


ВВЕДЕНИЕ
Развитие различных отраслей народного хозяйства выдвигает самые разнообразные требования к системам автоматизированного электропривода, представляющим собой энергетическую основу механизации и автоматизации производственных процессов, главным образом процессов, связанных с использованием механической энергии. Автоматизированный электропривод практически уже давно оформился в самостоятельную отрасль, как в научном, так и в техническом отношении. Он возник на стыке научных дисциплин – механики, электротехники, электроники, теории автоматизированного регулирования, вобрав в себя, их методы и синтезировав методологию, как исследования, так и решения практических задач.
Электропривод определяется как электромеханическая система, состоящая из электродвигательного, преобразовательного, передаточного и управляющего устройств, предназначенных для приведения в движение исполнительных органов рабочей машины и управлением этим движением.
Первостепенное значение для автоматизации производства имеют многодвигательный электропривод и средства электрического управления. Развитие электропривода идёт по пути упрощения механических передач и приближение электродвигателей к рабочим органов машин и механизмов, также возрастающего применения регулирования скорости приводов. Широко применяются комплексные преобразовательные устройства.
Всё большее распространение получают новейшие средства электрической автоматизации технологических установок, машин и механизмов на базе полупроводниковой техники, высокочувствительной контрольно-измерительной и регулирующей аппаратуры, бесконтактных датчиков и логических элементов.
1 Техническое задание
Произвести расчет электропривода многооперационного станка 6904ВМФ2. Направление подачи – продольная. Вид обработки – сверление. Материал детали – чугун ковкий. Для этого необходимо решить перечень вопросов:
-
расчет статических мощностей и моментов;
-
расчет циклограмм работы электропривода станка;
-
построение нагрузочной диаграммы привода;
-
формирование желаемой механической характеристики электропривода;
-
оценка статических и динамических показателей системы;
-
выбор электродвигателя с учетом способа регулирования;
-
построение структурной схемы и расчет параметров электропривода;
-
расчет статических характеристик и нагрузочных диаграмм;
В таблице 1.1 указаны основные параметры многооперационного станка.
Таблица 1.1 – основные параметры многооперационного станка 6906ВМФ2
|
Параметры |
Значение |
|
Размеры рабочей поверхности стола |
800 х 630 |
|
Наибольшая масса обрабатываемого изделия, кг |
500 |
|
Наибольшее перемещение стола: продольное поперечное шпиндельной бабки (вертикальное) |
630 630 630 |
|
Расстояние от оси шпинделя до рабочей поверхности стола |
95…725 |
|
Расстояние от торца шпинделя до центра стола |
165…795 |
|
Конус отверстия шпинделя |
50 |
|
Вместимость инструментального магазина, шт. |
30 |
|
Наибольший диаметр инструмента загружаемого в магазин |
200 |
|
Число ступеней вращения шпинделя |
18 |
Продолжение таблицы 1.1
|
Параметры |
Значение |
|
Частота вращения шпинделя, об/мин |
31,5…1600 |
|
Рабочие подачи, мм/мин |
2,5…2500 |
|
Наибольшая сила подачи стола, кН |
10 |
|
Скорость быстрого перемещения, мм/мин |
5000 |
|
Мощность электродвигателя привода главного движения, кВт |
8 |
|
Габаритные размеры: длина ширина высота |
3100 2165 2595 |
|
Масса, кг |
7330 |
2 Задание режима резания и карты обработки
Карта обработки представляет собой траекторию движения инструмента относительно детали. Размеры детали и инструмента принимаются максимально возможными для геометрии станка и мощности главного привода.
По [1] выбираем сверло одностороннего резания с внутренним подводом СОЖ. Выбранное сверло изображено на рисунке 1, где d=65, L=850.
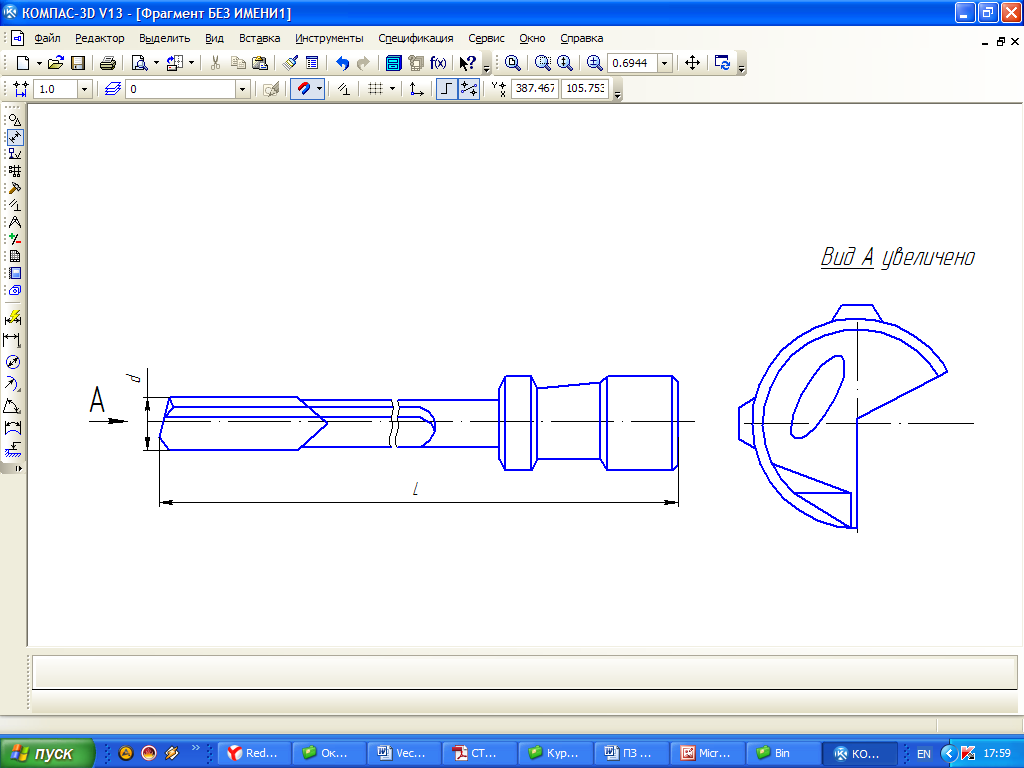
Рисунок 1 – Сверло одностороннего резания с внутренним подводом СОЖ
На рисунке 2 схематически представлено положение шпинделя и рабочего стола.

