

Нурт_Стоматологическое материаловединие
.pdfСТОМАТОЛОГИЧЕСКАЯ КЕРАМИКА |
245 |
риалы типа эбонита и более позднего полиметилметакрилата смогли заменить фарфор в съмных зубных протезах.
Фарфоровые зубы в сочетании с акриловым бази сом зубного протеза широко используются и по насто ящее время. Сегодня трудно переоценить значимость применения стоматологического фарфора для изго товления виниров, вкладок, коронок и мостовидных протезов, где эстетическое качество фарфора превос ходит все современные материалы, заменяющие эмаль и дентин.
Фарфор был первым материалом, из которого из готовили фарфоровую жакетную коронку. За пос ледние годы на рынке появилось множество новых материалов, которые относят к фарфору. В действи тельности, при сравнении с ранними видами фарфо ра они представляют собой самые разнообразные керамические материалы.
Клиническое значение
В настоящее время более правильно использовать об щий термин стоматологическая керамика, тогда как стоматологический фарфор являются всего лишь од ной из групп материалов этого класса.
СОСТАВ СТОМАТОЛОГИЧЕСКОГО ФАРФОРА
Первые стоматологические фарфоры представляли со бой смеси каолина, полевого шпата и кварца, и они коренным образом отличались по составам от земля ной керамики, каменной керамики и бытового фарфо ра (Рис. 3.4.2). Только в 1838 году Elias Wildman изгото вил стоматологический фарфор, по прозрачности и расцветке отдаленно напоминавший натуральные зу бы. Составы бытового и стоматологического фарфора представлены в Таблице 3.4.1.
Каолин является водным алюмосиликатом (Al,03.2SiO2.2H2O) и действует, как связующее веще ство, позволяя моделировать необожженный фарфор. Каолин непрозрачен, даже если он присутствует в не больших количествах, поэтому у первых стоматологи ческих фарфоров отсутствовала необходимая проз рачность. Таким образом, каолин был исключен из состава стоматологического фарфора, который сегодня представляет полевошпатное стекло с вклю чениями кристаллического кварца.
Кварц остается неизменным в процессе обжига и действует, как упрочняющий компонент состава. Он присутствует в виде тонкокристаллической дисперсии в стеклофазе, образовавшейся в результате расплавле ния полевого шпата. При охлаждении расплава поле вого шпата образуется стеклянная матрица.
Полевые шпаты представляют собой смеси алю мосиликата калия (K2O.Al203.6Si02) и алюмосилика та натрия (Na2O.Al203.6Si02), также называемого аль битом. Полевые шпаты являются природными минералами, поэтому соотношение между содержа щимся в них поташом (К 2 0 ) и содой (Na2 0) может заметно колебаться. Это оказывает влияние на свой ства полевого шпата — сода снижает температуру плавления полевого шпата, а поташ повышает вяз кость расплавленного стекла.
При обжиге фарфора всегда существует опасность возникновения избыточной пиропластической теку чести, которая может привести к оплавлению углов и потере формы обжигаемой коронки. Для предупреж дения этого явления необходимо, чтобы в составе сто матологической керамики присутствовало достаточ ное количество поташа. Эти щелочные оксиды обычно присутствуют в составе полевого шпата, но для обеспечения правильного соотношения между со держанием ионов калия и натрия их можно добавить в состав шихты в виде карбонатов. Типичный оксидный состав стоматологического фарфора представлен в
Таблице 3.4.2.
П о р о ш о к фарфора, используемый зубными тех никами , — это не простая смесь ингредиентов, представленных в Таблице 3.4.2. Эти порошки уже прошли один обжиг. Производитель стоматологи ческой керамики смешивает компоненты, добавля ет в смесь оксиды металлов, расплавляет шихту и
Рис. 3.4.2. Относительные составы керамических
изделий, изготовленных на основе полевого шпата, каолина и кварца
246 ОСНОВЫ СТОМАТОЛОГИЧЕСКОГО МАТЕРИАЛОВЕДЕНИЯ
Таблица 3.4.1 Составы бытового и стоматоло гического фарфоров
Фарфор |
каолина % |
кварца % |
полевого |
|
|
|
шпата % |
Бытовой |
5 0 |
2 0 - 2 5 |
2 5 - 3 0 |
Стоматоло- |
0 |
25 |
65 |
гический |
|
|
|
выгружает расплавленную массу в воду. Получен ный в результате этого продукт называют фриттой, а сам технологический процесс — фриттованием. В результате быстрого охлаждения внутри расплав ленного стекла образуются высокие напряжения, которые приводят к обширному растрескиванию массы. Полученный таким образом материал легко поддается измельчению, которое проводят для по лучения тонкого порошка, используемого зубными техниками.
