

17. Характеристики методов диагностирования
Метод диагностирования – совокупность приёмов и способов, позволяющих дать объективное заключение о состоянии ОД.
На практике используют три группы методов диагностирования машин и механизмов:
- по структурным параметрам (зазоры в сопряжениях, значение регулировочных параметров), непосредственно характеризующих состояние узлов и агрегатов оборудования.
- по параметрам рабочих процессов (температура и давление в камере сгорания, динамика изменения давления впрыска в топливопроводе дизеля, процессы в системе зажигания и т.п.), непосредственно характеризующих состояние оборудования;
- по параметрам сопутствующих процессов (тепловое поле, шумы, виброакустические процессы и т.п.), косвенно характеризующих состояние оборудования.
Первую группу методов относят к статическим, а две других группы - к динамическим методам.
Методы диагностирования СТС развиваются в 4-х направлениях:
- прямое диагностирование методами неразрушающего контроля;
- по виброакустическим сигналам;
- диагностирование по концентрации продуктов изнашивания в масле;
- по результатам анализа выпускных газов.
17.1. Методы неразрушающего контроля.
- Магнитопорошковый метод
- Капиллярный ( люминесцентно-цветной)
- Электромагнитный (вихретоковый) метод
- Импульсный
- Ультразвуковой
- Акустический импедансный
- Радиационный
- Оптический
- Метод искусственных баз
Этими методами пользуются для оценивания состояния узлов и деталей, являющихся составными частями машин и механизмов, а также трубопроводов и конструкций при неработающем оборудовании .
При этом решаются две задачи диагностирования: контроль работоспособности и поиск дефектов.
Одним из эффективных способов поддержания высокой надежности конструкции является применение при производстве, использовании по назначению и ремонте диагностирования методами неразрушающего контроля магнито-порошковыми, капиллярными, электромагнитными (вихретоковыми), акустическими, радиационными, оптическими.
Магнитопорошковым методом определяют состояние большинства стальных деталей, снятых или не снятых с машин и механизмов, к которым имеется доступ для намагничивания, нанесения суспензии и осмотра. На поверхность детали наносят ферромагнитные частицы, которые находятся во взвешенном состоянии в жидкости (минеральном масле, керосине, воде и т.п.) или в воздухе.
Деталь помещается в магнитное поле или пропускается ток по кабелю, проходящему через отверстие в детали. Вследствие взаимодействия образуется магнитный поток, неоднородный при наличии дефекта. В результате возникает сила, стремящаяся затянуть ферромагнитные частицы в место наибольшей плотности магнитных силовых линий, т.е. к месту дефекта. Информативным параметром в этом случае является индикаторный рисунок в виде полосок или валиков осевшего на поверхности детали порошка. Размер и характер дефекта можно оценить по количеству порошка и форме рисунка.
Капиллярный метод основан на использовании свойства смазывающих жидкостей, нанесенных на очищенную поверхность детали, заполнять узкие полости. Лишнюю жидкость с поверхности удаляют. На поверхность наносят проявитель в виде специальной белой краски или порошка, под действием которого выступающая из полостей жидкость окрашивает проявитель и образует хорошо видимый на белом фоне индикаторный рисунок, являющийся информативным параметром о месте расположения, форме и протяженности дефекта. При цветном методе используют жидкость, окрашенную в красный цвет и образующую рисунок, видимый при дневном свете, а при люминесцентном методе — жидкость, дающую рисунок, ярко светящийся в ультрафиолетовых лучах. При люминесцентно-цветном методе рисунок виден как при дневном свете, так и в ультрафиолетовых лучах.
Электромагнитный (вихретоковый) метод основан на возбуждении в материале вихревых токов и оценивании их влияния на магнитный поток, создаваемый катушкой индуктивности преобразователя.
Под действием тока в катушке индуктивности образуется переменный магнитный поток, проникающий в металл. При этом в металле возникают вихревые токи, создающие свой магнитный поток, направленный навстречу возбуждающему потоку. За счет протекания вихревых токов происходит превращение электрической энергии в тепловую, что эквивалентно изменению индуктивности и активного сопротивления преобразователя. Их приращения, вызываемые вносимыми индуктивностью и сопротивлением, можно измерить.
Трещина на поверхности приводит к перераспределению вихревых токов, уменьшению их плотности, вследствие чего уменьшаются вносимые индуктивность и сопротивление, что может быть зарегистрировано ТСД.

Рис.1. Вихретоковый метод диагностики
Импульсный метод возбуждения вихревых токов в материале проверяемых деталей позволяет выявлять дефекты на большой глубине.
Ультразвуковой метод основан на анализе процесса распространения возбужденных ультразвуковых волн в магнитных и немагнитных материалах, которые отражаются от дефектов в виде трещин, непроваров, газовых пор, шлака, неметаллических включений. Информацией о дефекте служат амплитуда и местоположение эхо-сигнала, просматриваемого на экране ТСД.
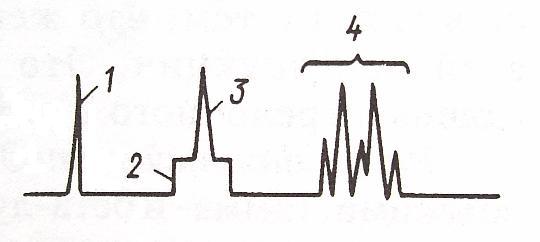
Рис.2. Диагностирование ультразвуковым методом:
1– начальный (зондирующий) импульс
2– стробимпульс, определяющий размеры контролируемой зоны
3– отраженный (информативный) импульс
4– отраженные неинформативные импульсы (помехи)
Акустический импедансный метод находит применение при диагностировании многослойных конструкций. Он основан на различии механических импедансов (сопротивлений) дефектного и бездефектного участков детали. Бездефектная конструкция под действием преобразователя колеблется как единое целое, и механический импеданс максимален. Если установить преобразователь в зону дефекта, то амплитуда силы реакции резко уменьшится в связи с тем, что жесткость этого участка меньше жесткости всей конструкции. Это изменение можно зафиксировать с помощью стрелочного прибора.

Рис.3. Диагностирование акустическим методом
Радиационный метод основан на просвечивании изделий рентгеновскими, гамма- и бета-лучами, нейтронами и другими элементарными частицами, что позволяет получить информацию о внутреннем их состоянии и зарегистрировать дефекты в виде несплошности, разрушения и ненормального расположения деталей.
В качестве регистраторов можно использовать рентгеновскую пленку, флюоресцирующий экран и др. Наиболее распространены рентгено- и гаммаграфический радиационные методы. На снимках внутренней структуры узлов информативным параметром является степень почернения различных участков рентгеновской пленки.
Оптический метод основан на прямом исследовании поверхностей узлов и деталей или непрямом осмотре труднодоступных мест с помощью лупы, микроскопа или эндоскопа — портативной телевизионной камеры на длинной штанге, с которой изображение передается по кабелю, преобразовывается и выводится на экран монитора.
Метод искусственны баз позволяет определять износ любой части детали независимо от величины деформации. Величина линейного износа определяется по изменению размеров суживающейся лунки определенного профиля, сделанной на изнашиваемой поверхности. Линейный износ характеризует разность глубин лунки, определенных до и после испытаний. На дизелях этот метод применяется для оценки износа цилиндровых втулок. Он требует частичной разборки дизеля (например, для контроля износа втулки бывает достаточно снять крышку цилиндра) и непригоден там, где изнашиваемая поверхность пластически деформируется (например, вкладыши подшипников, шестерни и др.).