

16.1.2 Особенности устройства станков с чпу
16.1.2.1 Переход в станках к ЧПУ выявил возможность принципиального изменения конструкции собственно станка. К таким изменениям относятся:
- полная автономность кинематических цепей приводов перемещений всех рабочих органов станка, при этом связь между перемещениями по координатам осуществляется только через программу;
- упрощение кинематических схем приводов подач;
- простое осуществление через числовую программу сложного во времени и точного по положению взаимодействия практически неограниченного числа координат перемещений и вспомогательных механизмов;
- введение автоматической смены инструментов, шпиндельных коробок, обрабатываемых заготовок;
- простое построение станка по компоновке, обеспечивающей наиболее рациональное (по производительности, стоимости и т.п.) его использование при обработке данного класса деталей на основе использования нормализованных узлов и конструктивных модулей.
|
16.1.2.2 Для станков с ЧПУ регламентированы международным стандартом ISO-R841 направления осей координат и поворотов вокруг них, а также соответствующая символика. За основу принята определяемая по т.н. правилу правой руки система координат X, Y, Z (рис. 16.1,а,б), оси которой указывают положительные направления перемещения режущих инструментов относительно неподвижной детали. За положительное направление перемещения принято считать такое, при котором инструмент отходит от заготовки. Ось Х всегда располагают горизонтально, а ось Z совмещают с осью вращения шпинделя. Т.о. исходной осью (Z) является ось рабочего шпинделя. Если эта ось поворотная, её положение определяют перпендикулярно плоскости крепления детали. Положительное направление оси Z – от устройства крепления детали к инструменту. |
|
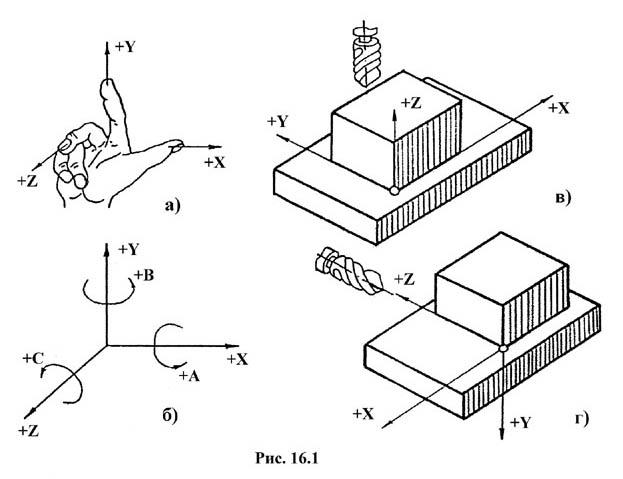
Оси X, Y, Z располагаются ближе к шпинделю, их называют первичными. Вторичные оси обозначают буквами U, V, W (эти оси параллельны первичным), третичные – Р, Q, R. Углы поворота вокруг первичных осей обозначаются буквами А, В, С (соответственно для поворота вокруг осей X, Y, Z), дополнительные углы поворота – буквами D и Е. Положительным направлением считается вращение по часовой стрелке при взгляде вдоль положительного направления соответствующей оси.
При перемещении детали (а не инструмента) положительные значения изменяют направление, а оси обозначают буквами X', Y', Z' и т.д.
На рис. 16.1,в,г показаны системы координат для станков с вертикальной и горизонтальной осью шпинделя соответственно.
16.1.3 Приводы подач станков с чпу
16.1.3.1 В станках с ЧПУ применяются приводы с разомкнутой системой управления (с шаговыми двигателями) и с замкнутой СУ (следящие).
Шаговые приводы подачи строятся на основе несилового шагового двигателя (ШД) и гидроусилителя (рис. 16.2,а) или с применением силового шагового электродвигателя. При применении шагового привода точность перемещения рабочих органов станка будет определяться погрешностью отработки ШД командных импульсов, а также зазорами и упругими деформациями кинематической цепи подачи. Частота подаваемых на ШД импульсов определяет угловую скорость вращения ротора, а их число – угол поворота. Единичный угол поворота ротора при подаче одного управляющего импульса обычно равен 1,5°±0,5°, но может быть 0,5°-10°. Ошибка в шаге хотя и может достигать 30%, но при работе ШД она не накапливается.
Следящие приводы подачи (рис. 16.2,б) состоят из электродвигателя, зубчатой передачи или редуктора для снижения частоты вращения и увеличения крутящего момента на ходовом винте, передачи винт-гайка и системы обратной связи по скорости (с датчиком скорости ДС, например, тахогенератором) и по положению рабочего органа станка (с датчиком положения /пути/ ДП или, иначе, обратной связи ДОС). Эффективность работы следящего привода в значительной степени зависит от свойств электродвигателя, погрешностей механизмов кинематической цепи, потерь на трение в направляющих рабочего органа и в передаче винт – гайка, а также от датчиков обратной связи.
Датчики положения могут устанавливаться на различных элементах привода. Однако чем далее от рабочего органа они устанавливаются, тем ниже точность позиционирования из-за погрешностей, возникающих в кинематической цепи. Поэтому в приводах стремятся исключать или максимально упрощать шестеренные редукторы, исключать в передачах зазоры, обеспечивать уменьшение упругих деформаций. В этой связи в приводах используются шариковые винтовые пары, прецизионные шестеренные пары с автоматической выборкой люфта, принимаются конструктивные и технологические меры для повышения жёсткости элементов кинематической цепи и т.д.
