|
44.Технология
изготовления узлов и деталей пассажирской
тележки
Рассмотрим
технологию изготовления бесчелюстной
тележки типа ТВЗ-ЦНИИ, которая
применяется на пассажирских вагонах,
эксплуатируемых на железных дорогах
СНГ.
Конструктивно тележка в
достаточной степени технологична.
Она состоит из следующих основных
узлов: рамы, надрессорной балки,
колесных пар, центрального и буксового
подвешивания, рычажной тормозной
передачи, привода генератора,
гидравлических гасителей колебаний.
Рама
тележки штампо-сварной конструкции
собрана из продольных и поперечных
балок. Процесс изготовления рамы
подразделяется на несколько операций:
изготовление узлов рамы, сборка узлов,
сварка рамы, установка плит шпинтонов,
механическая обработка рамы
окончательная сборка рамы, контроль
качества сборки, обезжиривание,
очистка, окраска изготовленной
рамы.
Боковую продольную балку
рамы коробчатого сечения изготовляют
так. Подбирают два швеллера (№ 20 длиной
3900 ± 3 мм) с разницей размеров по
высоте не более 2 мм. На концах швеллеров
в вертикальной полке делают
клинообразные вырезы длиной 600 мм,
верхнюю полку подгибают до соприкосновения
линий выреза и приваривают двусторонней
сваркой.
Подготовленные два
швеллера устанавливают в приспособление
для сборки (рис. 5.3), которое позволяет
поворачивать балку при сварке.
Сварка продольных швов выполняется
автоматом Т-32 под слоем флюса.
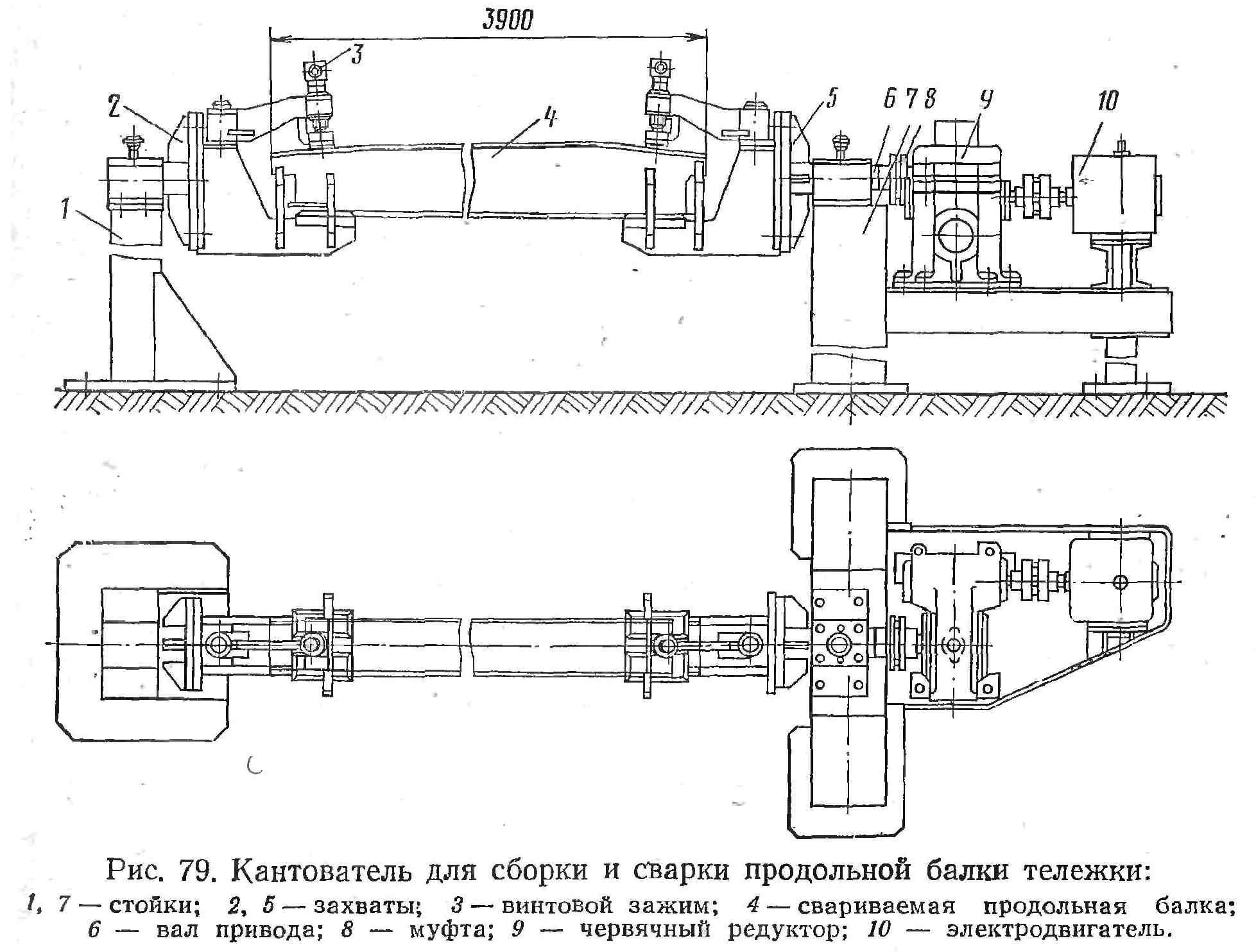 Рис.