Во время проведения обжига, например, фарфоро вой жакет-коронки, между компонентами состава не происходит никакого химического взаимодействия, а просто по достижении температуры стеклования стек ло начинает плавиться, частицы сплавляются друг с другом за счет образования жидкой фазы, а затем ко ронку снова охлаждают. Таким образом, единствен ное, что происходит в процессе обжига — это спекание отдельных частиц с образованием сплошного твердо го материала.
Распределение частиц порошка по размерам явля ется решающим фактором, влияющим на плотность упаковки частиц в сыром изделии. Чем плотнее их упаковка, тем меньше усадка материала при обжиге. Усредненный размер частиц в порошке составляет около 25 мкм, и диапазон разброса частиц по разме рам достаточно широк, благодаря чему частицы меньших размеров заполняют свободные простран ства между крупными частицами. Некоторые порош ки фарфора состоят из частиц разной формы и раз ных размеров, что позволяет повысить плотность упаковки.
В состав стоматологических фарфоров вводят и ряд других добавок. В число этих добавок входят окси ды металлов, которые позволяют придать фарфору не обходимую окраску, например, оксид железа служит коричневым пигментом, медь — зеленым, титан — желтовато-коричневым, кобальт окрашивает керами ку в голубой цвет. В состав стоматологического фар фора можно также ввести органическое связующее ве щество, состоящее из сахара и крахмала, и это облегчит работу с порошками.
Таблица 3.4.2 Типичные оксиды в составе сто матологического фарфора
Материал |
в е с . % |
Кремнезем |
63 |
Глинозем |
17 |
Борный ангидрид |
7 |
Поташ (К 2 0) |
7 |
Сода (l\la2 0) |
4 |
Другие оксиды |
2 |
ТЕХНОЛОГИЯ ПРИГОТОВЛЕНИЯ ФАРФОРОВОЙ КОРОНКИ
Изготовление фарфоровых жакет-коронок состоит из трех зуботехнических этапов:
•моделирование с уплотнением керамической массы
•обжиг
•глазурование
Уплотнение керамической массы
При моделировании фарфоровых жакет-коронок по рошок фарфора смешивают с водой до получения од нородной пасты. Пасту наносят на штампик, покры тый тонким слоем платиновой фольги, что позволяет снять коронку со штампика и перенести ее для обжига.
Для изготовления фарфоровой коронки использу ют разные керамические массы, поскольку невозмож но передать все эстетические особенности зуба с по мощью только одного порошка. Обычно используют три основных типа фарфоровых порошков. Ими явля ются опаковый (грунтовый) фарфор, позволяющий замаскировать неэстетичный цвет расположенной под ним структуры, которой может быть амальгама или металлическая культевая вкладка; дентинный фарфор, и, наконец, эмалевый. Конструкция готовой коронки представлена на Рис. 3.4.3.
Порошок смешивают с водой и связующим веще ством для получения шликера, который можно нано сить на штампик разными способами, например, с по мощью шпателя, кистью, с последующим промоканием влаги или уплотнением вибрацией. Целью всех методов нанесения керамической массы является уплотнение или конденсация порошка. Me-

СТОМАТОЛОГИЧЕСКАЯ КЕРАМИКА |
247 |
тоды конденсации предназначены для удаления повозможности большего количества влаги, благодаря чему частицы порошка распределяются в массе более компактно. Это позволяет повысить плотность упа ковки частиц в сыром изделии и уменьшить усадку при обжиге керамики. Размеры и форма частиц ока зывают существенное влияние на технологические параметры керамической массы, и от них зависит ве личина усадки при обжиге. Связующее вещество по могает соединить частицы порошка, поскольку мате риал находится в сыром состоянии и является предельно хрупким.
Обжиг
Сначала коронки медленно прогревают перед входом в печь. Это делают для того, чтобы удалить избыток вла ги до того, как она обратится в пар. Если влага, содер жащаяся в керамической массе, обратится в пар в са мой печи, это может привести к разрушению хрупкого сырого изделия, поскольку пар будет стремительно выходить из материала. После подсушивания уплот ненной массы коронку помещают в печь, где происхо дит выгорание связующего вещества. На этом этапе происходит некоторое уплотнение материала.
Затем фарфор начинает плавиться, однако непре рывная структура образуется только в точках контакта между частицами порошка. Материал все еще остает ся пористым, и такой материал называют низкотемпе ратурным бисквитом. По мере удлинения выдержки
при высокой температуре, происходит дальнейшее плавление полевого шпата, и расплав начинает про никать между частицами, соединять их друг с другом и заполнять находящиеся между ними пустоты. На этом этапе происходит максимальное уплотнение фарфора (-20%), а спеченный материал фактически не содер жит пор. Следовательно, причиной высокой усадки при обжиге фарфора является плавление частиц во время процесса спекания, благодаря чему они вступа ют в более тесный контакт.