Большие потери на трение в направляющих приводят к увеличению упругих деформаций в передаточных механизмах привода подачи, а также к неравномерному перемещению рабочего органа на малых скоростях за счёт так называемых релаксационных колебаний. Для снижения потерь на трение в направляющих станков с ЧПУ применяют обычные направляющие с антифрикционным покрытием, а также гидростатические направляющие и направляющие качения (см. п. 2.1).
В следящих приводах применяются двигатели постоянного тока традиционных исполнений и высокомоментные электродвигатели.
Под высокомоментным понимается двигатель, развивающий на выходном валу крутящий момент, достаточный для преодоления статических и динамических нагрузок привода подачи, и устойчиво работающий на малых частотах вращения (например, от 0,1 об/мин). Высокомоментные электродвигатели могут представлять собой комплекс, состоящий из самого электродвигателя, встроенного тахогенератора, кругового ДОС и тормоза. Такая конструкция облегчает проектирование привода подачи и его монтаж на станке.
Освоение высокомоментных электрогидравлических и электрических приводов (приводов с электродвигателями на постоянных магнитах) обеспечило возможность перехода к безредукторным приводам подач (рис. 16.2,в). Привод ходового винта непосредственно от высокомоментного низкооборотного двигателя позволяет сократить длину кинематической цепи привода подачи, увеличить её крутильную жёсткость и уменьшить число зазоров, влияющих на точность передачи движения.
|
|
16.1.3.2 Когда приводной двигатель не может быть соединён непосредственно с ходовым винтом, вращение на последний передаётся через беззазорные зубчатые передачи и редукторы или ремённозубчатые передачи. В единичной зубчатой передаче одно зубчатое колесо делается разрезным, т.е. состоящим как бы из двух колёс (двух половинок). Устранение зазоров производится за счёт взаимного разворота этих половинок с последующим жёстким закреплением их винтами, либо между ними встраиваются жёсткие пружины, обеспечивающие автоматическую выборку люфта. Принцип построения беззазорных редукторов (рис. 16.3) заключается в том, что редуктор составляют из двух кинематических идентичных цепей, образующих замкнутый кинематический контур. Устранение зазоров и создание предварительного натяга в редукторе достигаются взаимным разворотом его кинематических цепей, чаще всего за счёт осевого смещения вала с косозубыми зубчатыми колесами, например пружинами или гидроцилиндром.
Для преобразования вращательного движения приводного двигателя в поступательное перемещение рабочих органов в станках с ЧПУ применяют шариковые винтовые пары (ШВП) или винтовые пары качения. Применение обычных винтовых пар скольжения в приводах точных перемещений столов и суппортов с частыми изменениями направления движения, какими являются приводы подач станков с ЧПУ, не всегда обеспечивает требуемую точность из-за зазоров в такой паре. Кроме того, потери на трение в винтовой паре скольжения достаточно велики. В ШВП (рис. 16.4) шарики катятся по канавкам ходового винта и гайки. Для обеспечения чистого качения шарики постоянно циркулируют, попадая при движении винта в специальный жёлоб, который направляет их к |
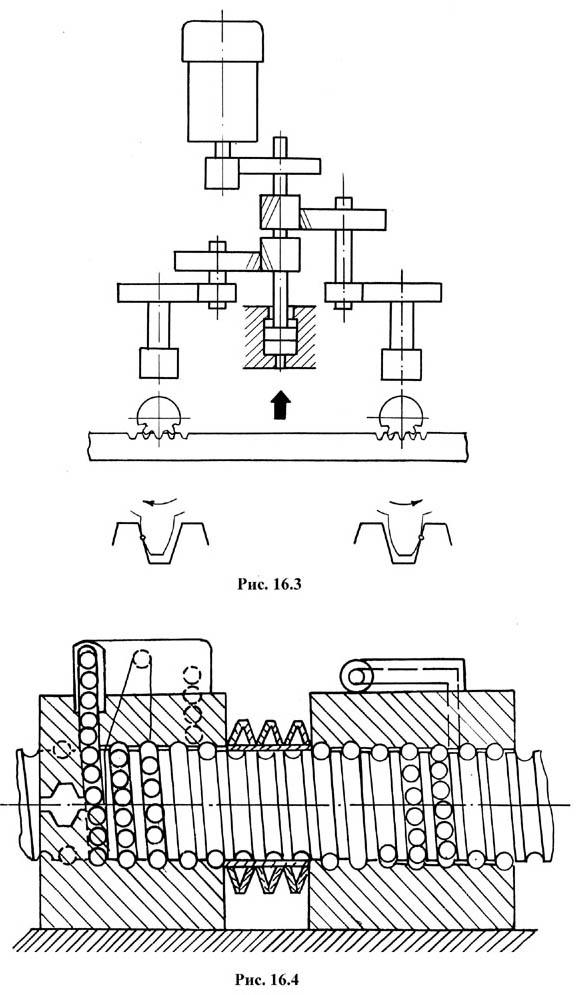
другому концу гайки. В ШВП создают с помощью пружин (см. рис. 16.4) либо за счёт применения шариков большего размера, чем номинальный, предварительный натяг, который повышает точность и жёсткость передачи, но увеличивает нагрузку в механизме.