5.3. Кантователь для сборки и сварки
продольной балки тележки:
1, 7 –
стойки; 2, 5 – захваты; 3 – винтовой
зажим; 4 – свариваемая продольная
балка; 6 – вал привода; 8 – муфта; 9 –
червячный редуктор; 10 -
электродвигатель
Собранную
балку передают на следующую позицию,
где в поворотном кондукторе
устанавливают усиливающие нижние и
верхние листы, обечайки сквозных
отверстий и накладки. Детали балки
закрепляют прижимами кондуктора,
соединяют между собой прихватками и
затем сваривают полуавтоматической
сваркой в среде углекислого газа.
После проверки правильности сборки
продольную балку перемещают на
позицию общей сборки рамы.
Средние
поперечные балки рамы также имеют в
поперечном сечении коробчатый
профиль и свариваются из штампованных
листов – двух вертикальных и двух
горизонтальных нижнего и верхнего.
Сборка
осуществляется в кондукторе с
базированием по отверстиям для
предохранительных скоб центрального
подвешивания. Сварка балки осуществляется
в поворотной установке автоматической
головкой типа АБС.
Продольные
вспомогательные и концевые поперечные
балки рамы тележки изготовляют методом
горячей штамповки из листовой стали
толщиной 14 мм.
Общая сборка рамы
производится на стационарном кондукторе
(рис. 5.4) в нормальном положении.
На
основании кондуктора устанавливают
вначале одну продольную балку с
фиксацией по отверстиям подвесок
центрального подвешивания и ставят
две поперечные балки по плавающим
фиксаторам. Затем подают вторую
продольную балку и укладывают на опоры
кондуктора, совмещая стыки ее
горизонтальных листов с листами
поперечной балки.
После совмещения
стыкуемых мест узлы поджимают
горизонтальными пневмоприжимами
и закрепляют вертикальными. Собрав
основные узлы рамы, устаналивают
концевые и промежуточные продольные
балки.
Детали собранной в кондукторе
рамы соединяют прихватками и затем
сваривают открытые швы полуавтоматами
типа А-537 в среде углекислого газа.
По
окончании сварки рама поступает на
стенд второй сборки, где по накладному
кондуктору устанавливают и приваривают
полуавтоматической сваркой опорные
плиты шпинтонов буксовых узлов. Чтобы
обеспечить размещение в одной плоскости
мест под шпинтоны (допускается
неплоскостность 3 мм на длине рамы),
плиты изготовляют с припуском 12–15 мм
на механическую обработку, которая
осуществляется на двухшпиндельном
вертикально-фрезерном станке
портального типа. После обработки
раму передают на позицию сборки и
приварки направляющих колец
шпинтонов, кронштейнов гидрогасителей
и поводков.
Рис.
5.3. Кантователь для сборки и сварки
продольной балки тележки:
1, 7 –
стойки; 2, 5 – захваты; 3 – винтовой
зажим; 4 – свариваемая продольная
балка; 6 – вал привода; 8 – муфта; 9 –
червячный редуктор; 10 -
электродвигатель
Собранную
балку передают на следующую позицию,
где в поворотном кондукторе
устанавливают усиливающие нижние и
верхние листы, обечайки сквозных
отверстий и накладки. Детали балки
закрепляют прижимами кондуктора,
соединяют между собой прихватками и
затем сваривают полуавтоматической
сваркой в среде углекислого газа.
После проверки правильности сборки
продольную балку перемещают на
позицию общей сборки рамы.
Средние
поперечные балки рамы также имеют в
поперечном сечении коробчатый
профиль и свариваются из штампованных
листов – двух вертикальных и двух
горизонтальных нижнего и верхнего.
Сборка
осуществляется в кондукторе с
базированием по отверстиям для
предохранительных скоб центрального
подвешивания. Сварка балки осуществляется
в поворотной установке автоматической
головкой типа АБС.
Продольные
вспомогательные и концевые поперечные
балки рамы тележки изготовляют методом
горячей штамповки из листовой стали
толщиной 14 мм.
Общая сборка рамы
производится на стационарном кондукторе
(рис. 5.4) в нормальном положении.
На
основании кондуктора устанавливают
вначале одну продольную балку с
фиксацией по отверстиям подвесок
центрального подвешивания и ставят
две поперечные балки по плавающим
фиксаторам. Затем подают вторую
продольную балку и укладывают на опоры
кондуктора, совмещая стыки ее
горизонтальных листов с листами
поперечной балки.
После совмещения
стыкуемых мест узлы поджимают
горизонтальными пневмоприжимами
и закрепляют вертикальными. Собрав
основные узлы рамы, устаналивают
концевые и промежуточные продольные
балки.
Детали собранной в кондукторе
рамы соединяют прихватками и затем
сваривают открытые швы полуавтоматами
типа А-537 в среде углекислого газа.
По
окончании сварки рама поступает на
стенд второй сборки, где по накладному
кондуктору устанавливают и приваривают
полуавтоматической сваркой опорные
плиты шпинтонов буксовых узлов. Чтобы
обеспечить размещение в одной плоскости
мест под шпинтоны (допускается
неплоскостность 3 мм на длине рамы),
плиты изготовляют с припуском 12–15 мм
на механическую обработку, которая
осуществляется на двухшпиндельном
вертикально-фрезерном станке
портального типа. После обработки
раму передают на позицию сборки и
приварки направляющих колец
шпинтонов, кронштейнов гидрогасителей
и поводков.