Обжиг фарфора следует проводить, точно соблю дая инструкции производителя. Если коронку оста вить в печи на слишком длительное время, она может потерять свою форму в результате появления пиропластической текучести (перемещению расплавленно го стекла), кроме того, коронка может приобрести из быточный блеск.
Для того, чтобы избежать образования глубоких или сетчатых трещин, коронку следует охлаждать мед ленно. Существующие печи обычно в той или иной степени автоматизированы, и их можно использовать как для проведения вакуумных обжигов, так и для об жигов в атмосфере воздуха. Плотность фарфора после обжига в вакууме выше, чем у фарфора, обожженного на воздухе, поскольку в первом случае во время обжига воздух выходит из материала. В фарфоре вакуумного обжига остается меньше пор и пустот, и в результате удается получить более прочную коронку с более предсказуемой расцветкой. Пористость коронок, полу ченных обжигом на воздухе, приводит к снижению прозрачности коронки, поскольку поры рассеивают падающий свет. Еще одной проблемой, связанной с об жигом на воздухе, является обнажение пор при шлифо вании керамики, что приводит к ухудшению эстетики и появлению шероховатостей на поверхности коронки.
Глазурование
Некоторая шероховатость, небольшие поры и пусто ты всегда присутствуют на поверхности фарфора. Это делает материал доступным для проникновения бактерий и ротовых жидкостей, и поверхность фар форовой коронки может стать местом образования зубного налета. Для того, чтобы этого избежать, по верхность керамического изделия глазуруют, созда вая гладкий, блестящий и непроницаемый наруж ный слой. Существует два способа создания этого слоя:
1. |
Поверхность обожженной коронки покрывают |
|
|
стеклами, называемыми глазурями, которые пла |
|
Рис. 3.4.3. Нанесение фарфора при изготовлдении |
вятся при низких |
температурах. Для того, чтобы |
фарфоровой жакет-коронки |
глазурь растеклась |
по поверхности коронки и об- |

248 О С Н О В Ы С Т О М А Т О Л О Г И Ч Е С К О Г О М А Т Е Р И А Л О В Е Д Е Н И Я
разовала непроницаемый слои, достаточно про вести непродолжительный обжиг при относитель но низкой температуре.
2. Во время проведения глазуровочного обжига с точным поддержанием режима происходит плав ление поверхностного слоя керамики и его прев ращение в непроницаемую глазурь. Этот процесс называют самоглазурованием.
СВОЙСТВА
СТОМАТОЛОГИЧЕСКОГО
ФАРФОРА
Стоматологический фарфор обладает высокой хими ческой стабильностью и прекрасными эстетическими свойствами, которые со временем не ухудшаются. Теплопроводность и коэффициент термического рас ширения стоматологического фарфора совпадают с аналогичными характеристиками дентина и эмали, поэтому если края реставрации хорошо прилегают, то проблемы, связанные с появлением краевой проница емости, будут минимальными.
Хотя стоматологический ф а р ф о р обладает дос таточно высокой прочностью при сжатии (350 — 550 М П а ) , прочность при растяжении является очень низкой (20 — 60 М П а ) , что является типич ным свойством хрупких твердых веществ. Матери ал, состоящий в основном из стекла, отличается от сутствием области вязкого р а з р у ш е н и я (повышенной хрупкостью). Максимальная дефор мация, которую способно выдержать стекло без разрушения, составляет менее 0,1% . Стекла чрез вычайно чувствительны к появлению в них поверх ностных микротрещин, и это препятствует широко му использованию стоматологического фарфора . При охлаждении коронки, нагретой до температу ры обжига, наружные слои ф а р ф о р а остывают быстрее, чем внутренние, в частности из-за того, что фарфо р обладает низкой теплопроводностью. Вначале наружная поверхность коронки сжимается быстрее, чем внутренняя, что приводит к развитию напряжений сжатия на наружной поверхности. При этом, внутренняя поверхность будет находиться под действием остаточных напряжений растяже ния, поскольку ее сжатию будет препятствовать на ружный слой.
Клиническое значение
Если различие размерных изменений между слоями в материале окажется слишком высоким, то на внутрен ней поверхности коронки, находящейся под действием напряжений растяжения, будут возникать разрывы. В результате этого на внутренней контактной поверхности коронки образуется большое количество микротрещин, что может в конце концов привести к катастрофическо му разрушению коронки (Рис. 3.4.4).
