

Всё и сразу / Протяжки квадратная сторона 22
.docПротяжка - многолезвийный инструмент, осуществляющий снятие припуска без движения подачи за счет превышения высоты или ширины последующего зуба по отношению к высоте или ширине предыдущего. Главное движение, осуществляющее процесс резания, поступательно прямолинейное, реже - вращательное. Протягивание - одно из наиболее высокопроизводительных процессов обработки деталей резанием, это достигается одновременным нахождением в работе нескольких зубьев инструмента. Протяжки позволяют получать поверхности высокой точности (IT6-IT8) и низкой шероховатости (Ra 0,32-2,5 мкм).
Протяжки - сложный, узкоспециализированный и дорогостоящий инструмент, поэтому их широко применяют в массовом и серийном производстве. В мелкосерийном производстве протяжки используют лишь тогда, когда другим способом нельзя получить необходимую форму и точность поверхности детали, например, шлицевые и винтовые отверстия.
Протяжки применяют для обработки внутренних (замкнутых) и наружных (открытых) поверхностей деталей. Соответственно различают внутренние и наружные протяжки. Разновидностью протяжек являются прошивки, конструкция которых подобна конструкции протяжек, однако в процессе резания прошивки подвергаются в основном сжимающим усилиям, а протяжки работают на растяжение.
Протягивание осуществляется на универсальных протяжных станках с горизонтальной или вертикальной компоновкой со скоростью резания V = 6...10 м/мин. Размерные возможности обработки ограничиваются силой тяги, создаваемой приводом на хвостовике протяжки и длиной рабочего хода ползуна (табл. 4.1). Прошивание осуществляется на прессах.
Таблица 4.1. Эксплуатационные характеристики горизонтальных протяжных станков
|
Модель станка |
Тип патрона |
Lст, мм |
Тяговое усилие, кН |
Ход ползуна, мм |
|
7510 |
Клиновой |
190 |
102 |
1400 |
|
7520 |
Клиновой |
200 |
204 |
1600 |
|
7530 |
Быстросменный автоматический |
280 |
306 |
1800 |
|
7540 |
Быстросменный автоматический |
380 |
408 |
2000 |
Условия задачи. Рассчитать и сконструировать квадратную протяжку для обработки квадратного отверстия стороной S. Длина протягиваемого отверстия l = 40 мм. Материал заготовки сталь 50Г. Предварительное значение диагонали квадратного отверстия было равно D.
S = 25,85H11=![]() мм
мм
D = 29.5H12=
![]() мм
мм
Механические свойства стали
![]() МПа
МПа
Решение.
Отверстие протягивают на горизонтально-протяжном станке 7540
. Патрон быстросменный автоматический по ГОСТ 16885 — 71*.
Наибольшая длина хода салазок 2000 мм.
Выбираем материал протяжки :
Т. к. обрабатываем материал – сталь 50Г (НВ 200 … 300), то выбираем материал протяжки – инструментальную сталь марки Р18.
Количество ступеней зубьев – m с постоянной подачей на зуб в пределах каждой ступени . Количество ступеней принимается равным четырем (m = 4) для квадратных протяжек с расстоянием между сторонами S <= 15 и равным четырем (m = 4) при S>15 мм.
Предварительное отверстие под квадратную и шестигранную протяжки делается обычно сверлом и имеет наибольший диаметр Do (мм), равный расстоянию S между сторонами протягиваемого отверстия (диаметр вписанной окружности), т.е.
Do = Smin или Do = Smin – (0.3 … 0.5)
Smin = 25,85 мм
Do = 25,85 мм
Главные режущие кромки располагаются на углах зубцов и имеют форму дуг концентрических окружностей, диаметр которых d постоянно увеличивается от первого зуба к последнему.
Диаметр последнего режущего и калибрующих зубцов.
dп
= Dmax
-
![]()
где Dmax – наибольший размер протягиваемого отверстия между углами – диаметр описанной окружности.
