

Нурт_Стоматологическое материаловединие
.pdfвсего 2-3 минуты, в то время как для огнеупорных формовочных материалов на гипсовом связующем оно достигает 8 минут. Короткое рабочее время связа но с коротким временем затвердевания, так как оба эти процесса зависят от скорости реакции. Следова тельно, если обычно рабочее время для оттискного гипса находится в пределах 2-3 минут, то время зат вердевания для огнеупорных гипсовых формовочных материалов может изменяться от 20 до 45 минут.
Материалы для изготовления моделей имеют та кое же рабочее время, как и оттискной гипс, но время их затвердевания несколько дольше. Для оттискного гипса время твердения равно 5-Ю минутам, тогда как для автоклавированного или модельного гипса оно может длиться до 20 минут.
Изменение манипуляционных свойств или рабо чих характеристик гипса можно получать путем ввода различных добавок. Добавки, которые ускоряют про цесс затвердевания, это порошок самого гипса — ди гидрата сульфата кальция (<20%), сульфат калия и хлорид натрия (<20%). Эти вещества действуют как центры кристаллизации, вызывая рост кристаллов ди гидрата сульфата кальция. Вещества, которые замед ляют процесс затвердевания, это хлорид натрия (>20%), лимоннокислый калий и бура, которые пре пятствуют образованию кристаллов дигидрата. Эти добавки также влияют на размерные изменения при затвердевании, как будет упомянуто ниже.
Различные манипуляции при работе с системой порошок-жидкость также влияют на характеристики затвердевания. Можно изменить соотношение поро шок-жидкость, и при добавлении большего количе ства воды время затвердевания увеличится, посколь ку времени для получения насыщенного раствора потребуется больше, соответственно больше времени будет нужно для выпадения в осадок кристаллов ди гидрата. Увеличение времени перемешивания смеси шпателем приводит к уменьшению времени затверде вания, поскольку при этом может возникнуть разру шение кристаллов по мере их формирования, следо вательно, образуется больше центров кристаллизации.
Клиническое значение
Увеличение времени перемешивания гипса шпателем приводит к уменьшению времени затвердевания и уве личению расширения материала при затвердевании.
Повышение температуры оказывает минимальное действие, поскольку ускорение растворения полугид рата уравновешивается более высокой раствори мостью дигидрата сульфата кальция в воде.
гипс 215
Изменение размеров при затвердевании
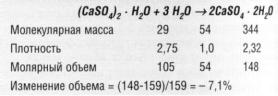
Образующиеся при затвердевании кристаллы име ют сферолитную игольчатую форму (Рис. 3.1.1), на поминающую форму снежинок. По мере роста они оказывают друг на друга давление, пытаясь оттолк нуться друг от друга . Результатом такого действия является увеличение размеров при затвердевании гипса. Однако на самом деле материал сжимается, в том смысле, что его молярный объем уменьшается на 7,1% об., как показано в Таблице 3.1.1. При этом между кристаллами образуются большие пустоты, что приводит к значительной пористости материала. Именно с этим связано наблюдаемое увеличение размеров или расширение гипса на 0,6% объёмных.
Эта способность расширяться при затвердевании
— очень важное свойство гипса, которое позволяет применять его во многих областях ортопедической стоматологии. В частности, модели и зуботехнические штампики лучше изготавливать большего разме ра, чем их истинные анатомические. В этом случае коронки, мостовидные и прочие протезы не будут слишком тесными при постановке их в полости рта. Расширение оказывается полезным свойством фор мовочных материалов, так как оно помогает компен сировать усадку металлической отливки при ее охлаж дении.
Хотя и желательно, чтобы модели, изготовленные из обычного медицинского или высоко прочного гип сов, были несколько больших размеров, неконтроли руемое расширение этих материалов может оказаться излишним.
Р и с . 3 . 1 . 1 . Схематичное представление сферолитной
структуры дигидрата сульфата кальция
216 О С Н О В Ы С Т О М А Т О Л О Г И Ч Е С К О Г О М А Т Е Р И А Л О В Е Д Е Н И Я
Клиническое значение
Существуют различные добавки для гипса, которые применяют для достижения определенного уровня рас ширения материала, которое изменяется для обычного гипса в диапазоне 0,2-0.3% объемных, а для гипсовых моделей и штампиков - 0,05-0,10% объемных.
Хлорид натрия
Присутствие хлорида натрия обеспечивает дополни тельное пространство для образования и роста крис таллов. Более высокая плотность кристаллов ограни чивает их рост, тем самым снижая их способность отталкиваться друг от друга. Это выражается в умень ш е н и и расширения материала. Увеличение числа центров кристаллизации дигидрата сульфата кальция приводит к ускорению затвердевания материала. Скорость растворения полугидрата также растет, что в свою очередь ускоряет скорость реакции затверде вания.
