

Верстка 4 Пособие для Сталевара КЦ-1
.pdf2013
Специальный курс
Подразделение: Конвертерныйцех № 1
Профессия: Сталевар конвертера
С О Д Е Р Ж А Н И Е
ВВОДНАЯ ЧАСТЬ ………………………………………………………….…..3
Раздел 1. Общие сведения о процессе производства стали в конвертерных цехах ОАО «НЛМК»……………………….……. 5
Раздел 2. Специальные знания для сталевара конвертера.
Устройство и принцип работы основного и вспомогательного оборудования ……………………………………………….……….19
Тема 1. Устройство и принцип работы конвертера ……………………….20 Тема 2. Верхние продувочные фурмы ……………………………...……..30 Тема 3. Комплекс оборудования отсечки шлака ………………………....31 Тема 4. Машина для бурения футеровки сталевыпускного
отверстия конвертера………………………………………………35
Тема 5. Приспособление для очистки горловины конвертера …………..37 Тема 6. Установка локального торкретирования …………………………38
Тема 7. Система лазерного сканирования «Lacam-M»
по определению остаточной толщины рабочего слоя конвертора, емкостью 160 тонн ………………………………….40
Тема 8. Шлаковоз самоходный …………………………………………….41 Тема 9. Устройство подачи ферросплавов в сталеразливочный ковш …..43
Раздел 3. Специальные знания для сталевара конвертера.
Процесс выплавки стали в КЦ-1 ОАО «НЛМК» …………………44
Тема 1. Подготовка конвертера к работе ………………………………….45 Тема 2. Огнеупорные материалы …………………………………………46
Тема 3. Шихтовые материалы ……………………………………………..47
Тема 4. Загрузка шихтовых материалов в конвертер ………………….…50 Тема 5. Продувка металла в конвертере …………………………………..53 Тема 6. Измерение температуры, отбор проб металла и шлака …………54 Тема 7. Выпуск плавки, требования к ферросплавам ……………………59
Тема 8. Отсечка шлака ……………………………………………………..65
Тема 9. Слив шлака из конвертера …………………………………..……67
Тема 10. Подготовка конвертера к следующей плавке …………………..69 Тема 11. Замена кислородной фурмы ……………………………………..77
Раздел 4. Применение системы повышения эффективности производства в ОАО «НЛМК» в процессе выплавки стали ……..80
Тема 1. Система повышения эффективности производства в ОАО «НЛМК»……………………………………….………..……81
Тема 2. Контрольные карты, применяемые в рамках СПЭП в ОАО «НЛМК» …………………………………………………..86
Тема 3. Альтернативные системы повышения эффективности производства ……………………………………………………….88
Перечень нормативных документов, требования которых должен выполнять сталевар конвертера ………………………………………
Список рекомендуемой литературы ………………………………………….
2

ВВОДНАЯ ЧАСТЬ
Качество товарной продукции, выпускаемой ОАО «НЛМК» в значительной степени зависит от квалификации, знаний, умелых действий персонала на всех этапах производства и, соответственно, от профессиональной подготовки.
Настоящее пособие предназначено для использования в качестве дополнительного учебного материала при обучении вновь принятого персонала профессии «Сталевар конвертера» Конвертерного цеха № 1.
Изучение данного пособия предполагает, что обучаемым уже были изучены темы общетехнического курса в объеме, предусмотренном программой подготовки вновь принятых рабочих по профессии «Сталевар конвертера».