![]() - разбивание или
усадка отверстия, принимаемая
- разбивание или
усадка отверстия, принимаемая
![]() = 0.015 мм (округленно 0.02 мм) получаем
= 0.015 мм (округленно 0.02 мм) получаем
Dmax = D + IT = 29.5 +0.21=29.71мм
dп = 29.71 – 0.02 = 29.69 мм
Прямые стороны профиля зубцов являются вспомогательными кромками. Расстояние между ними, постоянное для всех зубцов протяжки, определяется следующими условиями:
Sп
= Smax -
![]()
Smax = S + IT = 25,85 + 0.13 = 25,98 мм
Sп = 25.98 – 0.02 =25,96 мм
Стружечные канавки на таких протяжках выполняются круговые, что значительно облегчает изготовление и заточку зубцов. При пересечении спинки стружечной канавки с плоскостями задних граней, примыкающих к прямым участкам режущей кромки, образуются так же гиперболы. Размеры стружечной канавки следует по возможности принимать по основному ряду, хотя на нескольких первых зубцах для обеспечения прочности протяжки приходится иногда прибегать к мелкой канавке.
Глубина стружечной канавки в различных местах поперечного профиля зуба имеет переменное значение: на главных кромках канавка имеет полную глубину , а на вспомогательных – уменьшенную.Возможны случаи, когда на плоских сторонах зубцов канавка совершенно исчезает. Чтобы облегчить движение протяжки в отверстии, такие зубцы снабжают продольной канавкой глубиной до 0.5 мм. Необходимо, чтобы размер Sп не возрастал к концу протяжки, а уменьшался в пределах допуска; в противном случае возможно заклинивание протяжки в отверстии, что может привести к ее разрушению или вырову металла со стенок отверстия.

Подъем на зуб на сторону Sz выбирают по табл. 105 /1. стр. 275/. Величину Sz можно также выбирать по нормативам режимов резания для протягивания. Принимаем Sz = 0,045 мм.
Между режущими и калибрующими зубьями делают несколько (два — четыре) зачищающих зубьев с постоянно убывающим подъемом на зуб. Для нашего примера принимаем z3 = 3 и распределяем подъем на зуб следующим образом: 1/2 Sz = 0,0225 мм; 1/3 Sz = 0,015 мм; 1/6 Sz = 0,0075 мм.
3. Профиль, размеры зуба и стружечных канавок между зубьями выбирают по табл. 106 /1. стр. 276/ в зависимости от площади слоя металла, снимаемого одним режущим зубом протяжки. Необходимо, чтобы площадь сечения стружечной канавки между зубьями отвечала условию
![]()
где
k
— 4 —
коэффициент заполнения канавки (выбираю
по
табл. 107 /1.
стр. 277/);
FK
—
площадь сечения канавки, мм2;
Fc
—
площадь
сечения среза металла, снимаемого одним
зубом, мм2.
![]()
Fc = 40*0,1 = 4 мм2.
Находим FK = kFc =4*4 = 16 мм2.
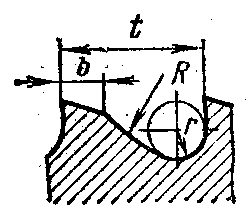
Пользуясь табл. 106 /1. стр. 276/ для ближайшего большего значения FK = 19.62 мм2, при прямолинейной форме стружечной канавки зуба принимаем: шаг протяжки t = 12 мм; глубина канавки h = 5 мм; длина задней поверхности b = 4 мм; радиус закругления канавки r = 2.5 мм
Шаг калибрующих зубьев tк квадратных протяжек принимаем равным
tк = 0.8*t = 0.8*12 = 10 мм.
Для получения лучшего качества обработанной поверхности шаг режущих зубьев протяжки делают переменным: от t + (0,2 ... 1) до t — (0,2 ... 1 мм). Принимаем изменение шага ±0,2 мм. Тогда из двух смежных шагов один равен 12 + 0,2 = 12,2 мм, а второй — 12 - 0,2 = 11,8 мм.
Фаска f на калибрующих зубьях плавно увеличивается от первого зуба к последнему с 0,2 до 0,6 мм.
Геометрические
элементы лезвия режущих и калибрующих
зубьев принимаем передний угол
![]() ;
;
задний
угол
![]() ;
;
![]() .
.
Число стружкоразделительных канавок и их размеры выбираем по табл. 108 /1. стр. 276/. Предельное отклонение передних углов всех зубьев ±2°, задних углов режущих зубьев ±30', задних углов калибрующих зубьев ±15'.
