

3. Центрирование целиндрических заготовок
В зависимости от того, сколько плоскостей симметрии заготовки совмещается с плоскостями симметрии приспособления, образуемыми его установочными элементами, различают одно-, двух- и трехстепенное центрирование.
Центрирование цилиндрических заготовок (дисков, валов) относится к случаю двухстепенного центрирования, так как ось заготовки образуется в результате пересечения двух ее взаимно перпендикулярных плоскостей симметрии.
Схема центрирования диска в сходящихся призмах (рис. 6.4, а) имеет избыточные связи.
На стадии базирования диск должен иметь возможность поворота вокруг своей оси, т.е. должен быть лишен 5 степеней свободы. Поэтому из 6 опорных точек, которые дает приспособление, одна является лишней. При наличии погрешностей формы заготовки между одной из граней призм и заготовкой может появиться зазор, условия закрепления окажутся неблагоприятными. Весьма ненадежным будет закрепление заготовки при смещении центров вырезов призм друг относительно друга (рис. 6.4,б).

Рис. 6.4. Центрирование заготовки–диска
Итак сама система подвижных призм без учета приложения силы зажима должна лишать деталь всего лишь двух степеней свободы – перемещения относительно оси Х – Х и перемещения относительно оси У – У.
Этого можно достигнуть следующими способами:
1. Выполнить одну из призм качающейся.
2. Увеличить зазор в направляющих одной из призм, например, в правой (см. рис.6.5,а), т.е. как и в первом способе, увеличить число степеней свободы зажимов.
3. Уменьшить число точек контакта элементов приспособления с заготовкой, выполнив одну из призм плоской (рис. 6.5,б), т.е. ползуном.
Схема базирования, показанная на рис. 6.5,б, является более целесообразной и теоретически правильной для центрирования диска. Она характеризуется полным отсутствием избыточных связей. Положительной стороной рассмотренной схемы является и то, что точность расположения рабочих поверхностей крепежных элементов друг относительно друга не оказывает влияния на точность центрирования. Но скорость перемещения призмы должна быть больше скорости перемещения ползуна, т.е.
![]() .
.

Рис. 6.5. Теоретически правильная схема базирования диска
Для этого, например,
в винтовых тисках шаги
![]() и
и
![]() левого и правого винтов, перемещающих
губки, должны быть различными:
левого и правого винтов, перемещающих
губки, должны быть различными:
![]()
![]() .
.
Практически левую призму можно также заменить двумя ползунами, если заставить их сходиться к центру с одинаковой скоростью. При этом получаем схему обычного трехкулачкового самоцентрирующего патрона (рис. 6.6).
Центрирование в трехкулачковом патроне имеет несомненные преимущества перед центрированием в призмах. Здесь угловое расположение кулачков практически не оказывает влияния на точность центрирования.

Рис. 6.6. Базирование диска в трехкулачковом патроне
Каждый кулачок патрона при центрировании детали типа диска можно рассматривать, как направленный зажим, соприкасающийся с изделием в одной точке, поэтому сам по себе отдельно взятый кулачок не лишает деталь свободы какого–либо перемещения, т.е. не дает ни одной базовой точки. Однако совокупность трех кулачков, перемещающихся к центру, с равномерной скоростью лишает деталь двух степеней свободы, т.е. перемещений относительно осей Х – Х и У – У.
Центрирование относительно коротких валов можно осуществлять и в трехкулачковых патронах с удлиненными развитыми кулачками. Однако, если при этом не "освободить" один из куличков, то получим центрирующий механизм с избыточными связями (рис. 6.7).
Действительно,
каждый кулачок, как направленный зажим,
дает
![]() базовую точку, а все три базовые точки
от трех кулачков. За счет одновременного
схождения тех же кулачков к центру в
соответствии с приведенными выше
рассуждениями имеем еще две базовые
точки. Последняя шести базовая точка
должна лишить деталь возможности
перемещения вдоль ее оси.
базовую точку, а все три базовые точки
от трех кулачков. За счет одновременного
схождения тех же кулачков к центру в
соответствии с приведенными выше
рассуждениями имеем еще две базовые
точки. Последняя шести базовая точка
должна лишить деталь возможности
перемещения вдоль ее оси.
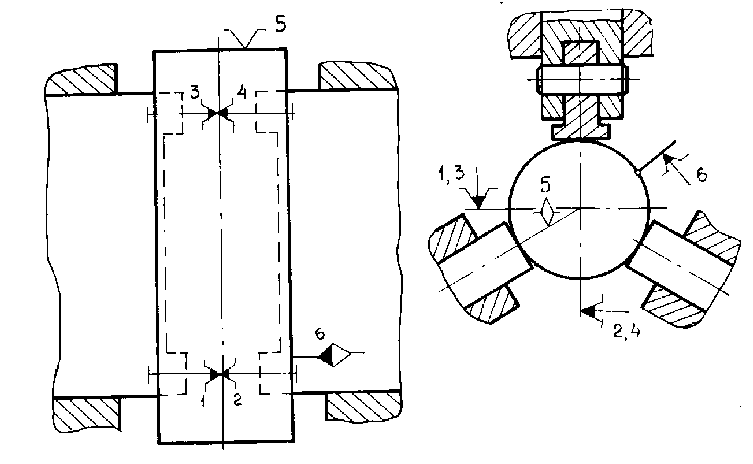
Рис. 6.7. Базирование коротких валов
в трехкулачковом самоцентрирующем патроне
В то же время, поскольку не требуется углового координирования детали, ее достаточно лишить только пяти степеней свободы. Для этого необходимо: "освободить" один из кулачков – выполнить его в виде качающегося прихвата.
Установку в центрах также следует отнести к случаю двухстепенного центрирования.
Ось цилиндрической детали можно рассматривать как след пересечения двух взаимноперпендикулярных плоскостей ее симметрии.
При установке заготовки в центрах (рис. 6.8) ее ось совмещается с линией центров станка, т.е. осуществляется двухстепенное центрирование.
Контакт центров с центровыми отверстии осуществляется по узкой полоске, условно – окружности. Если считать, что окружность определяется тремя точками, то каждый из центров дает три условных точки контакта, но число базовых точек для подвижного центра будет: 3 – 1 = 2.

Рис. 6.8. Установка вала в центрах
Итак, в совокупности, неподвижный и подвижный центры лишают деталь пяти (3 + 2 = 5) степеней свободы. При этом, как указывалось ранее, обеспечивается двухстепенное центрирование (4 базовые точки), а передний центр к тому же ориентирует деталь в продольном направлении (5-я базовая точка).

Рис. 6.9. Центрирование длинных валов
При центрировании длинных валов (рис. 6.9) необходимо иметь две разнесенные "линии" центрирования. Они могут быть выполнены либо по схеме призма–ползун (рис. 6.9,а), либо по схеме трехкулачкового патрона (рис. 6.9,б).