

Лабораторная работа №6 Выбор захватного устройства промышленного робота
В связи с особенностями заготовки и детали будем применять электромагнитный захватный орган. Достоинства электромагнитных схватов – это быстрый захват заготовок и деталей достигаемый путем прикосновения с ними или же с некоторого расстояния. Сосотояние внешней среды, например наличие воды, масла и т.д., не влияет на работоспособность электромагнитных схватов. Использование свойств магнетизма при захвате ферромагнитных заготовок позволяет поднимать и перемещать предметы любой формы при условии, что поверхность соприкосновения заготовок с активной частью постоянного магнита или электромагнита пропорциональна силе притяжения данного магнита.
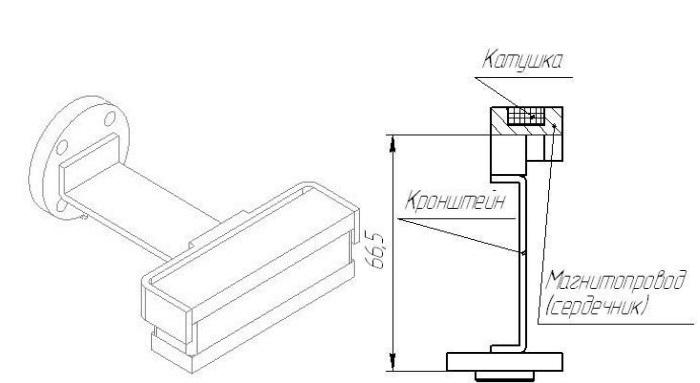
Рисунок 12 – Электромагнитный захватный орган
Лабораторная работа №7 Информационная система ртк
Для избегания попадания двух заготовок в матрицу штампа при удалении детали из штампа используется датчик установленный на захватном органе представляющий собой два изолированных от рабочей, металлической, поверхности схвата контакта, при взятии детали или заготовки контакты замыкаются и проходит сигнал о том, что деталь или заготовка находится в схвате робота. Также при сбросе заготовки в штамп или деталь в лоток контакты размыкаются, что служит сигналом о том, что деталь/заготовка успешно удалены из схвата. Наличие сигнала о том, что деталь находится в схвате, исключает ее наличие в штампе, а следовательно отсутствие аварийной ситуации, в случае же отсутствия сигнала происходит аварийная остановка комплекса. При сбросе заготовки в штамп заготовка может прилипнуть в поверхности схвата, и не попасть в штамп, соответственно в этом случае не будет сигнала о сбросе заготовки, контакты останутся замкнутыми, что приводит к аварийной остановке комплекса. При взятии заготовки с позиции загрузки в случае если контакты останутся не замкнуты будет означать об отсутствии заготовки в схвате, что может быть следствием неправильной настройки РТК или неисправностей в системе контроля за наличием заготовок на позиции подачи в загрузочном устройстве, или неисправности самого загрузочного механизма, в этом случае тоже происходит остановка РТК. Также при смещении заготовки контакты разомкнутся, и пройдет сигнал об остановке РТК.
Для контроля положения схвата относительно заготовки и инструмента применяется два фотоэлектронных датчика. Два бесконтактных электромагнитных датчика установлены на направляющих пресса, для контроля положения ползуна пресса.

Рисунок 13 – Схема расположения датчиков контроля и блокировки РТК
Д1 – датчик установленный на электромагнитном захвате;
Д2 – датчик фиксирующий положение захватного органа при взятии заготовки;
Д3 – датчик фиксирующий положение захватного ргана относительно инструмента;
Д4 – датчик фиксирующий нижнее положение ползуна;
Д5 – датчик фиксирующий верхнее положение ползуна;
Д6, Д7 – датчики фиксирующие перемещение руки манипулятора;
Д8, Д9 – датчики фиксирующие вертикальное перемещение колонки манипулятора;
Д10, Д11 – датчики фиксирующие поворот колони манипулятора.