Число канавок n = 4; m = 1 мм; hк = 0.6 мм; r = 0.3 мм;
Максимальное число одновременно работающих зубьев
![]()
Определяем размеры режущих зубьев. Размер первого зуба принимаем равным размеру передней направляющей части: d = 22 мм. Диаметр каждого последующего зуба увеличиваем на 2Sz. На последних трех зачищающих зубьях, предшествующих калибрующим зубьям, подъем на зуб постепенно уменьшаем по данным п. 2.
Размер калибрующих зубьев
dK
=
Drnax
±
![]() =
29.71 — 0,01 = 29,7 мм,
=
29.71 — 0,01 = 29,7 мм,
где Smax = 29.71 мм — максимальный размер обработанного отверстия;
![]() — изменение
диаметра отверстия после протягивания
(при увеличении
диаметра отверстия — со знаком «—», а
при уменьшении
— со знаком «+»);
— изменение
диаметра отверстия после протягивания
(при увеличении
диаметра отверстия — со знаком «—», а
при уменьшении
— со знаком «+»);
![]() определяем для каждого материала
и толщины стенок протягиваемой заготовки
опытным
путем. В большинстве случаев при
протягивании заготовок из стали
увеличение диаметра отверстия составляет
0,005—0,01 мм; при протягивании заготовок
из вязких сталей уменьшение достигает
0,01 мм. При обработке
отверстий с большими полями допусков
(11 — 17-й квалитеты)
размер калибрующих зубьев SH
— Smax
—
.(0,01
...0,015) мм. Вычисленные размеры зубьев
сводят в
таблицу, помещаемую в рабочем чертеже
протяжки. Предельные
отклонения диаметров режущих зубьев
не должны
превышать 0,01 мм, а калибрующих зубьев
0,005
мм.
определяем для каждого материала
и толщины стенок протягиваемой заготовки
опытным
путем. В большинстве случаев при
протягивании заготовок из стали
увеличение диаметра отверстия составляет
0,005—0,01 мм; при протягивании заготовок
из вязких сталей уменьшение достигает
0,01 мм. При обработке
отверстий с большими полями допусков
(11 — 17-й квалитеты)
размер калибрующих зубьев SH
— Smax
—
.(0,01
...0,015) мм. Вычисленные размеры зубьев
сводят в
таблицу, помещаемую в рабочем чертеже
протяжки. Предельные
отклонения диаметров режущих зубьев
не должны
превышать 0,01 мм, а калибрующих зубьев
0,005
мм.
8. Число режущих зубьев подсчитываем по формуле и затем уточняем по таблице размеров зубьев:
![]()
где А — припуск на протягивание;
Припуск на диаметр под протягивание.
А = D – d = 29.71 – 22 = 7.71 мм.
![]()
Принимаем Zp = 40 :
Число калибрующих зубьев зависит от типа протяжки:
для прямоугольной zк = 4.
Длину протяжки от торца хвостовика до первого зуба принимают в зависимости от размеров патрона, толщины опорной плиты, приспособления для закрепления заготовки, зазора между ними, длины заготовки и других элементов
![]()
где
![]() — длина
входа хвостовика в патрон, зависящая
от конструкций
патрона (принимаем
— длина
входа хвостовика в патрон, зависящая
от конструкций
патрона (принимаем
![]() = 120 мм);
= 120 мм);
![]() — зазор между
патроном
и стенкой опорной плиты станка, равный
5— 20 мм (принимаем l3
= 15
мм); lс
— толщина стенки опорной
плиты протяжного станка (принимаем
— зазор между
патроном
и стенкой опорной плиты станка, равный
5— 20 мм (принимаем l3
= 15
мм); lс
— толщина стенки опорной
плиты протяжного станка (принимаем
![]() =
65 мм);
=
65 мм);
![]() — высота выступающей части планшайбы
(принимаем
— высота выступающей части планшайбы
(принимаем
![]() = 30 мм);
= 30 мм);
![]() — длина передней направляющей
(с учетом зазора
— длина передней направляющей
(с учетом зазора
![]()
![]() );
);
![]() мм.
мм.
Находим
![]() = 120 + 15 + 65 + 30 + 40 =270 мм.
= 120 + 15 + 65 + 30 + 40 =270 мм.