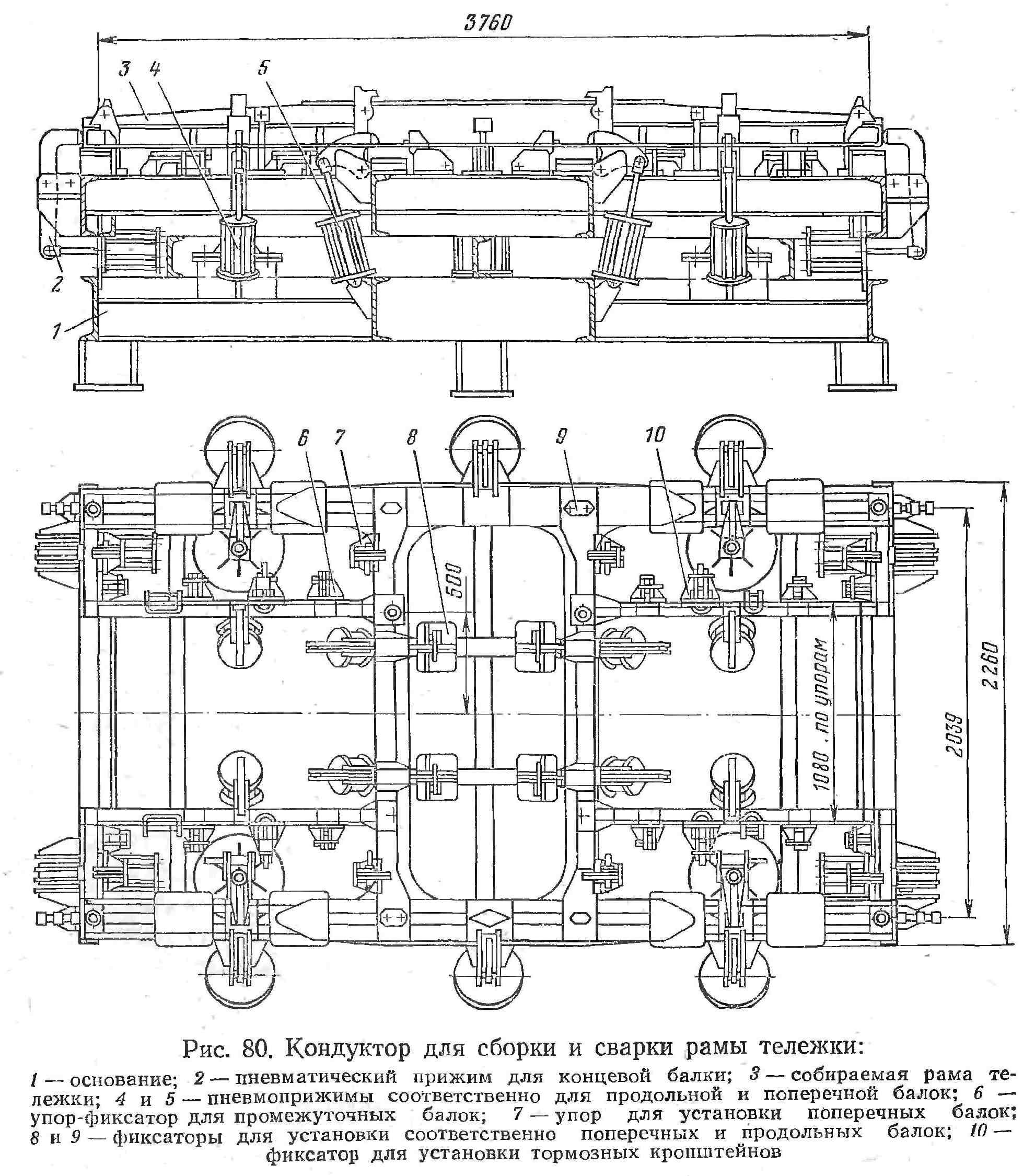 Рис.5.4.
Кондуктор для сборки и сварки рамы
тележки:
1 – основание; 2 –
пневматический прижим для концевой
балки; 3 - собираемая рама тележки; 4 и
5 – пневмоприжимы соответственно для
продольной и поперечной балок; 6 –
упор-фиксатор для промежуточных балок;
7 – упор для установки поперечных
балок; 8 и 9 – фиксаторы для установки
соответственно поперечных и продольных
балок; 10 – фиксатор для установки
тормозных контейнеров
После
завершения всех сборочно-сварочных
операций рама передается конвейером
на участок дробеструйной очистки,
грунтовки, окраски и сушки.
Заключительными
операциями изготовления рамы тележки
являются сверление отверстий для
крепления шпинтонов, предохранительных
скоб, тормозных устройств и других
деталей и установка шпинтонов.
Надрессорная
балка тележки выполнена в виде сварной
конструкции коробчатого сечения и
состоит из следующих основных
элементов: верхнего пояса, крестовины,
опорных узлов, кронштейнов поводков,
опор скользунов. Элементы надрессорной
балки перед сборкой и сваркой покрывают
декстринно-меловым составом,
предохраняющим поверхности от
прилипания сварочных брызг. Общая
сборка балки в условиях серийного
производства осуществляется на
поточной линии.
I позиция поточной
линии оборудована кондуктором, на
который устанавливают базовый узел
надрессорной балки – верхний пояс.
Затем устанавливают крестовину,
опорные узлы и боковые листы. Собранные
элементы сваривают с внутренней
стороны полуавтоматической сваркой
в среде углекислого газа с использованием
полуавтомата А-537. После этого
укладывают нижний лист балки, усиливающие
накладки и соединяют их с боковыми
листами с помощью прихваток.
II
позиция предназначена для сварки
собранного узла в среде углекислого
газа полуавтоматом А-537 и оборудована
двухстоечным кантователем для
балки.
На III позиции на балку
устанавливают кронштейны гидрогасителей
и поводков, опоры скользунов. Сборка
осуществляется в поворотном
кондукторе. Собранные узлы скрепляют
прихватками и передают балку на
следующую позицию.