Обучающийся по данной профессии по окончании курса обучения, допущенный к самостоятельной работе, должен знать:
общие сведения о производстве стали в конвертерных цехах ОАО «НЛМК» по переделам;
технические характеристики, устройство и принцип работы основного и вспомогательного оборудования: конвертера; комплекса оборудования отсечки шлака; машины для бурения футеровки сталевыпускного отверстия конвертора; приспособления для очистки горловины конвертера; установки локального торкретирования; лазерного сканера «Lacam-M» по определению остаточной толщины рабочего слоя конвертера; шлаковоза самоходного; устройства подачи ферросплавов в сталеразливочный ковш; для замера температуры и окисленности металла; отправки проб металла в лабораторию (пневмопочта);
химические и физические свойства огнеупорных и шихтовых материалов, а также предъявляемые к ним требования;
последовательность технологических операций ведения плавки: подготовка конвертера к работе; завалка шихты; продувка металла кислородом; раскиление и легирование стали в сталевозном ковше; выпуск плавки; подготовка конвертера к следующей плавке;
применение системы повышения эффективности производства (СПЭП) в работе;
несоответствие параметров технологического процесса установленным, отклонения работы оборудования.
При изучении данного курса обучающиеся должны пользоваться
картами последовательности технологических операций* (Таблица 1), регламентирующими и иллюстрирующими порядок действий сталевара конвертера при выполнении им операций.
* - перечень действующих карт должен уточняться при проведении обучения
3
Перечень КПТО, регламентирующий порядок действий сталевара
|
|
|
|
Таблица 1 |
|
|
|
|
|||
Шифр КПТО |
Название операции |
|
|||
КПТО 006-002-18771-0001-2010 |
Завалка металлолома в конвертер |
|
|||
КПТО 006-002-18771-0003-2010 |
Заливка чугуна в конвертер |
|
|||
КПТО 006-002-18771-0005-2010 |
Замер температуры |
и окисленности |
|||
металла после продувки и плавки |
|
||||
|
|
||||
КПТО 006-002-18771-0007-2010 |
Отбор пробы металла после продувки |
||||
плавки, ее обработка и отправка |
|
||||
|
|
||||
КПТО 006-002-18771-0009-2010 |
Отдача ферросплавов на раскисление |
||||
и легирование при выпуске металла |
|
||||
|
|
||||
КПТО 006-002-18771-0011-2011 |
Измерение НЗ |
|
|
|
|
КПТО 006-002-18771-0012-2011 |
Наладка и калибровка |
технологи- |
|||
ческого оборудования |
|
|
|
||
|
|
|
|
||
КПТО 006-002-18771-0013-2011 |
Подварка |
футеровки |
конвертера |
||
огнеупорными материалами |
|
||||
|
|
||||
КПТО 006-002-18771-0014-2011 |
Перегрузка |
торкрет-массы |
из |
||
приемных |
бункеров |
в |
расходные |
||
|
системы факельного торкретирования |
||||
КПТО 006-002-18771-0015-2011 |
Получение и доставка ферросплавов и |
||||
раскислителей на плавку |
|
|
|||
|
|
|
|||
КПТО 006-002-18771-0016-2011 |
Факельное торкретирование футеров- |
||||
ки конвертера |
|
|
|
||
|
|
|
|
||
КПТО 006-002-18771-0017-2011 |
Удаление |
настылей |
с |
кислородной |
|
фурмы |
|
|
|
|
|
|
|
|
|
|
|
КПТО 006-002-18771-0018-2011 |
Удаление |
настылей |
с |
горловины |
|
конвертера |
|
|
|
|
|
|
|
|
|
|
|
КПТО 006-002-18771-0019-2011 |
Выпуск металла из конвертера |
|
|||
КПТО 006-002-18771-0024-2011 |
Горячий |
ремонт сталевыпускного |
|||
отверстия |
|
|
|
|
|
|
|
|
|
|
|
4

РАЗДЕЛ 1
Общие сведения о процессе производства стали в конвертерных цехах ОАО «НЛМК»
Сталь – сплав железа с углеродом и другими химическими элементами, содержащий, по сравнению с чугуном, значительно меньше углерода (не более 2,14%).
Кислородно-конвертерный процесс представляет собой один из видов передела жидкого чугуна в сталь без затраты топлива путем продувки чугуна в конвертере технически чистым кислородом.