Нанесение глазури с несколько более низким, чем у фарфора, коэффициентом расширения позволило бы заполнить микротрещины, а поверхность материа ла могла бы подвергаться действию напряжений сжа тия. К сожалению, внутреннюю поверхность коронки нельзя покрывать глазурью, поскольку это может при вести к неправильной постановке коронки. Таким об разом, фарфор оказался не настолько прочным, чтобы можно было из него изготавливать протезы протяжен ностью в несколько единиц, даже при изготовлении одиночных жакет-коронок для передних зубов возни кали сложности, особенно, если эти коронки устанав ливали пациентам со сложной окклюзией. Крошеч ные поверхностные трещины на внутренней поверхности коронки являлись участками иницииро вания катастрофических разрушений. Низкая проч ность при растяжении, присущая полевошпатному фарфору (< 60 МПа), ограничивала показания к его
Рис. 3.4.4. Раскол фарфоровой жакет-коронки пс язычной поверхности, возникший в результате развит трещины на внутренней поверхности
СТОМАТОЛОГИЧЕСКАЯ КЕРАМИКА |
249 |
применению, только для восстановления передних зу бов, испытывающих самые низкие функциональные нагрузки. Решением проблемы было создание проч ного каркаса в качестве надежной и прочной опоры фарфору. В настоящее время существует ряд систем, отвечающих этому требованию.
КЛАССИФИКАЦИЯ
СОВРЕМЕННОЙ
СТОМАТОЛОГИЧЕСКОЙ
КЕРАМИКИ
Одним из самых серьезных недостатков описанных выше первых составов стоматологического фарфора было отсутствие прочности и хрупкость, которые серьезно ограничивали применение этого материала. Еще в 1903 году Land в журнале Dental Cosmos описал способ изготовления фарфоровых коронок и упомя нул об их хрупкости. Pincus представил принцип про цесса изготовления керамического винира в журнале
Californian Denial Association Jornal, но также подчерк нул низкую прочность фарфора того времени. В те го ды по причинам эстетики каолин не добавляли в сос тав стоматологического фарфора или добавляли в малых количествах.
Существует два решения, позволяющих избавить ся от проблемы низкой прочности и хрупкости стома тологического фарфора. Первое — обеспечить стома тологический фарфо р опорой из более прочной подлежащей структуры. Второе решение — разрабо тать керамику, обладающую более высокой проч ностью и меньшей хрупкостью. В связи с этим, всю стоматологическую керамику можно разделить на три категории в зависимости от системы упрочнения:
•керамика с упрочненным керамическим каркасом;
•керамика для ф и к с а ц и и полимерными адгезивами;
•металлокерамика
Основным принципом, позволяющим достигнуть хорошего эстетического результата протезирования, являлось создание прочной опоры для керамики. Оче видно, что идеальная керамика должна обладать как прочностью, так и высокими эстетическими свой ствами, чтобы отвечать как функциональным, так и эстетическим требованиям.
При использовании упрочненных керамических каркасов, опорой для эстетической керамики будет
другой материал, обладающий более высокой проч ностью и меньшей хрупкостью, но, возможно, худши ми эстетическими свойствами.
При фиксации керамических протезов полимер ными адгезивами, она будет опираться на твердые тка ни препарированного зуба, то есть, непосредственно на эмаль и дентин. В этом случае, керамика обеспечит необходимое эстетическое качество протезу, а проч ность реставрации будет определяться ее адгезионной прочностью в соединении с твердыми тканями зуба.
Клиническое значение
Для керамических зубных протезов, которые фиксиру ют полимерными адгезивными цементами, успех лече ния будет зависеть от прочности адгезионной фикса ции, поскольку разрушение этого соединения приведет к утрате опоры для керамики и, в конечном итоге, к разрушению последней.
Подобный подход стал возможен только с разра боткой способов применения адгезивов для эмали и дентина, описанных в главе 2.5, и адгезионной фикса ции керамики, рассмотренной в главе 3.6. Сочетание эстетики и высокой прочности было бы идеальным решением, поскольку позволило бы надеяться не только на прочность адгезионной связи, но и на проч ность самого материала, а также дало бы возможность разработать цельнокерамические мостовидные проте зы с адгезионной фиксацией.
В случае металлокерамических зубных протезов эстетичная керамика опирается на прочный металли ческий каркас с высокой вязкостью разрушения. Ме таллокерамика подробно описана в главе 3.5
Подробное описание процедур и материалов для цементирования или фиксации керамических и ме таллокерамических зубных протезов представлено в главе 3.6.
