

9.1.4 Плоскошлифовальные станки
|
|
Одна из компоновок станка для шлифования плоскостей показана на рис 9.5. Прямоугольный стол Б находится на продольных направляющих станины А. На столе с помощью какого-либо приспособления или магнитной плиты крепится обрабатываемое изделие. Шлифовальный круг Д находится на горизонтальном шпинделе вертикально-подвижной шлифовальной бабки Г, которая вместе со стойкой В может перемещаться по поперечным направляющим станины. Формообразующие движения на рассматриваемом плоскошлифовальном станке с прямоугольным столом и горизонтальным шпинделем следующие (рис. 9.6,а): - главное (v) – вращение шлифовального круга; - подачи – продольная (S) – непрерывное возвратно-поступательное перемещение стола с деталью, поперечная (Sп) и вертикальная (Sв) – периодические перемещения шлифовального круга. Компоновки и конструкции станков зависят от принятых для них схем резания (см. рис. 9.6). В этой связи различают, кроме рассмотренного, следующие типы плоскошлифовальных станков: - с прямоугольным столом и вертикальным шпинделем (б); - с круглым подвижным столом и горизонтальным шпинделем (в, в'); - с круглым выдвижным столом и вертикальным шпинделем (г); - с круглым столом с неподвижной осью вращения и двумя вертикальными шпинделями (д; на схеме a - зона загрузки-выгрузки). |
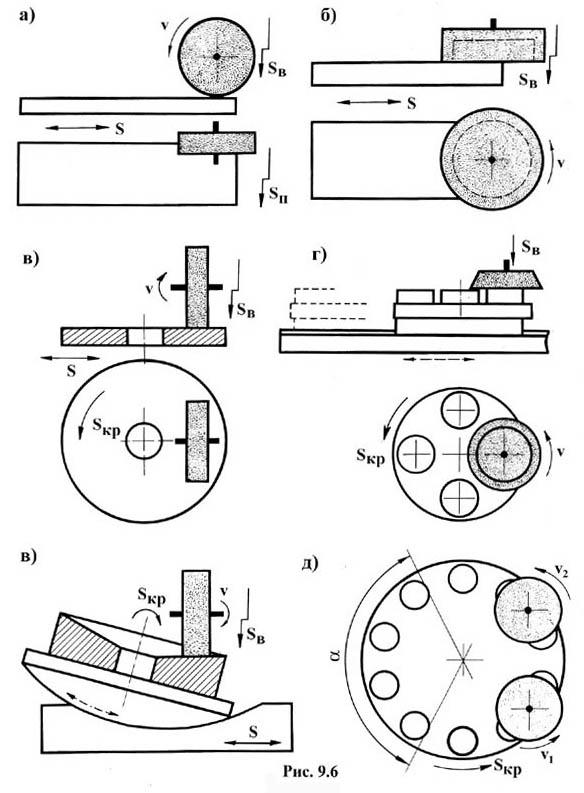
На станках с горизонтальным шпинделем шлифовальные круги работают периферией, с вертикальным - торцем. Торцевые круги могут быть сплошными и сегментными.
Имеются также станки портального типа с несколькими поворотными шпиндельными головками, предназначенные, главным образом, для шлифования направляющих станин.
9.1.5 Правка шлифовальных кругов
Круг в процессе работы изнашивается, "засаливается", зёрна его затупляются. "Засаливание" заключается в налипании частиц металла на абразивные зёрна и забивании пор металлической стружкой и отходами шлифования.
Восстановление работоспособности круга осуществляется его правкой, состоящей в съёме с поверхности круга слоя толщиной 0,05-0,2 мм. Для правки применяют стальные и твёрдосплавные ролики, абразивные круги, алмазы и алмазные карандаши, профилирующие ролики.
Стальные цилиндрические ролики с крестообразными спиральными канавками на их поверхности, т.н. шарошки, часто применяют для правки круга на круглошлифовальных станках. Шарошка, установленная на подшипниках в державке, приводится в соприкосновение с вращающимся кругом и начинает также вращаться. Наталкиваясь при этом на выступающие над поверхностью круга зёрна, шарошка вырывает их из связки. Правка производится с продольной подачей 0,5-1 мм/с и поперечной подачей 0,01-0,02 мм на один проход. Такой способ правки называют обкаткой. Стальные шарошки довольно быстро изнашиваются, в связи с чем для правки иногда используют твёрдосплавные ролики.
Широко распространена правка абразивными кругами; при этом возможно использование как способа обкатки, так и способа шлифования.
Правка алмазом является наиболее совершенным способом правки. При такой правке часть зерён из связки удаляется, а часть дробится – происходит практически срезание слоя круга. Благодаря этому выправленный круг обеспечивает при работе повышенные точность и чистоту шлифованной поверхности. Для правки используют технические алмазы. Чем больше диаметр круга и выше его зернистость и твёрдость, тем больше по размеру должен быть алмаз. Так если для правки круга на керамической связке Æ200 мм, зернистости 40 и твёрдости СМ2 требуется алмаз не менее 0,3 карата, то для правки круга Æ500 мм такой же характеристики требуется алмаз 0,75 карата. Значительно дешевле мелкая алмазная крошка размером 0,1-0,3 карата, которая обычно используется в виде алмазных карандашей. Правка алмазными карандашами производится при обильном охлаждении с продольной подачей 0,4-1 м/мин и поперечной подачей 0,01-0,03 мм на один проход.