Процесс производства стали можно представить как ряд операций, задачей которых является: удаление примесей из чугуна за счет его продувки в конвертере технически чистым кислородом; раскисление полученного полупродукта; легирование жидкой стали с целью получения заданных механических свойств; удаление из жидкой стали вредных примесей и растворенных газов; получение литых заготовок.
Сталеплавильное производство ОАО «НЛМК» состоит из двух Конвертерных цехов: Конвертерного цеха № 1 (КЦ-1) и Конвертерного цеха № 2 (КЦ-2).
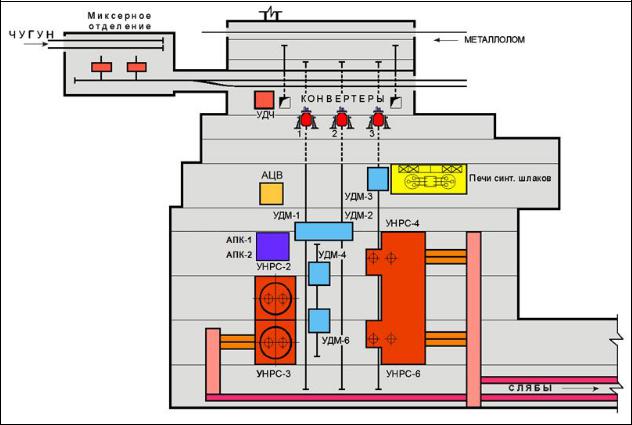
Рис. 1 Схема расположения основных участков и оборудования КЦ-1
Конвертерный цех № 1 (рис. 1) оснащен: двумя миксерами вместимостью по 1300 т каждый; оборудованием для перелива чугуна из чугуновозных ковшей в миксеры и заливочные ковши вместимостью по 160 т; тремя конвертерами номинальной емкостью по 160 т; оборудованием тракта подачи сыпучих материалов и подготовки ферросплавов; двумя электропечами
6
для выплавки синтетических шлаков массой садки по 70 т; оборудованием для ремонта, подготовки и транспортирования сталеразливочных ковшей вместимостью 180 т и промежуточных ковшей вместимостью по 23 и 50 т; четырьмя установками доводки металла (УДМ); двумя агрегатами «печьковш» (АПК); двумя двухручьевыми слябовыми установками непрерывной разливки стали (УНРС) вертикального типа и двумя двухручьевыми слябовыми УНРС криволинейного типа; оборудованием для транспортирования, осмотра, резки, хранения и отгрузки слябов, а также зачистки дефектов.
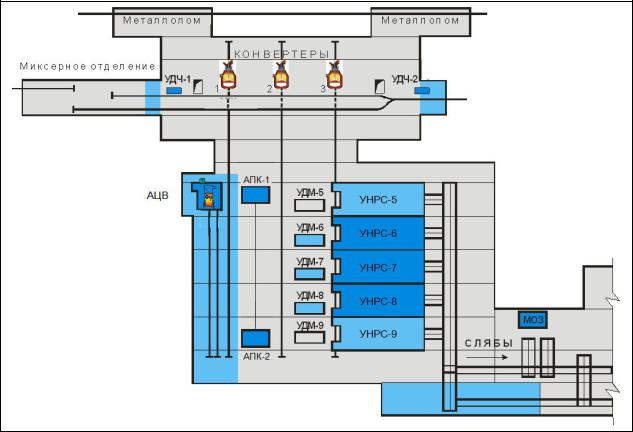
Рис. 2 Схема расположения основных участков и оборудования КЦ-2
В состав оборудования КЦ- 2 (рис. 2) входят: чугонозаливочные ковши вместимостью по 300 т; три конвертера номинальной емкостью по 300 т; оборудование тракта подачи сыпучих материалов и подготовки ферросплавов; оборудование для ремонта, подготовки и транспортирования сталеразливочных ковшей; пять установок доводки металла (УДМ); две установки химического подогрева металла (УХПМ), два агрегата «печь-ковш» (АПК); четыре УНРС криволинейного типа и одна - радиального типа; шесть термических печей; оборудование для транспортирования, осмотра, резки, хранения и отгрузки слябов, а также зачистки дефектов.