УПРОЧНЕННЫЕ
ЦЕЛЬНОКЕРАМИЧЕСКИЕ
КАРКАСЫ
В ранней публикации Land с соавторами было показа но, что одной из проблем, связанных с использованием цельнокерамических коронок для передних зубов, яв ляется опасность разрушения фарфора, начиная от внутренней поверхности фиксации до внешней пове рхности протеза. Некоторое повышение прочности фарфора было достигнуто с разработкой вакуумных зуботехнических печей, которые позволяли снизить по-

250 О С Н О В Ы С Т О М А Т О Л О Г И Ч Е С К О Г О М А Т Е Р И А Л О В Е Д Е Н И Я
Рис . 3 . 4 . 5 . Упрочнение керамики с помощью:
(a)повышения модуля упругости материала;
(b)повышения сопротивления развитию трещин
ристость материала и повысить его прочность при из гибе от 20-30 МПа до приблизительно 50-60 МПа. Од нако, эта прочность также оказалась недостаточной, поэтому начались поиски каркасного материала, кото рый смог бы обеспечить необходимую прочность и уп ругость для избавления от разрушений, связанных с развитием трещин от внутренней к внешней поверх ности коронки.
Поскольку керамика склонна к разрушению при одной и той же критической деформации порядка ~0,1 %, поэтому повысить прочность материала можно только путем повышения его модуля упругости. Если, одновременно создать препятствия развитию трещин, то фарфоровый материал сможет выдержать без раз рушения более высокие деформации, в результате че го его прочность повысится (Рис. 3.4.5). В Таблице 3.4.3 представлены показатели прочности некоторых керамических материалов. Поскольку прочность при растяжении оценить очень сложно (из-за большого разброса результатов), обычно у материала определя ют прочность при изгибе.
Несмотря на то, что нитриды и карбиды кремния привлекательны с точки зрения прочности, они неп ригодны из-за сложности изготовления из них инди видуальных коронок, неподходящего темного цвета и термической несогласованности с эстетическими фарфоровыми покрытиями.
Клиническое значение
Оксиды алюминия и циркония обладают белизной и прочностью, поэтому в настоящее время эти материалы использованы в ряде систем для изготовления цельнокерамических зубных протезов.
В середине 60-х годов McLean и Huges разработали каркасный материал на основе полевошпатного стек ла, упрочненного оксидом алюминия, часто называе мый алюмооксидным фарфором для жакет-коронок. С тех пор были разработаны другие составы и техно логии для изготовления цельнокерамических рестав раций. В 1988 году была создана стеклонасыщенная высокопрочная керамика для каркасов зубных проте зов (In-Ceram, Vita Zahnfabrik, Bad Sackingen, Герма ния), а в начале девяностых появились каркасы, пол ностью состоящие из плотноспеченного оксида алюминия (Techceram, Techceram Ltd., Procera AllCeram, Nobel Biocare).
Фарфоровые жакет-коронки, упрочненные оксидом алюминия (A0K)
В начале 60-х годов McLean и Huges предложили уп рочнение опакового (грунтового) слоя коронок окси дом алюминия. Предложенный материал представлял собой полевошпатное стекло с добавкой 40 — 50% ок сида алюминия (Рис. 3.4.6). Частицы оксида алюми ния обладали намного большей прочностью, чем стекло, они более эффективно предупреждали разви тие трещин, чем кварц, и, по существу, представляли собой препятствия для распростанения трещины (Рис. 3.4.7). В то время как прочность при изгибе полевошпатных фарфоров, в лучшем случае, составляла не более 60 МПа, добавка оксида алюминия позволя ла повысить этот показатель до 100 — 150 МПа.
При изготовлении коронки опаковый слой, предс тавленный на рис. 3.4.3, изготавливали из алюмооксидного фарфора. Однако по-прежнему приходилось использовать непрочные композиции дентинного и эмалевого фарфора, поскольку получение полупроз рачной алюмооксидной керамики пока оставалось не возможным — добавка оксида алюминия приводила к появлению блеклой окраски и непрозрачности.
Основным назначением алюмооксидных коронок является восстановление передних зубов. Несмотря I на значительное повышение прочности, этот показа- I тель все еще оставался низким, что не позволяло ис пользовать алюмооксидный фарфор для восстановле- I ния групп жевательных зубов, а возможность I

С Т О М А Т О Л О Г И Ч Е С К АЯ К Е Р А М И К А |
251 |
Рис. 3.4.6. Снятая на растровом микроскопе микрофотография каркасного материала, на которой изображены частицы оксида алюминия, внедренные в стеклянную матрицу, состоящую из застывшего расплава полевого шпата
изготовления из алюмооксидного фарфора мостовид ных протезов, хотя бы из трех единиц, и вовсе не рас сматривалась.
