

11.6 Зубозакругляющие станки
Зубозакругляющие станки служат для закругления торцев зубьев колёс переключаемых передач.
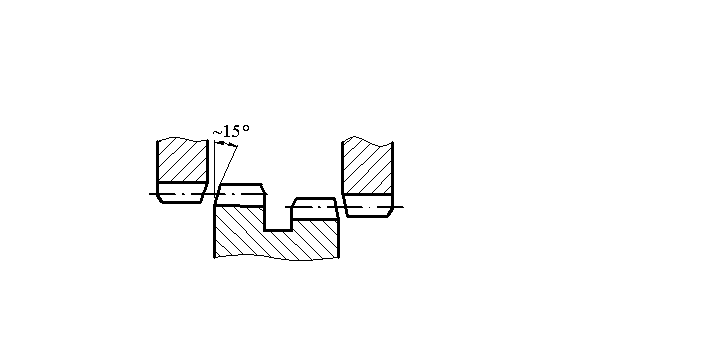
При токарной обработке венец колеса со стороны сопрягаемого колеса обтачивается по конусу с углом ~15О, а затем после нарезания зубьев, их торцы на конусной поверхности закругляются.
|
|
|
Рис. У.19. Подготовка зубчатых колёс к зубозакруглению |
Наибольшую долговечность переключаемых зубчатых колёс при хорошей их включаемости обеспечивает бочкообразная форма торца зуба (рис. 11.15).
Такая форма может быть обеспечена при обработке пальцевой фасонной фрезой (рис. 11.16) при следующих движениях колеса и вращающейся фрезы:
- непрерывное деление и синхронное возвратно-поступательное движение фрезы вдоль оси колеса (схема а) или самого колеса (схема б);
- возвратно-колебательное движение фрезы по радиусу вокруг зуба с периодическим делением при отведённом колесе (схема в).
Методу обработки пальцевой фрезой свойственны следующие недостатки:
а) низкая стойкость и значительная трудоёмкость изготовления и переточки фрезы с вогнутым профилем зубьев;
б) образование игольчатой стружки, отличающейся большой сцепляемостью, что повышает опасность травматизма рук рабочего;
в) недостаточная производительность.
При использовании дисковой фасонной фрезы (рис. 11.17) отмеченные недостатки в значительной степени устраняются.
Цикл закругления одного зуба дисковой фасонной фрезой следующий:
- врезание в торец колеса на полную глубину закругления h;
- обработка торца зуба по радиусу r при перемещении фрезы по дуге;
- быстрый вертикальный отвод фрезы;
- возврат фрезы в исходное положение по дуге с одновременным делением колеса для обработки следующего зуба.
11.7 Зубоотделочные станки
Для отделочной обработки зубьев шестерен применяют обкатку, шевингование, притирку, шлифование, хонингование.
При обкатке обрабатываемое зубчатое колесо обкатывается под нагрузкой с одним или несколькими закаленными эталонными колесами. В результате пластической деформации происходит уплотнение боковых поверхностей обрабатываемых зубьев.
Шевингование – процесс соскабливания с боковых поверхностей зубьев стружки толщиной от 0,005 до 0,1 мм режущим инструментом – шевером. Шевер (рис. 11.18) представляет собой зубчатое колесо (реже – рейку), имеющее на боковых сторонах зубьев режущие кромки, образованные поперечными канавками. Шевер и обрабатываемое колесо устанавливаются так, что их оси скрещиваются под углом 10-150. Это обеспечивает относительное проскальзывание профилей их зубьев при вращении шевера и колеса.
Для обработки зубьев по всей длине колеса сообщается подача S (рис. 11.19), которая может быть продольной (схема а), диагональной (б), поперечной (в) , тангенциальной (г).
При шевинговании с продольной подачей, т.е. с подачей вдоль оси заготовки, длина L1 хода теоретически равна длине зуба колеса. Линия кратчайшего расстояния между осями шевера и обрабатываемого колеса в этом случае остается неподвижной относительно шевера. Следовательно, обработка производится одними и теми же режущими кромками, что приводит к неравномерному износу шевера.
При диагональной подаче длина требуемого перемещения L2 меньше, т.к. направление подачи составляет некоторый угол с осью изделия. Кроме того, благодаря перемещению линии кратчайшего расстояния вдоль оси шевера в работе участвует большее число режущих кромок, чем при шевинговании с продольной подачей.
При поперечной подаче, т.е. при подаче в направлении, перпендикулярном к оси изделия, требуемое перемещение L3 ещё меньше, чем при шевинговании с диагональной подачей, а износ шевера происходит равномерно по всем режущим кромкам зубьев.
Шевингование с тангенциальной подачей отличается от шевингования с поперечной подачей тем, что подача направлена под прямым углом к оси шевера, а не изделия. Требуемое перемещение L4 в этом случае наименьшее.
Притирка применяется для отделки рабочих поверхностей закаленных зубьев. Операция производится притиром – чугунным зубчатым колесом – с помощью абразивной пасты.
Зубошлифование незаменимо там, где требуется устранить искажения профиля зуба, вызванные термообработкой, и обеспечивает высокие точность и чистоту рабочих поверхностей.
Зубошлифование производится или способом копирования, или обката (см. рис. 11.2). В первом случае (схема а) круг должен быть заправлен так, чтобы его профиль в радиальном сечении соответствовал профилю впадины шлифуемого колеса. Движения: вращение шлифовального круга (главное), непрерывная продольная и периодическая радиальная подачи. При шлифовании зубьев способом обката шлифовальный круг имитирует контур одного или нескольких зубьев производящей рейки, а сам процесс основывается на использовании относительных движений рейки и зубчатого колеса (схемы б и в) или червяка и червячного колеса (схема г).
Зубохонингование. Применяется после зубошевингования и термообработки. При хонинговании устраняются небольшие дефекты поверхности закалённых зубьев, удаляется окалина, снимаются забоины и значительно улучшается качество поверхности зубьев. Инструмент – хон – представляет собой зубчатое колесо, изготовленное из пластмассы с абразивной смесью, зернистость которой (40, 60, 80) выбирается в зависимости от марки стали, твёрдости и требуемой чистоты поверхности обрабатываемых зубьев. Относительные движения те же, что при шевинговании. Припуск на сторону зуба – до 10 мкм.