IV позиция
оборудована кантователем для
окончательной сборки и сварки балки
полуавтоматами А-537. Здесь же сварные
швы зачищают,
На V позиции
надрессорную балку устанавливают на
контрольный стенд, проверяют ее
геометрические размеры, осматривают
сварные швы и проверяют их с помощью
ультразвукового дефектоскопа.
На
заключительной VI позиции производится
дробеструйная очистка балки в камере
проходного типа от пригаров, шлака,
сварочных брызг. После очистки
надрессорную балку покрывают грунтовкой
ФЛ-ОЗ-К, окрашивают черной эмалью
ПФ-115 или МС-Г7, сушат в камере и передают
на общую сборку тележек.
Общая
сборка тележек осуществляется на
поточной линии, состоящей из семи
рабочих позиций.
I позиция оборудована
сборочным стендом с фиксаторами для
колесных пар, которые подбирают с
разницей диаметров по кругу катания
не более 6 мм. На закрепленные фиксаторами
колесные пары монтируют буксовые
пружинные комплекты. Затем на опору
стенда устанавливают поддон центрального
подвешивания с комплектом пружин, на
которые затем укладывают надрессорную
балку так, чтобы внутренние пружины
комплектов вошли в ее гнезда. Далее с
помощью кран-балки опускают раму на
колесные пары, совмещая хвостовики
шпинтонов с отверстиями в кронштейнах
букс, и гидравли-ческими домкратами
стенда поднимают поддон, сжимая
пружинные комплекты.
Рис.5.4.
Кондуктор для сборки и сварки рамы
тележки:
1 – основание; 2 –
пневматический прижим для концевой
балки; 3 - собираемая рама тележки; 4 и
5 – пневмоприжимы соответственно для
продольной и поперечной балок; 6 –
упор-фиксатор для промежуточных балок;
7 – упор для установки поперечных
балок; 8 и 9 – фиксаторы для установки
соответственно поперечных и продольных
балок; 10 – фиксатор для установки
тормозных контейнеров
После
завершения всех сборочно-сварочных
операций рама передается конвейером
на участок дробеструйной очистки,
грунтовки, окраски и сушки.
Заключительными
операциями изготовления рамы тележки
являются сверление отверстий для
крепления шпинтонов, предохранительных
скоб, тормозных устройств и других
деталей и установка шпинтонов.
Надрессорная
балка тележки выполнена в виде сварной
конструкции коробчатого сечения и
состоит из следующих основных
элементов: верхнего пояса, крестовины,
опорных узлов, кронштейнов поводков,
опор скользунов. Элементы надрессорной
балки перед сборкой и сваркой покрывают
декстринно-меловым составом,
предохраняющим поверхности от
прилипания сварочных брызг. Общая
сборка балки в условиях серийного
производства осуществляется на
поточной линии.
I позиция поточной
линии оборудована кондуктором, на
который устанавливают базовый узел
надрессорной балки – верхний пояс.
Затем устанавливают крестовину,
опорные узлы и боковые листы. Собранные
элементы сваривают с внутренней
стороны полуавтоматической сваркой
в среде углекислого газа с использованием
полуавтомата А-537. После этого
укладывают нижний лист балки, усиливающие
накладки и соединяют их с боковыми
листами с помощью прихваток.
II
позиция предназначена для сварки
собранного узла в среде углекислого
газа полуавтоматом А-537 и оборудована
двухстоечным кантователем для
балки.
На III позиции на балку
устанавливают кронштейны гидрогасителей
и поводков, опоры скользунов. Сборка
осуществляется в поворотном
кондукторе. Собранные узлы скрепляют
прихватками и передают балку на
следующую позицию.
IV позиция
оборудована кантователем для
окончательной сборки и сварки балки
полуавтоматами А-537. Здесь же сварные
швы зачищают,
На V позиции
надрессорную балку устанавливают на
контрольный стенд, проверяют ее
геометрические размеры, осматривают
сварные швы и проверяют их с помощью
ультразвукового дефектоскопа.
На
заключительной VI позиции производится
дробеструйная очистка балки в камере
проходного типа от пригаров, шлака,
сварочных брызг. После очистки
надрессорную балку покрывают грунтовкой
ФЛ-ОЗ-К, окрашивают черной эмалью
ПФ-115 или МС-Г7, сушат в камере и передают
на общую сборку тележек.
Общая
сборка тележек осуществляется на
поточной линии, состоящей из семи
рабочих позиций.
I позиция оборудована
сборочным стендом с фиксаторами для
колесных пар, которые подбирают с
разницей диаметров по кругу катания
не более 6 мм. На закрепленные фиксаторами
колесные пары монтируют буксовые
пружинные комплекты. Затем на опору
стенда устанавливают поддон центрального
подвешивания с комплектом пружин, на
которые затем укладывают надрессорную
балку так, чтобы внутренние пружины
комплектов вошли в ее гнезда. Далее с
помощью кран-балки опускают раму на
колесные пары, совмещая хвостовики
шпинтонов с отверстиями в кронштейнах
букс, и гидравли-ческими домкратами
стенда поднимают поддон, сжимая
пружинные комплекты.