Клиническое значение
Потребность в разработке более прочных каркасных материалов из керамики все еще существует, если под разумевается использовать керамику для восстановле ния жевательных зубов.
Стеклонасыщенная высокопрочная керамика для изготовления цельнокерамических каркасов
В состав полевошпатного стекла можно вводить не более 50-60 % (по объему) оксида алюминия из-за ог раничений, связанных с проведением фриттования. Альтернативным подходом стало изобретение новой системы, названной In-Ceram (Vita). В составе мате
риала для изготовления керамических каркасов в этой системе содержится около 85% оксида алюминия.
Керамический каркас моделируют на огнеупорной модели из тонкого шликера, содержащего порошок оксида алюминия. Этот процесс называется шликерным литьем. После сушки штампика, его обжигают в течение 10 час при температуре 1120°С. Температура плавления оксида алюминия, необходимая для полно го уплотнения порошка за счет жидкофазового спека ния, очень высока, поэтому происходит только твердофазовое спекание материала. Следовательно, полученный подобным образом керамический каркас, образован частицами оксида алюминия, спекшимися в точках контакта, поэтому он обладает пористой структурой. Прочность пористого каркаса невысока — она составляет всего 6-10 МПа. Затем пористый каркас насыщают лантановым стеклом, которое плавят при температуре 1100°С в течение 4-6 часов. Лантановое стекло обладает очень низкой вязкостью расплава. Этот расплав способен проникать в поры, благодаря чему получается плотный керамический материал. Для создания функциональной и эстетически привлека тельной формы коронки каркас облицовывают обыч ной стоматологической полевошпатной керамикой.

252 ОСНОВЫ СТОМАТОЛОГИЧЕСКОГО МАТЕРИАЛОВЕДЕНИЯ
Клиническое значение
Каркасная керамика данного типа, как было заявлено, обладает очень высокой прочностью при изгибе (400 — 500 МПа), что позволяет применять ее для изготовле ния коронок передних и жевательных зубов с прекрас ным результатом.
Было сделано несколько попыток изготовления консольных протезов для передних и жевательных зу бов из трех единиц с применением стеклонасыщенной керамики; такие попытки для данного вида кера мики являются достаточно смелыми, но представляются весьма перспективными.
Аналогичный подход был использован для изготов ления цельнокерамических каркасов из магнезиальной шпинели (MgAl204) или диоксида циркония, заменив ших оксид алюминия. Материал на основе магнезиаль ной шпинели In-Ceram-Spinel позволял получить более высокое эстетическое качество по сравнению с алюмооксидным In-Ceram-Alumina, однако отличался нес колько более низкой прочностью при изгибе (~350МПа), поэтому этот материал рекомендуется ис пользовать для изготовления вкладок. In-Ceram-Zirco- nia получен на основе керамики In-Ceram-Alumina, в состав которой введена добавка 33% масс, диоксида циркония. In-Ceram-Zirconia отличается повышенной прочностью и позволяет изготавливать керамические каркасы с прочностью ~700 МПа.
Альтернативным подходом к описанной выше тех нологии шликерного литья является изготовление цельнокерамических реставраций с применением тех нологии CAD-CAM (компьютерное моделирование/ компьютерное управление процессом изготовления).
Рис. 3.4.7. Частицы оксида алюминия действуют, как
препятствия для развития трещины
Эта технология изготовления реставраций использу ется как в системе CEREC (Siemens), так и в системе Celay (Vident). Блоки из керамики In-Ceram- Spinel/Alumina/Zirconia, подлежащие механической обработке для получения готовых реставраций, изго товляются путем сухого прессования, что позволяет получить более плотный и более однородный матери ал с открытой пористостью, благодаря чему повыша ется прочность керамики при изгибе после ее насы щения лантановым стеклом.
Керамические каркасы из чистого оксида алюминия
Было бы логичным после разработки керамики, уп рочненной оксидом алюминия, о которой говорилось выше, рассмотреть возможности использования цель нокерамических каркасов, изготовленных из чистого оксида алюминия. На рынке такие каркасы из чисто го оксида алюминия представляют по меньшей мере два производителя — Procera AllCeram (Nobel Biocare АВ, Gotenburg, Швеция) и Techceram system (Techcer am Ltd, Shipley, Великобритания). Потенциальными преимуществами такой керамики являются ее более высокая прочность и лучшая светопроницаемость (полупрозрачность), чем у стеклонасыщенных кар касных материалов.
