибко регулировать распределение теплоты по заданным участкам поверхности изделия, а также между основным и присадочнымметаллом.
Газовое пламя характеризуется наибольшими размерами пятна нагрева и сравнительно низкими значениями удельного теплового потока и эффективной мощности источника нагрева .
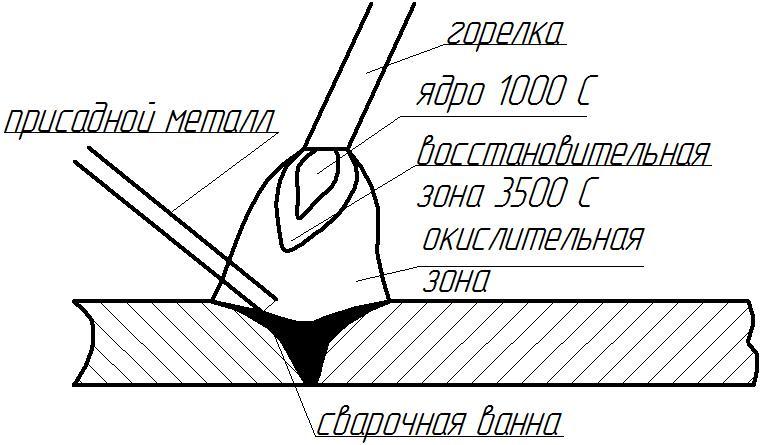
В ядре происходит постепенный нагрев до температуры воспламенения газовой смеси. Восстановительная зона имеет самую высокую температуру и обладает восстановительными свойствами. В окислительной зоне углекислый газ и пары воды при высоких температурах окисляют железо.
Сварочная ванна, образующаяся в результате нагрева металла, характеризуется относительно малым объемом, высокой температурой, интенсивным перемешиванием жидкого металла газовым потоком и присадочным стержнем.
Свойства металла шва в значительной мере определяются процессами окисления и раскисления в сварочной ванне при взаимодействии газовой и шлаковой фазы с жидким металлом.
Ввиду относительно невысокого защитного и восстановительного действия пламени раскисление шва достигается введением в сварочнуюванну марганца, кремния посредством использования присадочного металла соответствующего состава .
При сварке чугуна, цветных металлов и сплавов удаление образующейся на поверхности сварочной ванны окисной пленки ; достигается введением флюсов, предохраняющих металл шва от окисления.
Структурные превращения в сварном шве и околошовной области характеризуются образованием типичной для литого металла крупнокристаллической структуры с равновесными зернами неправильной формы.
Чем меньше перегрев металла шва при сварке и чем больше скорость охлаждения металла, тем мельче зерно в стали и тем выше механические свойства металла шва. Поэтому сварку целесообразно вести с максимально возможной скоростью.
Перед выполнением газовой сварки кромки зачищают до металлического блеска металлическими щетками.
Газовая сварка не обеспечивает высококачественные соединения, широко применяется при резке.