

Инженерка экзамен / _Глава 7 Шероховатость поверхности
.docГлава 7. Шероховатость поверхности
Шероховатость поверхности — совокупность неровностей поверхности с относительно малыми шагами на базовой длине. Измеряется в микрометрах (мкм). Шероховатость относится к микрогеометрии твёрдого тела и определяет его важнейшие эксплуатационные качества. Прежде всего износостойкость от истирания, прочность, плотность (герметичность) соединений, химическая стойкость, внешний вид. В зависимости от условий работы поверхности назначается параметр шероховатости при проектировании детали машин, также существует связь между предельным отклонением размера и шероховатостью. Исходная шероховатость является следствием технологической обработки поверхности материала, например, абразивами. В результате трения и изнашивания параметры исходной шероховатости, как правило, меняются.
Параметры шероховатости
Исходная шероховатость является следствием технологической обработки поверхности материала, например, абразивами. Для широкого класса поверхностей горизонтальный шаг неровностей находится в пределах от 1 до 1000 мкм, а высота — от 0,01 до 10 мкм. В результате трения и изнашивания параметры исходной шероховатости, как правило, меняются, и образуется эксплуатационная шероховатость. Эксплуатационная шероховатость, воспроизводимая при стационарных условиях трения, называется равновесной шероховатостью.

![]()
Нормальный профиль и параметры шероховатости поверхности.
На рисунке схематично показаны
параметры щероховатости, где:
![]() —
базовая длина;
—
базовая длина;
![]() —
средняя линия профиля;
—
средняя линия профиля;
![]() —
средний шаг неровностей профиля;
—
средний шаг неровностей профиля;
![]() —
средний шаг местных выступов профиля;
—
средний шаг местных выступов профиля;
![]() —
отклонение пяти наибольших максимумов
профиля;
—
отклонение пяти наибольших максимумов
профиля;
![]() —
отклонение пяти наибольших минимумов
профиля;
—
отклонение пяти наибольших минимумов
профиля;
![]() —
расстояние
от высших точек пяти наибольших максимумов
до линии параллельной средней и не
пересекающей профиль;
—
расстояние
от высших точек пяти наибольших максимумов
до линии параллельной средней и не
пересекающей профиль;
![]() —
расстояние от низших точек пяти наибольших
минимумов до линии параллельной средней
и не пересекающей профиль;
—
расстояние от низших точек пяти наибольших
минимумов до линии параллельной средней
и не пересекающей профиль;
![]() —
наибольшая высота профиля;
—
наибольшая высота профиля;
![]() —
отклонения профиля от линии
—
отклонения профиля от линии
![]() ;
;
![]() —
уровень сечения профиля;
—
уровень сечения профиля;
![]() —
длина отрезков,
отсекаемых на уровне
—
длина отрезков,
отсекаемых на уровне
![]() .
.
-
Высотные параметры:
Ra — среднее арифметическое отклонение профиля;

или
![]()
Rz — высота неровностей профиля по десяти точкам;

Rmax — наибольшая высота профиля;
-
Шаговые параметры:
Sm — средний шаг неровностей;
S — средний шаг местных выступов профиля;
tp — относительная опорная длина профиля, где p — значения уровня сечений профиля из ряда 10; 15; 20; 30; 40; 50; 60; 70; 80; 90%.
![]()
Ra, Rz и Rmax определяются на базовой длине l которая может принимать значения из ряда 0,01; 0,03; 0,08; 0,25; 0,80; 2,5; 8; 25мм.
Параметр Ra является предпочтительным.
2. Типы направлений неровностей
|
Типы направлений неровностей |
Схематическое изображение |
Условное обозначение на чертеже |
Пояснение |
|
Параллельное |
|
|
Параллельно линии, ображающей на чертеже поверхность, к шероховатости которой останавливаются требования |
|
Перпендикулярное |
|
|
Перпендикулярно к линии, изображающей на чертеже поверхность, к шероховатости которой устанавливаются требования |
|
Перекрещивающееся |
|
|
Перекрещивание в двух направлениях наклонно к линии., изображающей на чертеже поверхность, к шероховатости которой устанавливаются требования |
|
Произвольное |
|
|
Различные направления по отношению к линии, изображающей на чертеже поверхность, к шероховатости которой устанавливаются требования. |
|
Кругообразное |
|
|
Приблизительно кругобразно по отношению к центру поверхности, к шероховатости которой устанавливаются требования |
|
Радиальное |
|
|
Приблизительно радиально по отношению к центру поверхности, к шероховатости которой устанавливаются требования |