Процесс изготовления керамических каркасов Procera AllCeram состоит из снятия оттиска, изго товления штампика, сканирования геометрии штам пика и моделирования желаемой формы реставра ции на экране компьютера с помощью использования специально разработанной для этого компьютерной программы, передачи информации через модем в лабораторию в Стокгольме. Все это выполняется в специально уполномоченных зуботехнических лабораториях, ставших членами сети Procera Network. Керамические каркасы изготовля ют по особой технологии, в которую входит спека ние частого оксида алюминия со степенью очистки 99,9% при температурах 1600 — 1700°С, что позволя ет получить плотноспеченный материал с отсутстви ем пористости.
Керамические каркасы затем отсылают в зуботехническую лабораторию для нанесения эстетического покрытия, представляющего собой полевошпатные стекла, совместимые с плотноспеченным алюмооксидом. Время технологического цикла составляет около 24 час. Прочность при изгибе плотноспеченного алюмооксидного каркасного материала составляет около 700 МПа, что близко совпадает с аналогичным пока зателем керамики ln-Ceram-Zirconia.
В системе Techceram применен совершенно иной подход. Полученный оттиск можно отослать на фир му Techceram Ltd, где по нему изготовят специальный штампик, на который методом горяче-плазменного напыления из плазменной пушки будет осажден ок сид алюминия. Плотность керамических каркасов составляет 80-90%. Для достижения более высокой прочности и прозрачности, каркасы, полученные ме тодом напыления в горячей плазме, подлежат даль нейшему спеканию при температуре 1170°С. Готовый керамический каркас отсылают в зуботехническую ла бораторию, где зубные техники-керамисты создадут анатомическую форму и воспроизведут внешний вид натуральных зубов с помощью нанесения полевошпатных стекол.
Клиническое значение
Одним из потенциальных преимуществ керамических каркасов из чистого плотноспеченного оксида алюми ния является их светопроницаемость (полупрозрач ность), которая выше, чем у материалов, представляю щих собой композиции стекла и оксида алюминия.
Основным недостатком всех вышеупомянутых высоко прочных цельнокерамических каркасов явля ется то, что они не поддаются протравливанию кис лотой для создания микромеханической связи с их поверхностью, хотя некоторая связь с материалом це мента все-таки может возникнуть за счет шерохова тости поверхности каркасов после их изготовления. Это объясняется тем, что внутренняя поверхность протеза, предназначенная для фиксации, состоит в основном из оксида алюминия, а не из оксида крем ния, и потому никакие из существующих аппретов не могут обеспечить прочную связь между керамичес ким каркасом и полимерами. Без наличия эффектив ного аппретирующего агента или поверхности, обла дающей идеальной микромеханической ретенцией, все эти плотноспеченные цельнокерамические кар касы будут непригодными для фиксации полимерны ми адгезивами на твердых тканях зубов, и поэтому не позволят реализовать дополнительные преимущест ва, связанные с применением метода адгезионной фиксации керамики.
Клиническое значение
Упрочнение каркасной керамики основано на повыше нии прочности и ударной вязкости керамического ма териала и правильной конструкции протеза, что позво лит ему выдерживать окклюзионные нагрузки.
С Т О М А Т О Л О Г И Ч Е С К АЯ К Е Р А М И К А |
253 |
КЕРАМИКА ДЛЯ ФИКСАЦИИ ПОЛИМЕРНЫМИ АДГЕЗИВАМИ
АДГЕЗИВНЫМИ ЦЕМЕНТАМИ
Одним из путей, позволяющим оспорить традицион ный подход к цементированию реставраций, стала разработка новых адгезионных технологий. Эти тех нологии позволили использовать керамику в тех об ластях, где раньше ее применение считалось невоз можным. Сочетание адгезии к эмали, дентину и керамике и улучшенных прочностных свойств кера мических материалов позволило изготавливать рес таврации, отличающиеся замечательной механичес кой целостностью. Фактически, адгезионная связь позволяет избавиться от микротрещин на внутрен ней поверхности реставрации, и, тем самым, снижа ет возможность разрушения. Изобретение адгезион ной технологии привело к росту использования керамики для изготовления коронок, виниров и вкладок.
Применение керамики для изготовления виниров не является новостью, ее применял доктор Charles Pincus из Беверли Хиллз, который изготавливал фар форовые виниры для актеров Голливуда. Фарфоровые виниры обжигали на платиновой фольге и крепили на зубах порошками-адгезивами для фиксации съемных протезов. Однако виниры часто раскалывались из-за повышенной хрупкости тонкого фарфора, и их неред ко приходилось заменять. С изобретением в 1937 году акриловой пластмассы, Pincus полностью переклю чился на использование этого материала для изготов ления виниров голливудским актерам. В результате это привело к повсеместному использованию компо зитных виниров, и керамика была на долгое время за быта.