11. Выбираем конструктивные размеры хвостовой части протяжки. По ГОСТ 4044—70* принимаем хвостовик типа 2, без предохранения от вращения с наклонной опорной поверхностью (см. табл. 101) /1. стр. 270/:
![]() ;
;
![]() ;
;
![]() мм;
мм;
![]() мм;
мм;
![]() мм;
мм;
![]() мм;
мм;
![]() мм;
мм;
![]() мм;
мм;
![]() мм;
мм;
![]() ;
;
диаметр передней направляющей d5 принимаем равным диаметру предварительного отверстия заготовки с предельным отклонением по е8:
![]() ;
;
длину переходного конуса конструктивно принимаем
![]() мм;
мм;
длину передней направляющей до первого зуба –
![]() мм.
мм.
Таким образом, полная длина хвостовика
![]() мм
мм
Диаметр задней направляющей протяжки должен быть равен диаметру протянутого отверстия с предельным отклонением по /7, прочие размеры задней направляющей — по табл. 111 /1. стр. 281/.
12. Определяем общую длину протяжки:
![]() мм
мм
где
![]() мм;
мм;
![]() — длина режущих
зубьев;
— длина режущих
зубьев;
![]() мм;
мм;
![]() -
длина зачищающих
зубьев;
-
длина зачищающих
зубьев;
![]() мм;
мм;
![]() -
длина калибрующих
зубьев;
-
длина калибрующих
зубьев;
![]() мм;
мм;
![]() — длина задней
направляющей (принимаем по табл. 111 /1.
стр. 281/
в
зависимости от диаметра задней
направляющей Dи).
Этот
диаметр равен наименьшему размеру
протянутого отверстия:
S
= SminH11,
выполненного с полем
допуска f7,
т. е.
— длина задней
направляющей (принимаем по табл. 111 /1.
стр. 281/
в
зависимости от диаметра задней
направляющей Dи).
Этот
диаметр равен наименьшему размеру
протянутого отверстия:
S
= SminH11,
выполненного с полем
допуска f7,
т. е.
![]()
![]() = 30
мм.
= 30
мм.
Тогда
L0 =270 + 480 + 36 + 40 + 30 = 644 мм
Принимаем L0 = 644js 17 (±3,15).
13. Максимально допустимая главная составляющая силы резания
![]()
Поправочные
коэффициенты на измененные условия
резания:
![]() = 1 (для
= 1 (для
![]() );
Кс
— 1
(при применении смазочно-охлаждающей
жидкости); Ки
= 1 (для зубьев протяжки со стружкоразделительными
канавками); тогда сила
резания
);
Кс
— 1
(при применении смазочно-охлаждающей
жидкости); Ки
= 1 (для зубьев протяжки со стружкоразделительными
канавками); тогда сила
резания
![]() H
H
Если полученная сила Ргmax превышает тяговую силу станка, приведенную в его паспортных данных, необходимо уменьшить zraax (т. е. увеличить шаг зубьев) или уменьшить подъем на зуб Sг. В данном случае тяговая сила станка равна 800000 Н следовательно, обработка возможна.
14. Проверяем конструкцию протяжки на прочность.
Рассчитаем конструкцию на разрыв во впадине первого зуба
![]()
где F -площадь опасного сечения во впадине первого зуба
![]()
![]() — напряжение в
опасном сечении
— напряжение в
опасном сечении
![]() МПа
МПа
Напряжение
в опасном сечении а не должно превышать
допустимого напряжения (табл. 112) /1.
стр. 283/.
![]() Мпа.
Мпа.
Приведем расчет для сечения хвостовика :
![]()
![]() МПа
МПа
Полученное напряжение также допустимо для хвостовика из легированной стали 40Х.
Рассчитаем хвостовик на смятие
![]()
где f1 — опорная площадь замка;
![]()
откуда допустимое напряжение при смятии
![]() МПа
МПа
Допустимое напряжение при смятии не должно превышать 600 МПа, что выполняется. Для данных условий работы режущую часть протяжки изготовляют из стали Р18, а хвостовик — из стали 40Х.
-
Предельные отклонения на основные элементы протяжки и другие технические требования выбираем поГОСТ 9126—76*.
-
Центровые отверстия выполняем по ГОСТ 14034—74*, форма В.
17. Выполняем рабочий чертеж протяжки с указанием основных технических требований.