|
3. Среднее арифметическое отклонение профиля Ra, мкм |
||||
|
100 |
10,0 |
1,00 |
0,100 |
0,010 |
|
80 |
8,0 |
0,80 |
0,080 |
0,008 |
|
63 |
6,3 |
0,63 |
0,063 |
- |
|
50 |
5,0 |
0,50 |
0,050 |
- |
|
40 |
4,0 |
0,40 |
0,040 |
- |
|
32 |
3,2 |
0,32 |
0,032 |
- |
|
25 |
2,5 |
0,25 |
0,025 |
- |
|
20 |
2,0 |
0,20 |
0,020 |
- |
|
16,0 |
1,60 |
0,160 |
0,016 |
- |
|
12,5 |
1,25 |
0,125 |
0,012 |
- |
|
Примечание: Предпочтительные значения параметров подчеркнуты |
||||
|
4. Высота неровностей профиля по 10 точкам Rz и наибольшая высота неровностей профиля Rmax, мкм |
|||||
|
- |
1000 |
100 |
10,0 |
1,00 |
0,100 |
|
- |
800 |
80 |
8,0 |
0,80 |
0,080 |
|
- |
630 |
63 |
6,3 |
0,63 |
0,063 |
|
- |
500 |
50 |
5,0 |
0,50 |
0,050 |
|
- |
400 |
40 |
4,0 |
0,40 |
0,040 |
|
- |
320 |
32 |
3,2 |
0,32 |
0,032 |
|
- |
250 |
25,0 |
2,5 |
0,25 |
0,025 |
|
- |
200 |
20,0 |
2,0 |
0,20 |
- |
|
1600 |
160 |
16,0 |
1,60 |
0,160 |
- |
|
1250 |
125 |
12,5 |
1,25 |
0,125 |
- |
|
Примечание: Предпочтительные значения параметров подчеркнуты |
|||||
|
Средний шаг неровностей профиля Sm и средний шаг местных выступов S, мм |
||||
|
- |
10,0 |
1,00 |
0,100 |
0,010 |
|
- |
8,0 |
0,80 |
0,080 |
0,008 |
|
- |
6,3 |
0,63 |
0,063 |
0,006 |
|
- |
5,0 |
0,50 |
0,050 |
0,005 |
|
- |
4,0 |
0,40 |
0,040 |
0,004 |
|
- |
3,2 |
0,32 |
0,032 |
0,003 |
|
- |
2,5 |
0,25 |
0,025 |
0,002 |
|
- |
2,0 |
0,20 |
0,020 |
- |
|
- |
1,60 |
0,160 |
0,0160 |
- |
|
12,5 |
1,25 |
0,125 |
0,0125 |
- |
|
Соотношение значений параметра Rа и базовой длины / |
|
|
Ra, мкм |
l, мкм |
|
До 0,025 |
0,08 |
|
Св. 0,025 до 0,4 |
0,25 |
|
" 0,4 " 3,2 |
0,8 |
|
" 3,2 " 12,5 |
2,5 |
|
" 12,5 " 100 |
8,0 |
|
Соотношение значений параметра Rz и базовой длины / |
|
|
Rz=Rmax, мкм |
l, мм |
|
До 0,10 |
0,08 |
|
Св. 0,1 до 1,6 |
0,25 |
|
" 1,6 " 12,5 |
0,8 |
|
" 12,5 " 50 |
2,5 |
|
" 50 " 400 |
8,0 |
|
Рис 2. Структура обозначения шероховатости поверхности
|
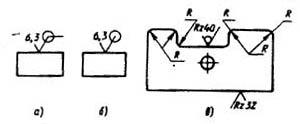
Рис 3. Знаки шероховатости поверхности
|

Обозначения шероховатости поверхностей и правила нанесении их на чертежах изделий устанавливает ГОСТ 2.309-73, который полностью соответствует ИСО 1302-78. Обозначения шероховатости проставляют на всех поверхностях изделия, выполняемых по чертежу, независимо от методов их образования, кроме поверхностей, шероховатость которых не обусловлена требованиями конструкции.
Структура обозначения шероховатости поверхности приведена на рис 2. При наличии в обозначении шероховатости только значения параметра (параметров) применяют знак без полки. В обозначении шероховатости поверхности, вид обработки которой конструктором не устанавливается, применяют знак по рис. 3, а. В обозначении шероховатости поверхности, которая должна быть образована удалением слоя материала, например, точением, фрезерованием, травлением и т.п. применяют знак по рис. 3, б. В обозначении шероховатости поверхности, которая должна быть образована без удаления слоя материала, например, литьем, ковкой, штамповкой, прокатом, волочением и т.п., а также поверхности, не обрабатываемой по данному чертежу, применяют знак по рис. 3, в.
Значение параметра шероховатости указывают в обозначении шероховатости: для параметра Rа - без символа, например 0,4; для остальных параметров - после соответствующего символа, например Rmax 6,3; Sm 0,63; t50 70; S0,032; Rz 32.
(В примере t50 70 указана относительная опорная длина профиля tр = 70 % при уровне сечения профиля р = 50 %). При указании диапазона значений параметра шероховатости поверхности в обозначении шероховатости приводят пределы значений параметра, размещая их в две строки, например: 0,8 ; Rz 0,10 ; Rmax 0,80 ; t50 70 0,4 0,05 0,32 50 и т.п.
В верхней строке приводят значение параметра, соответствующее более грубой шероховатости. При указании номинального значения параметра шероховатости поверхности в обозначении приводят это значение с предельными отклонениями по ГОСТ 2789 - 73, например:
1 + 20 %; Rz 80 -10%; Sm 0,63+ 20% ; t50 70 ± .п.т и %04
Базовую длину в обозначении шероховатости поверхности не указывают, если требования к шероховатости нормируют указанием параметров Rа, Rz, и определение параметров должно производиться в пределах базовой длины, соответствующей значению параметров в табл. 6, 7. Вид обработки поверхности указывают в обозначении шероховатости только в случаях, когда он является единственным, применимым для получения требуемого качества поверхности (рис. 4). Допускается применять упрощенное обозначение шероховатости поверхностей с разъяснением его в технических требованиях чертежа по примеру, указанному на рис. 5.
|
Рис 4. Указание необходимого вида обработки
Рис 6. Порядок записи значений параметров шероховатости при указании двух или более параметров
Рис. 8. Обозначение шероховатости поверхности зубьев детали без указания их профиля
Рис.
10. Обозначение шероховатости контура
детали
Рис. 11. Обозначение одинаковой шероховатой поверхности сложной конфигурации
|
Рис 5. Упрощенное обозначение шероховатости поверхности с разъяснением в технических требованиях
Рис
7. Разграничение различных участков
шероховатости на одной поверхности
Рис. 9. Обозначение шероховатости поверхности профиля резьбы
|