Повторное появление цельнокерамических вини ров можно отнести к началу 80-х годов прошлого века. К этому времени доктор Horn из Америки освоил из готовление виниров на платиновой фольге и обнару жил, что протравливание внутренней поверхности реставрации плавиковой кислотой улучшает микро механическую ретенцию материала (см. главу 3.6). Используя метод травления эмали фосфорной кисло той, Horn смог осуществить постоянную фиксацию керамических виниров на зубах композитным поли мерным цементом. С тех пор прочность связи твердых тканей зуба с керамикой была значительно улучшена благодаря дополнительному использованию силановых аппретов.
254 О С Н О В Ы С Т О М А Т О Л О Г И Ч Е С К О Г О М А Т Е Р И А Л О В Е Д Е Н И Я
Клиническое значение
До изобретения керамических виниров, фиксируемых полимерными адгезивами, единственными способами восстановления неэстетичных зубов были композитные виниры, фарфоровые жакет-коронки и металлокерамические коронки.
Считается, что керамические виниры во многом превосходят полимерные композиты, поскольку ке рамика обладает лучшей эстетикой, устойчивостью окраски, поверхностным блеском, износостой костью, и совместимостью с тканями организма. Кроме того, керамические материалы отличаются высокой химической стабильностью, а их коэффици ент термического расширения совпадает с таковым у натуральной эмали. Из-за повышенной твердости фарфоровых виниров их шлифование и полирование являются более трудоемкими процедурами, чем обра ботка композитов. Тонкие выступающие края вини ров легче скалываются, чем края коронок, независи мо от того, где с ними работают — в зуботехнической лаборатории или в кабинете. Явным преимуществом керамических виниров перед фарфоровыми коронка ми является то, что улучшение эстетики может быть достигнуто при минимальном препарировании твер дых тканей зуба, а небная поверхность зуба останется незатронутой, благодаря чему сохраняется саггитальный резцовый путь.
С тех пор было разработано много керамических материалов, предназначенных для фиксации полимер-
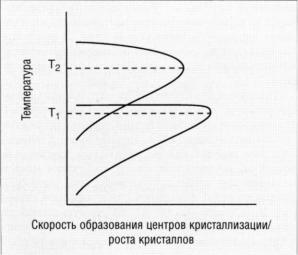
Рис. 3.4.8. Скорость образования центров кристаллиза
ции |
и роста кристаллов (Т2 ) в стеклофазе керамики |
ными адгезивами. Новые материалы позволили рас ширить круг показаний к использованию цельнокера мических реставраций от виниров до коронок и вкла док для передних и жевательных зубов. Материалы, предназначенные для адгезионной фиксации полиме рами, фактически представляют собой разные группы керамики определенного строения, объединенные под общим названием «стеклокерамика». Природа стеклокерамических материалов будет рассмотрена ниже. Вслед за ней будут описаны стоматологические стеклокерамические материалы, предназначенные для изго товления реставраций, фиксируемых полимерными ад гезивами, а также рассказано о новых технологических методах, разработанных одновременно со стеклокера микой.
Стеклокерамика
Впервые стеклокерамика была разработана на предприятии Corning Glass Works в конце 50-х годов прошлого века. В принципе, изделие формируют, пока стеклянная масса находится в расплавленном состоянии, однако в результате ее охлаждения обра зуется метастабильное стекло. При последующей тепловой обработке метастабильного стекла проис ходит кристаллизация, которая возникает за счет об разования центров (зародышей) кристаллизации и последующего увеличения размеров кристаллов, на ходящихся внутри материала. Процесс превращения стекла в частично закристаллизованное стекло на зывается ситаллизацией. Таким образом, стеклоке рамика представляет собой многофазное твердое ве щество, содержащее остатки стеклофазы, в которой распределена тонкодисперсная кристаллическая фа за. Управление процессом кристаллизации стекла позволяет получить тончайшие кристаллы, которые равномерно распределены по всей стеклянной мат рице. Число кристаллов, скорость их роста и, следо вательно, их размеры, можно регулировать путем из м е н е н и я температуры тепловой обработки материала и времени выдержки при заданной темпе ратуре.
Существует два важных направления образования кристаллической фазы: образование центров крис таллизации и рост кристаллов. На Рис. 3.4.8 схемати чески изображена скорость образования центров кристаллизации и скорость роста кристаллов. Эти кривые проходят через максимум при разных темпе ратурах. Следовательно, процесс ситаллизации представляет собой двухэтапную тепловую обработку. Первый этап тепловой обработки стекла проводят при температуре, способствующей образованию мак симального числа центров кристаллизации. Затем,