

3. Оборудование инструменты, материалы
3.1. Станок горизонтально-фрезерный, модели 6Н82Г.
3.2. Приспособление - тиски машинные ручные.
3.3. Инструмент- фреза цилиндрическая насадная, D = мм, z = .
3.4. Комплект заготовок (15 шт.), материал сталь 40, ГОСТ 1050-81.
3.5. Секундомер однострелочный.
Таблица 1
|
Нормативный |
Точность наблюдения, % | |||||
|
коэффициент устойчивости |
3 |
5 |
8 |
10 |
15 |
20 |
|
ряда КУ |
Число замеров | |||||
|
1,2 1,3 1,5 1,8 2,0 2,5 3,0 |
12 22 45 91 125 205 278 |
7 10 19 33 45 75 100 |
5 6 9 16 22 30 40 |
4 5 7 11 14 21 25 |
- 4 5 7 8 11 14 |
- - 4 5 6 8 10 |
Таблица 2
Нормативные коэффициенты устойчивости
|
Тип производства на рабочем месте |
Продолжи тельность |
Нормативный коэффициент устойчивости | ||
|
|
элемента |
Машинная работа |
Машинно-ручная работа |
Ручная работа |
|
Массовое
Крупносерийное
Среднесерийное
Мелкосерийное и единичное |
до 10 вкл. свыше 10 до 10 вкл. свыше 10 до 10 вкл. свыше 10 - |
1,2 1,1 1,2 1,1 1,2 1,1 1,2
|
1,5 1,2 1,6 1,3 2,0 1,6 2,0
|
2,0 1,5 2,3 1,7 2,5 2,3 3,0
|
4. Порядок выполнения работы
4.1. Ознакомиться с заданием на работу.
В ходе выполнения работы необходимо определить норму штучного времени расчетным методом и проверить ее хронометражом для операции фрезерования плоскости. Схема обработки для рассматриваемой операции представлена на рис.2. По указанию преподавателя в бланке отчета заполняется таблица исходных данных.
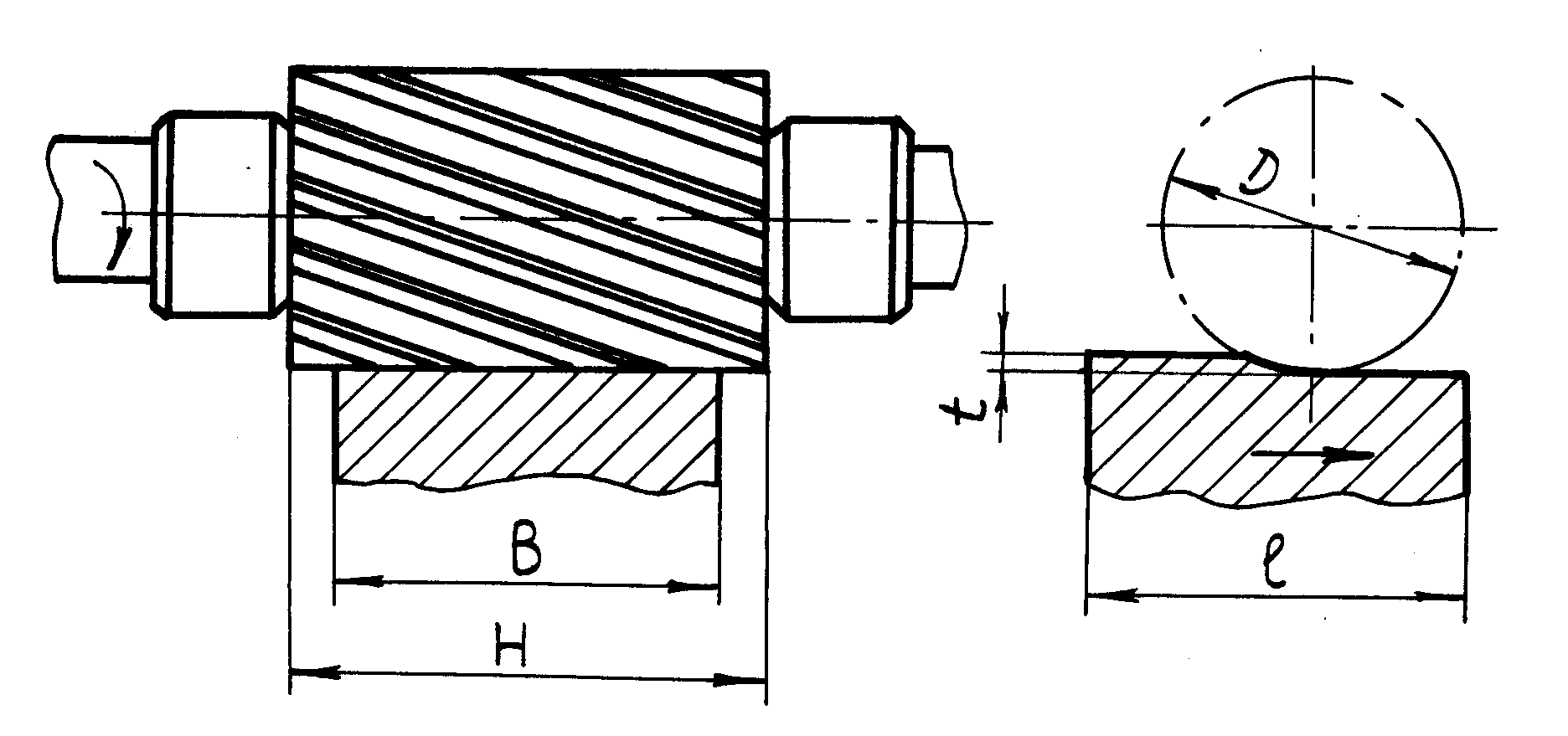
Рис. 2. Схема обработки плоскости цилиндрической фрезой.
4.2. Провести расчет нормы штучного времени на обработку.
На норму штучного времени при фрезеровании оказывают влияние геометрические размеры обрабатываемой поверхности и назначенные режимы резания. Норма штучного времени определяется по формуле (1).
4.2.1. Произвести расчет основного времени Т0по формуле
![]() , (8)
, (8)
где L- расчетная длина рабочего хода;
l- длина обрабатываемой поверхности, определяемая по чертежу и равная для фрезерования плоскостей, фасонных поверхностей, пазов и уступов длине обрабатываемой поверхности; для фрезерования шпоночного паза - глубине паза, мм;