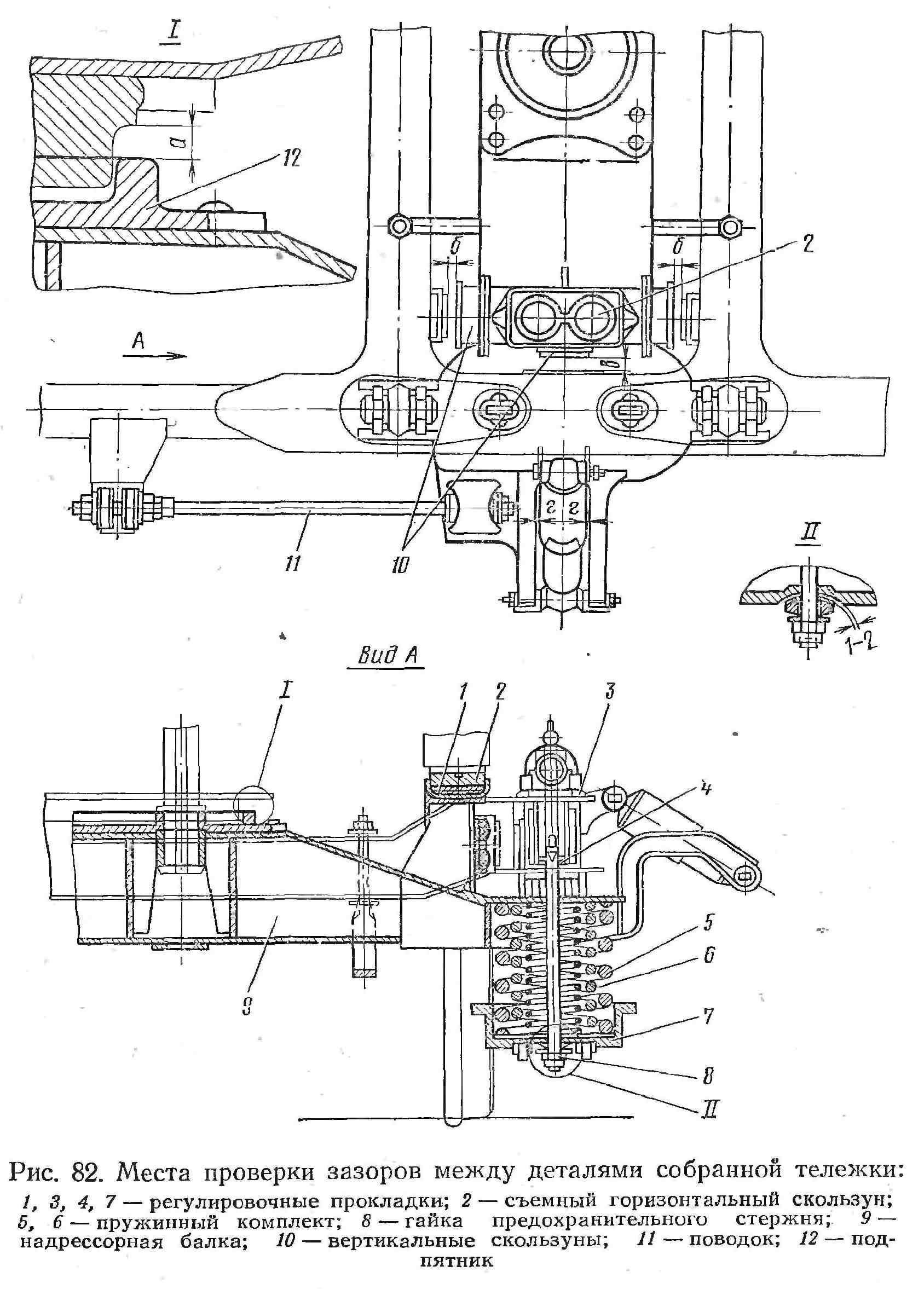 Рис.
5.5. Места проверки зазоров между
деталями собираемой тележки:
1, 3,
4, 7 – регулируемые прокладки; 2 –
съемный горизонтальный скользун; 5, 6
– пружинный комплект; 8 – гайка
предохранительного стержня; 9 -
надрессорная балка; 10 – вертикальные
скользуны; 11 – поводок; 12 –
подпятник
Устанавливают подвески
центрального подвешивания (серьги,
тяги и подшипники), соединяя поддон
с рамой тележки. Серьги подбирают
попарно с разницей по длине не более
0,5 мм. На резьбовые концы шпинтонов
наворачивают крепежные гайки.
Собранную
тележку освобождают от прижимов стенда
и перекатывают на следующую позицию
с помощью напольного конвейера.
На
II позиции производится монтаж: рычажной
тормозной передачи тележки.
Валики,
соединяющие рычаги, затяжки и тяги,
устанавливают головками внутрь
тележки и шплинтуют.
После
монтажа рычажной передачи устанавливают
и крепят предохранительные скобы
и перекатывают тележку на следующую
позицию.
III позиция предназначена
для затяжки гаек шпинтонов и центрального
подвешивания.
Здесь также
устанавливают гидравлические гасители
колебаний, продольные поводки,
скользуны, навешивают генератор и
привод генератора (для тележки котловой
стороны).
IV позиция оборудована
специальным гидравлическим стендом,
имитирующим вертикальную нагрузку
на тележку от веса вагона. Здесь
производится регулировка зазоров
боковых поперечных и продольных
скользунов, а также положения
надрессорной балки относительно рамы
тележки.
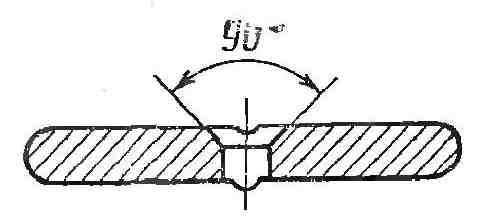
Зазоры регулируют с
помощью прокладок, а положение
балки – с помощью поводков. Размеры
зазоров должны быть (рис. 5.5): а =
16+2-1 мм;
б = 5 мм; в
35 мм (2 в = 85± 5 мм); г
7 мм.
По окончании регулировки
тележку перекатывают на позицию V, где
устанавливают фирменные таблички и
полностью проверяют качество сборки.