При высокой концентрации (>20%) хлорид натрия оседает на поверхности кристалла и предотвращает его дальнейший рост. Это скорее снижает скорость ре акции, чем увеличивает ее.
Сульфат калия
Сульфат калия (K2S04) реагирует с водой и полугидра том с образованием «сингенита» (K2(CaS04)2 • Н 2 0) . Это соединение кристаллизируется очень быстро и способствует росту большего количества кристаллов. В результате суммарное расширение уменьшается и ускоряется реакция затвердевания. При использова нии для замешивания 2% раствора сульфата калия, время затвердевания уменьшится примерно с 10 до 4 минут.
Таблица 3.1.1 Изменение молярного объема при повторном поглощении воды полугидратом сульфата кальция
битором процесса затвердевания. Добавление буры ведет к образованию тетрабората кальция, который оседает на кристаллах дигидрата и предотвращает их дальнейший рост.
ЛИМОННОКИСЛЫЙ калий (цитрат калия)
Цитрат калия действует как ингибитор, и его иногда добавляют в виде дополнения к буре.
Таким образом, тщательно регулируя количество вышеуказанных добавок, можно получать гипсовые материалы с необходимой степенью расширения, точ ным рабочим временем и временем затвердевания, которые соответствуют различным видам назначения. Показатели расширения при затвердевании для гип сов приведены в Таблице 3.1.2.
Клиническое значение
Низкое расширение при затвердевании высокопрочного и супергипса делает эти материалы идеальными для штампиков и моделей при изготовлении протезов как из металла, так и из керамики.
Дигидрат сульфата кальция
Добавление небольшого количества дигидрата суль фата кальция дает дополнительные центры кристал лизации и действует как ускоритель; это вещество бу дет сокращать и рабочее время и время затвердевания.
Бура
Добавление буры (Na2B4Oy-10H2O) замедляет процесс затвердевания, ускорение которого было вызвано вве дением вышеуказанных добавок. Она является инги-
Гигроскопическое расширение
Расширение при затвердевании материала можно су щественно увеличить путем погружения его в воду в процессе затвердевания. При затвердевании на возду хе поверхностное натяжение несвязанной воды стре мится сблизить кристаллы, а это ограничивает их рост. Однако, когда кристаллы погружаются в воду, они мо гут расти более свободно, приводя в результате к боль шей степени расширения. Этот процесс называется
гигроскопическим расширением, его иногда применяют для обработки огнеупорных формовочных материалов на гипсовом связующем при литье сплавов, обладаю щих высоким коэффициентом термического расшире ния или высокой усадкой при твердении.
|
|
|
гипс 217 |
Таблица 3.1.2 Расширение при затвердевании |
Таблица 3.1.3 Прочность при сжатии некото |
||
некоторых типов гипса |
|
рых типов гипса |
|
Изделия |
Расширение (%) |
Тип гипса |
Прочность (МПа) |
Обычный или медицинский |
0,20-0,30 |
Обычный или медицинский |
12 |
гипс |
|
гипс |
|
Высокопрочный гипс |
0,08-0,100 |
Высокопрочный гипс |
30 |
Супергипс |
0,05 - 0,07 |
Супергипс |
40 |
СВОЙСТВА
Стабильность размеров
По завершении процесса затвердения материала, его размеры не изменяются совсем или претерпевают лишь незначительные изменения. Гипсовые модели обладают идеальной устойчивостью при хранении, хо тя гипс слабо растворим в воде. По этой причине не следует промывать поверхность гипсовых моделей го рячей водой.
Прочность при сжатии
Прочность при сжатии — механическое свойство, обычно применяемое для оценки прочности гипса. Эти показатели приведены в Таблице 3.1.3.
На прочность при сжатии существенно влияет соотношение порошок-жидкость. Из вышеприве денных данных ясно, что уменьшение количества во ды, необходимого для приготовления приемлемой гипсовой смеси, существенно повышает прочность изделия при сжатии. Таким образом, на прочность при сжатии затвердевшего гипса влияет отклонение отрекомендуемого соотношения порошок-жидкость. Преимущество применения излишнего количества воды втом, что смесь получается гомогенной или од нородной и легко заливается. Воздух, попадающий в смесь при ее замешивании, легче удаляется из жид кой смеси высоко прочного и супергипса при вибра ции, но при этом прочность при сжатии снижается. С другой стороны, рекомендуемое меньшее количество воды приводит к получению слишком густой смеси, из которой труднее удалить пузырьки воздуха, что влечет за собой увеличение пористости и значитель ное снижение прочности. Также существует опас ность недостатка воды для полного прохождения ре акции затвердевания.