l1- длина врезания и перебега инструмента, определяемая в зависимости от типа фрезы и способа ее установки, мм;
l2- дополнительная длина на взятие пробной стружки в зависимости от размеров фрезы, мм;
V- минутная подача фрезы, мм/мин;
s- число рабочих ходов.
По условиям обработки в данном конкретном случае заготовка фрезеруется за один проход без взятия пробной стружки. Величина врезания и перебега инструмента выбирается с учетом типа фрезы и способа ее установки (таблица 3).
4.2.2. Определить вспомогательное время на операцию из табл.4 и 5 по элементам:
на установку, закрепление и открепление заготовки (зависит от способа установки заготовки, числа одновременно устанавливаемых заготовок, массы заготовок и т.д.) (табл.4);
связанное с переходом (зависит от характера обработки, типоразмера станка и т.д.) (табл.5);
на дополнительные приемы, связанные с установкой и снятием заготовки;
на контрольные измерения.
Для рассматриваемого случая время на контрольные промеры не учитывается, т.к. работа ведется на настроенном станке.
4.2.3 Рассчитать оперативное время по формуле (3).
4.2.4 Определить время на обслуживание рабочего места и перерывы в работе по формулам (4), (5), (6).
С учетом полученных результатов определить расчетную норму штучного времени операции.
4.3 Произвести хронометраж обработки партии заготовок в количестве 15 штук. Хронометраж производится при участии учебного мастера, который выполняет обработку заготовок на фрезерном станке.
Лабораторную работу выполняет бригада из 3-4 студентов.
Первый студент из бригады наблюдает за процессом обработки и подает команды на отсчет текущего времени по фиксажным точкам, второй - ведет хронометраж, т.е. отмечает время по секундомеру, третий - заполняет бланк хронометражных наблюдений.
Отсчет времени ведется с точностью до одной секунды текущего времени, т.е. секундомер включается в начале хронометражных наблюдений и выключается после полной обработки партии, которая ведется без перерыва.