Дефекты, выявленные при осмотре,
исправляют, оформляют паспорт на
тележку и передают ее на позиции VI и
VII для обезжиривания поверхностей,
окраски и сушки.
Рис.
5.5. Места проверки зазоров между
деталями собираемой тележки:
1, 3,
4, 7 – регулируемые прокладки; 2 –
съемный горизонтальный скользун; 5, 6
– пружинный комплект; 8 – гайка
предохранительного стержня; 9 -
надрессорная балка; 10 – вертикальные
скользуны; 11 – поводок; 12 –
подпятник
Устанавливают подвески
центрального подвешивания (серьги,
тяги и подшипники), соединяя поддон
с рамой тележки. Серьги подбирают
попарно с разницей по длине не более
0,5 мм. На резьбовые концы шпинтонов
наворачивают крепежные гайки.
Собранную
тележку освобождают от прижимов стенда
и перекатывают на следующую позицию
с помощью напольного конвейера.
На
II позиции производится монтаж: рычажной
тормозной передачи тележки.
Валики,
соединяющие рычаги, затяжки и тяги,
устанавливают головками внутрь
тележки и шплинтуют.
После
монтажа рычажной передачи устанавливают
и крепят предохранительные скобы
и перекатывают тележку на следующую
позицию.
III позиция предназначена
для затяжки гаек шпинтонов и центрального
подвешивания.
Здесь также
устанавливают гидравлические гасители
колебаний, продольные поводки,
скользуны, навешивают генератор и
привод генератора (для тележки котловой
стороны).
IV позиция оборудована
специальным гидравлическим стендом,
имитирующим вертикальную нагрузку
на тележку от веса вагона. Здесь
производится регулировка зазоров
боковых поперечных и продольных
скользунов, а также положения
надрессорной балки относительно рамы
тележки.
Зазоры регулируют с
помощью прокладок, а положение
балки – с помощью поводков. Размеры
зазоров должны быть (рис. 5.5): а =
16+2-1 мм;
б = 5 мм; в
35 мм (2 в = 85± 5 мм); г
7 мм.
По окончании регулировки
тележку перекатывают на позицию V, где
устанавливают фирменные таблички и
полностью проверяют качество сборки.
Дефекты, выявленные при осмотре,
исправляют, оформляют паспорт на
тележку и передают ее на позиции VI и
VII для обезжиривания поверхностей,
окраски и сушки.
Технология
изготовления рессор и пружин
Рессоры
и пружины должны обладать достаточной
статической, динамической и/усталостной
прочностью, пластичностью и сохранять
свои упругие свойства в течение всего
срока работы.
Листовые рессоры
всех типов и винтовые пружины для
вагонов изготовляют из кремнистых
рессорно-пружинных сталей марок 55С2
и 60С2 с химическим составом, указанным
в табл. 5.1.
Таблица
5.1
|
Марка
стали
|
Содержание,
%
|
|
углерода
|
марганца
|
кремния
|
серы
|
фосфора
|
никеля
|
хрома
|
|
Не
более
|
|
55С2
|
0,52-0,60
|
0,6-0,9
|
1,5-2,0
|
0,04
|
0,04
|
0,4
|
0,3
|
|
60С2
|
0,57-0,65
|
Механические
свойства сталей после термической
обработки должны быть не менее:
предел текучести – 1200 МПа (120 кгс/мм2);
предел прочности 1300 МПа (130 кгс/мм2).
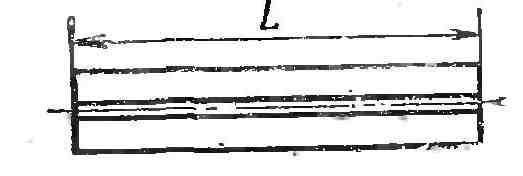
Для
изготовления листовых рессор используют
полосовой прокат желобчатого
прямоугольного сечения, технологическая
схема изготовления приведена в табл.
5.2.
Таблица
5.2
|
Наименование
и эскиз операций технологического
процесса изготовления листовых
рессор
|
Оборудование,
инструмент, режим выполнения операции
|
|
Входной
контроль исходного материала
 Резка
заготовок листов по размеру
L
Резка
заготовок листов по размеру
L
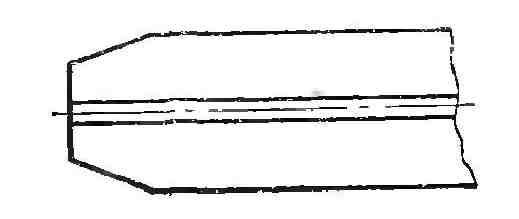
 Обрезка
концов наборных листов по
трапеции
Обрезка
концов наборных листов по
трапеции
 Зачистка
заусенцев после обрезки Сверление
и зенкование отверстий в коренных
листах
Зачистка
заусенцев после обрезки Сверление
и зенкование отверстий в коренных
листах
 Сверление
и зенкование отверстий в
наконечниках
Сверление
и зенкование отверстий в
наконечниках
 Нагрев
листов под гибку и закалку
Гибка
и закалка листов одновременно с
одного нагрева
Отпуск рессорных
листов (максимальный интервал
между закалкой и отпуском 4 ч)
Контроль
листов после закалки и отпуска
Подбор
рессорных листов в секцию
Упрочнение
листов методом наклепа дробью с
вогнутой стороны
Сборка листов
секции на центральную
заклепку
Установка хомута в
горячем состоянии с двукратным