Таким образом, использование меньшего количе ства воды способно повышать прочность при сжатии, но при малом количестве воды наблюдается ухудше ние качества материала.
Существует явное различие в прочности гипса во влажном и сухом состоянии. В основном, в сухом сос тоянии прочность примерно в два раза выше, чем во влажном состоянии.
Прочность при растяжении
Прочность при растяжении обычного гипса во влаж ном состоянии очень низкая (примерно 2 МПа). Это обусловлено пористой и хрупкой природой гипса, в результате чего зубы и края на гипсовой модели мо гут легко повреждаться при грубом обращении. Проч ность при растяжении высокопрочного гипса в два ра за выше, чем прочность обычного, поэтому лучше использовать этот тип гипса для моделей при изготов лении мостовидных протезов и для штампиков.
Твердость и износостойкость
Твердость поверхности гипса очень низкая, поэтому этот материал очень легко царапается и истирается. В качестве альтернативных материалов для моделей изу чаются эпоксидные пластмассы, поскольку у них луч ше показатель воспроизведения деталей, они более устойчивы к истиранию и у них выше прочность при изгибе по сравнению с гипсом, но эти материалы под вержены полимеризационной усадке.
Клиническое значение
Если не учитывать при изготовлении моделей усадку эпоксидных пластмасс при отверждении, то получен ные на этих моделях литые протезы могут не соответ ствовать по размеру и не обеспечивать постановку про тезов во рту.
218 О С Н О В Ы С Т О М А Т О Л О Г И Ч Е С К О Г О М А Т Е Р И А Л О В Е Д Е Н И Я
Воспроизведение деталей поверхности
В спецификации №19 Американского Национально го Института Стандартов/Американской Стоматоло гической Ассоциации совместимость оттискных мате риалов и стоматологических гипсов оценивается по воспроизведению линии шириной в 20 мкм, воспро изведенной на модели из обычного гипса — дигидрата сульфата кальция. Так как поверхность изделий из гипса слегка пористая, мельчайшие детали поверх ности меньше 20 мкм воспроизводятся плохо. Однако очень четко отпечатываются макроскопические дета ли поверхности, хотя помешать этому могут пузырьки воздуха (например, попавшего между гипсом и оттискным материалом).
При нанесении воска на поверхность штампика для изготовления литейной формы, штампик следует увлажнить. Поскольку гипс слабо растворим в воде, некоторое количество материала на увлажненной по верхности растворяется, поэтому следует избегать повторной сушки и увлажнения изделия.
Таблица 3 . 1 . 4 Преимущества и недостатки гипса для изготовления моделей
Преимущества |
Недостатки |
|
Размерная |
точность |
Низкая прочность при |
и стабильность |
растяжении, хрупкость, |
|
|
|
низкая износостойкость |
Дешевизна |
материала |
|
Хороший цветовой |
Слабое воспроизведение |
|
контраст |
|
деталей |
|
|
Слабая смачиваемость |
эластомерными оттискными материалами
Клиническое значение
Всякий раз, когда требуется повторное смачивание штампика, это необходимо делать в насыщенном вод ном растворе дигидрата сульфата кальция.
ЗАКЛЮЧЕНИЕ
Преимуществам недостатки при использовании гипса для изготовления моделей в целом отражены в Табли це 3.1.4.