В упрощенном обозначении используют знак и строчные буквы русского алфавита в алфавитном порядке, без повторений и, как правило, без пропусков. При указании номинального значения параметра шероховатости значения параметров записывают сверху вниз в следующем порядке (рис. 6): параметр высоты неровностей профиля; параметр шага неровностей профиля; относительная опорная длина профиля.
Если шероховатость одной и той же поверхности различна на отдельных участках, то эти участки разграничивают сплошной тонкой линией с нанесением соответствующих размеров и обозначений шероховатости (рис. 7, а). Через заштрихованную зону линию границы между участками не проводят (рис. 7, б). Обозначение шероховатости рабочих поверхностей зубьев зубчатых колес, эвольвент-ных шлицев и т.п., если на чертеже не приведен их профиль, условно наносят на линии делительной поверхности (рис. 8, а, б, в); для глобоидных червяков и сопряженных с ним колес - на линии расчетной окружности. Обозначение шероховатости поверхности профиля резьбы наносят по общим правилам при изображении профиля (рис. 9, а) или условно на выносной линии для указания размера резьбы (рис. 9, б, в , е), на размерной линии или на ее продолжении (рис. 9, г). Если шероховатость поверхностей, образующих контур, должна быть одинаковой, обозначение шероховатости наносят один раз в соответствии с рис. 10, а, б. В обозначении одинаковой шероховатости поверхностей, плавно переходящих одна в другую, знак О не приводят (рис. 10, в). Обозначение одинаковой шероховатости поверхности сложной конфигурации допускается приводить в технических требованиях чертежа со ссылкой на буквенное обозначение поверхности, например:
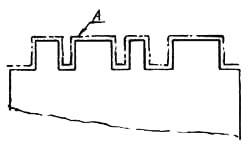
Шероховатость поверхности А - Rz10
При этом буквенное обозначение поверхности наносят на полке линии-выноски, проведенной от утолщенной штрихпунктирной линии (рис. 11), которой обводят поверхность на расстоянии 0,8 ... 1 мм от линии контура.
В подавляющем большинстве случаев шероховатость поверхностей определяется функциональными требованиями, предъявляемыми к той или иной поверхности. Например, если имеется неподвижное соединение и подвижное (одной и той же точности), то вполне понятно, что во втором случае неровности рельефа при функционировании будут снашиваться, что приведет к изменению характера сопряжения. Поэтому при подвижном соединении следует задавать меньшую шероховатость поверхностей, так как при этом на той же длине будет больше выступов, а сами выступы — ниже, что обеспечит большую стабильность характера сопряжения.
Разумеется, что шероховатость контактирующих друг с другом поверхностей должна быть одинаковой (за редким исключением).
На практике правильно заданная шероховатость в значительной степени определяет экономичность изделия. Излишне высокое качество поверхностей требует больших затрат на изготовление; низкое качество приводит к преждевременному выходу изделия из строя.
В учебных условиях при назначении шероховатости мы будем руководствоваться следующим:
-
использовать лишь два параметра: Rz или Ra;
-
отдавать предпочтение параметру Ra;
-
через параметр Rz задавать шероховатость фасонных или небольших по площади поверхностей, а также поверхностей, полученных литьем в земляную форму;
-
использовать только предпочтительные значения параметров.
В качестве рекомендованных примем значения параметров Ra:
-
для свободных поверхностей 6,3 или 3,2 мкм;
-
для поверхностей неподвижных соединений 1,6 мкм;
-
для поверхностей подвижных соединений 0,8 мкм.
Для параметра Rz рекомендуются значения:
-
для метрических резьб 25 или 50 мкм;
-
для фасок и других небольших поверхностей 50 или100 мкм;
-
для грубых литейных поверхностей 100, 200 или 400 мкм в зависимости от способа получения отливки;
-
для полированных оптических поверхностей 0,25 мкм.