обжатием
Испытание секции
рессоры под нагрузкой Р
Нагрев
листов под гибку и закалку
Гибка
и закалка листов одновременно с
одного нагрева
Отпуск рессорных
листов (максимальный интервал
между закалкой и отпуском 4 ч)
Контроль
листов после закалки и отпуска
Подбор
рессорных листов в секцию
Упрочнение
листов методом наклепа дробью с
вогнутой стороны
Сборка листов
секции на центральную
заклепку
Установка хомута в
горячем состоянии с двукратным
обжатием
Испытание секции
рессоры под нагрузкой Р
 Сборка
секций в полукомплект, подбор
комплекта и испытание на рабочую
нагрузку
Сборка
секций в полукомплект, подбор
комплекта и испытание на рабочую
нагрузку
|
Выборочно
2% от партии по ГОСТ
14959–69
Пресс-ножницы
Пресс-ножницы,
штамп
Зачистной станок
Сверлильный
станок, кондуктор
То же
Печь
с толкателем. Температура нагрева
900–950° С, время нагрева 30–35
мин
Гибочно-закалочный агрегат
барабанного типа. Температура
закалки 840– 880° С, температура масла
18–80° С, время выдержки в масле 60
с
Печь. Время отпуска 35–40 мин,
температура отпуска
460–510°С
Твердомер. Твердость
НВ 363–432
В подобранной секции
должен быть между коренным и вторым
листами в свободном состоянии зазор
h<4 мм
Дробеструйный аппарат,
конвейер. Подача дроби 60–90 кг/мин,
частота вращения турбинки 2300
об/мин, скорость конвейера 4 м/мин,
диаметр стальных дробин 0,8–1,2
мм
Пневматический пресс. Перед
сборкой листы смазывают смесью
графита с маслом
Нагревательная
печь, гидропресс усилием 100 тс,
пресс усилием 15 тс. Нормы отклонений
по зазорам установлены ГОСТ
1425–62
Пресс
Пресс,
приспособления
|
Рессорные
комплекты подвергают испытаниям по
которым определяют отсутствие
остаточной деформации под действием
пробной нагрузки и действительный
прогиб под рабочей статической
нагрузкой.
Испытание на остаточную
деформацию под действием пробной
нагрузки производится двукратным
нагружением рессоры. После снятия
нагрузки измеряют высоту рессоры в
свободном состоянии, она должна
оставаться неизменной.
На прогиб
под рабочей статической нагрузкой
испытание проводят в следующем порядке:
рессору плавно нагружают до рабочей
статической нагрузки и замеряют
прогиб; затем нагрузку повышают до
пробной, плавно снижают до рабочей
статической и вторично замеряют
прогиб. Разность между полусуммой
замеренных прогибов и расчетным
прогибом, указанным в чертеже, отнесенная
к расчетному прогибу, не должна
превышать ±8%.
Технология изготовления
цилиндрических пружин предусматривает
выполнение следующих операций:
резка прутков, оттяжка концов
заготовки, нагрев под навивку, навивка,
термообработка, упрочнение, обжатие
для испытания на остаточную деформацию,
обработка торцов, испытание,
контрольная проверка и окраска с
последующей сушкой.
Резка прутков
на заготовки осуществляется в
холодном состоянии на пресс-ножницах
или эксцентриковых прессах в штампе.
Разрешается прутки диаметром 30 мм и
более резать по разметке бензорезом.
Оттяжка
концов заготовок осуществляется с
предварительным подогревом в щелевых
печах до 820–950° С в течение 8–15 мин в
зависимости от диаметра прутка. Концы
оттягивают на молоте или на ковочных
вальцах в зависимости от диаметра
прутка. Для прутков диаметром 13 мм
и меньше можно концы не оттягивать.
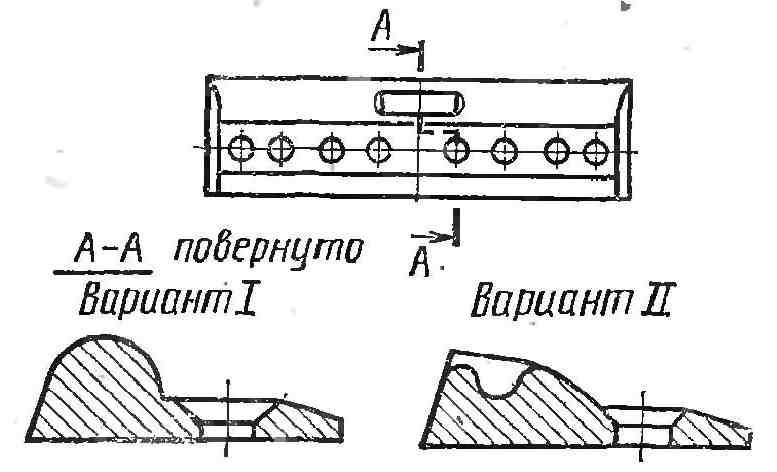
Процесс
оттяжки на ковочных вальцах (рис. 5.6)
производится с кантовкой заготовки
2 на 90° за семь проходов для одного
конца. Расстояние α между сегментами
1 вальцев регулируется по диаметру
прутка.
Рис. 5.6. Схема
оттяжки концов
прутков на ковочных
вальцах
Концы заготовок
оттягиваются на длину 1/3 длины окружности
витка и ширину не менее 0,7 диаметра
прутка.
После оттяжки на каждый
конец наносят клейма маркировки:
условный номер завода-изготовителя
и марку стали.
Навивку и закалку
пружин осуществляют с одного нагрева
при 900–950° С в полуметодической печи.
Время нагрева в зависимости от диаметра
заготовки 8–42 мм составляет соответственно
8–20 мин. Навивка нагретых прутков
выполняется на специальных станках.
Для мелкосерийного производства
используются токарно-винторезиые
станки, оборудованные соответствующими
приспособлениями для навивки.