Рисунок 2 – Взаимное положение шпинделя и рабочего стола
На рисунке 3 представлена карта обработки.

Рисунок 3 – Карта обработки детали
Расчет режимов резания при сверлении
При назначении элементов режимов резания учитывают характер обработки, тип и размеры инструмента, материал его режущей части, материал и состояние заготовки, тип и состояние оборудования.
Скорость резания v, м/мин при растачивании рассчитывают по эмпирической формуле:
![]()
 (3.1)
(3.1)
где Cv – коэффициент, принимаем по таблице 28 ([1], с. 278), Cv=21,8;
Т – период стойкости инструмента, принимаем 170 мин;
D – диаметр сверла, мм, D=65 мм;
s – подача, мм/об, принимаем по таблице 25 ([1], с. 265) s=0,27 мм/об;
m – показатель степени, принимаем по таблице 28 ([1], с. 278) m=0,125;
q – показатель степени, принимаем по таблице 28 ([1], с. 278) q=0,25;
y – показатель степени, принимаем по таблице 28 ([1], с. 278) y=0,55;
Кv – коэффициент, является произведением коэффициентов:
![]() ,
(3.2)
,
(3.2)
где Кмv – коэффициент, учитывающий влияние материала заготовки, по таблице 1 ([1], с. 261),
 ,
,
где HB – твёрдость металла. Для ковкого чугуна HB=150,
nv – показатель степени, nv=1,3
КLv – коэффициент, учитывающий глубину обрабатываемого отверстия, по таблице 5 ([1], с. 263) КLv=0,6;
КИv – коэффициент, учитывающий влияние материала инструмента, по таблице 6 ([1], с. 263) КИv=1,
![]()

Осевая сила Р0, Н рассчитывают по формуле:
![]() ,
(3.3)
,
(3.3)
где Ср – постоянная, для осевой силы Р0 по таблице 32 ([1], с.281) Ср=43,3;
q – показатель степени, принимаем по таблице 32 ([1], с.281) q=1;
y – показатель степени, принимаем по таблице 32 ([1], с.281) y=0,8;
Кр – поправочный коэффициент, определяется по формуле:
![]() ,
(3.4)
,
(3.4)
где Кмр – коэффициент, учитывающий влияние качества обрабатываемого материала на силовые зависимости, по таблице 9 ([1], с. 265):
 ,
,
где HB – твёрдость металла. Для ковкого чугуна HB=150,
n – показатель степени, n=0,6

![]()
Тогда осевая сила Р0:
![]()
Крутящий момент Мкр, Н м рассчитывают по формуле:
![]() ,
,
где СМ – постоянная, для крутящего момента Мкр по таблице 32 ([1], с.281) СМ=0,021;
q – показатель степени, принимаем по таблице 32 ([1], с.281) q=2;
y – показатель степени, принимаем по таблице 32 ([1], с.281) y=0,8;
Кр – коэффициент, учитывающий фактические условия обработки (Кр =1)
Крутящий момент Мкр равен:
![]()
Мощность резания N, кВт рассчитывают по формуле:
![]() (3.5)
(3.5)
где
![]() – частота
вращения инструмента об/мин:
– частота
вращения инструмента об/мин:
![]() ,
,
где v – скорость резания, мм/мин;
D – диаметр сверла.
Частота равна
![]()
Тогда мощность резания N равна:
![]()
Условия, которые были поставлены перед нами соблюдены:
![]()
![]()
Расчёт продолжаем.