7

Для производства стали в конвертерных цехах жидкий передельный чугун в чугуновозных ковшах доставляется из доменных цехов в миксерное отделение конвертерного цеха, где переливается в миксер для усреднения химического состава и температуры (рис. 3). Далее чугун из миксера выпускают в чугунозаливочный ковш.
Рис. 3 Перелив чугуна из чугуновозных ковшей в заливочный ковш в миксерном отделении
При производстве стали с ограничениями по массовой доле серы, а также при переработке чугуна с повышенной массовой долей серы, чугун в чугунозаливочном ковше обрабатывают на установке десульфурации чугуна
(УДЧ).
Операция десульфурации заключается в обработке чугуна десульфурирующими реагентами (магнием гранулированным пассивированным и известью молотой флюидизированной), которые вдуваются в него через погружную фурму в струе инертного газа (азота) (рис. 4).
8
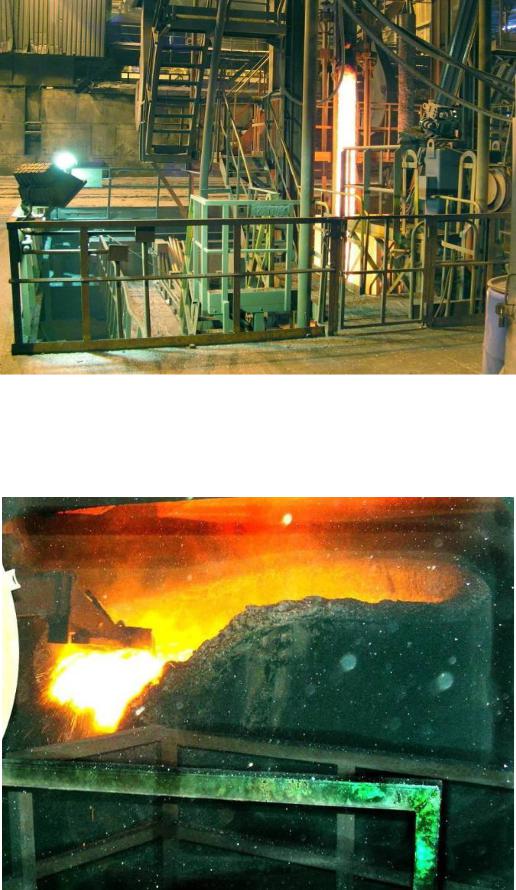
Рис. 4 Поднятая фурма после окончания продувки чугуна азотом
При взаимодействии извести и магния с серой образуются твердые нерастворимые соединения (CaS и MgS), которые переходят в шлак. По окончании продувки производится скачивание шлака (рис. 5).
Рис. 5 Скачивание шлака из чугуновозного ковша машиной для скачивания шлака
9

Чугунозаливочный ковш с жидким чугуном из миксерного отделения или с УДЧ подается на рабочую площадку конвертерного отделения к моменту выпуска предыдущей плавки.
Металлическая шихта конвертерной плавки состоит из жидкого передельного чугуна и металлошихты. Подготовленный металлический лом загружают в наклоненный конвертер совками (рис. 6).
Расход лома определяется условиями теплового баланса плавки, его доля обычно не превышает 27 % от массы металлической шихты. Не допускается содержания в ломе примесей цветных металлов (хром, никель, медь, цинк, медь, свинец, олово и др.), ухудшающих качество стали. Лом не должен содержать взрывчатых веществ, а также горюче-смазочных материалов, снега, льда, закрытых сосудов, поскольку при заливке чугуна на лом, содержащий эти примеси, возможны взрывы.
Рис. 6 Завалка металлического лома в конвертер
После завалки лома конвертер переводится в вертикальное положение и по тракту сыпучих материалов в него подаются шлакообразующие материалы (30-60 % от требуемого расхода на плавку). В качестве основных
10