После
навивки выравнивают шаг витков на
калибровочном прессе, поджимают концы
пружины и проверяют ее высоту. Затем
пружина поступает в закалочный барабан,
вращающийся с частотой 0,4 об/мин.
Температура закалки 830–870° С.
Если
технологически невозможно навить и
закалить пружину с одного нагрева,
то после навивки производится повторный
нагрев под закалку.
Закалочная
среда – вода при температуре 25–60° С
для пружин с диаметром прутка более
25 мм или машинное масло для пружин с
диаметром прутка 25 мм и менее.
Для
улучшения механических свойств и
устранения внутренних напряжений все
пружины после закалки подвергают
отпуску в двухзонных конвейерных
печах. При этом максимальный интервал
между закалкой и отпуском допускается
не более 4 ч. Температура отпуска должна
быть в пределах 480–520° С.
Время
нагрева зависит от диаметра прутка и
среднего диаметра пружины (табл.
5.3).
Таблица
5.3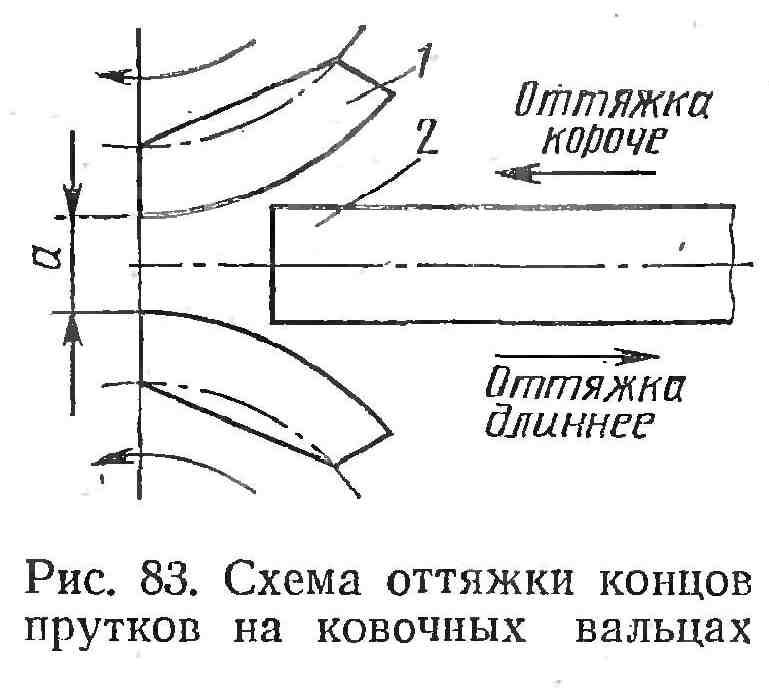
|
Средний
диаметр пружины, мм
|
Диаметр
прутка, мм
|
Время
нагрева, мин
|
|
160–295
100–210
80–130
|
36–45
25–32
13–16
|
56
46
35
|
После
отпуска пружины охлаждают в воде до
100° С. Твердость металла поле отпуска
должна быть в пределах НВ 370 – 440 {HRC
40–47).
Испытание пружин на снятие
остаточной деформации производится
после охлаждения однократным сжатием
до соприкосновения витков с выдержкой
5–8 с.
Торцы пружин с диаметром
прутка более 8 мм обрабатывают на
лобовых и торцовых шлифовально-обдирочных
станках с охлаждающей жидкостью, с
диаметром прутка до 8 мм – на токарных
станках. Затем пружины осматривают,
обмеряют и направляют на упрочнение.
При
серийном производстве пружины с
диаметром прутка 14 мм и более и наружным
диаметром более 80 мм подвергают наклепу
в специальной дробеметной установке.
Режим наклепа устанавливают такой,
при котором каждая точка поверхности
пружины находится под действием потока
дроби в течение 20–30 с. Подача дроби
70–100 кг/мин, диаметр дробин 0,8–1,2 мм.
После наклепа пружины должны иметь
поверхность светлого (серебристого)
тона без зон с черновинами.
Заключительная
операция изготовления пружин –
испытание на прогиб под рабочей
нагрузкой,
Разность между прогибами
фактическим и расчетным (указан на
чертеже), отнесенная к расчетному
прогибу, не должна выходить за пределы
+12 или -8%.
После испытания на каждый
оттянутый конец пружины наносят дату
изготовления.
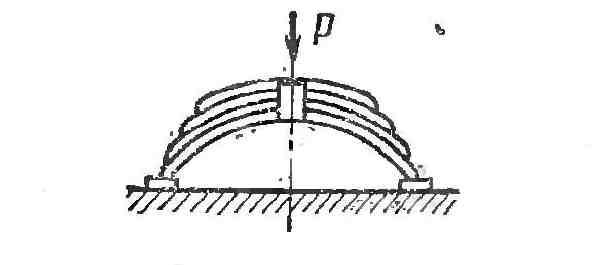
Для повышения несущей
способности пружин применяется их
заневоливание. Сущность заневоливания
заключается в том, что пружины подвергают
сжатию до соприкосновения витков с
выдержкой в таком состоянии в течение
12–48 ч или многократным (10–12-кратным)
сжатиям.
После снятия нагрузки в
поперечном сечении прутка образуются
остаточные напряжения, максимальные
в наружной зоне сечения и противоположные
по знаку рабочим напряжениям. Благодаря
этому пружина приобретает способность
выдерживать большую нагрузку и имеет
увеличенный рабочий прогиб.
Расчетная
жесткость заневоленной пружины в 2,9
раза больше, чем незаневоленной.
|