ДОПОЛНИТЕЛЬНАЯ ЛИТЕРАТУРА
Chan ТК, Darvell BW (2001) |
Effect of storage conditions |
on calcium sulphate hemihydrate-containing products. |
|
Dent Mater 17:134 |
|
Combe EC, Smith DC (1964) |
Some properties of gypsum |
plasters. Br Dent J 117:237 |
|
DerrienG, Le Menn G (1995) |
Evaluation of detail repro |
duction for three die materials by using scanning elec tron microscopy and two dimensional profilometry. J Prosthet Dent 74:1
Duke P et al. (2000) Study of the physical properties of type IV gypsum, resin-containing, and epoxy die materials. J Prosthet Dent 83:466
Eames WB, Edwares CR, Buck WH (1978) Scraping resist ance of dental die materials: a collarison of brands. Oper Dent 3:66
Fan PL, Powers JM, Reid ВС (1981) Surface mechanical properties of stone, resin and metal dies. J Am Deni Assoc 103:408
Paquette JM, Taniguchi T White SN (2000) Dimensional accuracy of an epoxy resin die material using two set ting methods. J Prosthet Dent 83:301
Whyte MP, Brockhurst PJ (1996) The effect of steam ster ilization on the properties of set dental gypsum models. Aust Dent J 41 : 128
Глава 3.2
ПОЛИМЕРНЫЕ МАТЕРИАЛЫ ДЛЯ БАЗИСОВ СЪЕМНЫХ ЗУБНЫХ ПРОТЕЗОВ
ВВЕДЕНИЕ
С о г л а с но прогнозам старения населения Западных стран к 2025 году более половины его составят люди старше 50 лет. Несмотря на достижения в профилак тике стоматологических заболеваний, вероятно, что многим из этих людей для замещения утраченных зу бов потребуются съемные, полные или частичные, зубные протезы. В настоящее время около 32 миллио нов жителей Северной Америки носят такие протезы, ежегодно для протезирования пациентов изготавлива ется 9 миллионов полных съемных и 4,5 миллиона частичных зубных протезов. Этим пациентам важно, чтобы их обеспечили эстетичными и высоко функци ональными протезами, поскольку это улучшит каче ство их жизни.
Изготовление съемного протеза состоит из многих этапов. Первый из них — снятие оттиска, после кото рого следует ряд технологических этапов в зуботехнической лаборатории. К ним относится получение мо дели, постановка зубов, изготовление восковой модели, изготовление гипсовой формы в зуботехнической кювете и удаление, вываривание, воска, а за тем заполнение полученного пространства формы ма териалом для изготовления базисов зубных протезов или базисным материалом.
Для изготовления протезов использовалось мно жество материалов, включая материалы на основе целлюлозы, фенолформальдегида, виниловых пласт масс и эбонита. Тем не менее, все они имели различ ные недостатки:
Материалы на основе производных целлюлозы де формировались в полости рта, имели привкус камфа ры, которая использовалась в качестве пластификато
ра. Камфара выделялась из протеза, вызывая образо вание пятен и пузырьков в базисе, а также изменение цвета протеза в течение нескольких месяцев.
Фенолформальдегидная пластмасса (бакелит) ока залась очень трудным в работе нетехнологичным ма териалом, и она также изменяла цвет в полости рта.
Виниловые пластмассы имели низкую прочность, переломы были обычным явлением, возможно, из-за усталости базисного материала.
Эбонит был первым материалом, который исполь зовался для массового изготовления протезов, но его эстетические свойства были не слишком хороши, по этому на смену ему пришли акриловые пластмассы.
Акриловая пластмасса (на основе полиметилметакрилата) в настоящее время является одним из ши роко используемых базисных материалов, поскольку имеет неплохие эстетические свойства, этот материал дешев и прост в работе. Но и акриловая пластмасса не является идеальным во всех отношениях материалом, так как не в полной мере отвечает требованиям к иде альному материалу для базиса зубного протеза, предс тавленных в Таблице 3.2.1.
Но акриловые пластмассы получили широкое распространение, поскольку многим требованиям Таблицы 3.2.1. они отвечают. В частности, технология изготовления протезов из акриловой пластмассы дос таточно простая и недорогая, протезы имеют хоро ший внешний вид. Помимо применения в полных съ емных протезах акриловую пластмассу часто применяют и для других целей, таких как изготовле ние индивидуальных ложек для снятия оттисков, для воспроизведения рельефа мягких тканей на литых ме таллических каркасах, для починки протезов, изго товления мягких подкладок к базисам протезов и ис кусственных зубов.
220 ОСНОВЫ С Т О М А Т О Л О Г И Ч Е С К О Г О М А Т Е Р И А Л О В Е Д Е Н И Я
Таблица 3.2.1 Критерии идеального материа ла для базиса съемных зубных протезов
Естественный вид |
Технологичность |
Высокая прочность, |
Низкая плотность |
жесткость, твердость и |
|
ударная вязкость |
|
Размерная стабильность |
Точное воспроизведе |
|
ние поверхностных |
|
деталей |
Отсутствие запаха, привкуса |
Устойчивость к |
и токсичных веществ |
росту бактерий |
Устойчивость к поглощению |
Хорошая |
ротовой жидкости |
теплопроводность |
Хорошее прочное соеди |
Рентгеноконтрастность |
нение с полимерами, |
|
керамикой и металлами |
|
Легко поддается починке |
Легко чистится |
Долговечность |
Невысокая стоимость |
Таблица 3 . 2 . 2 Компоненты пластмассы горя чего отверждения
Порошок Шарики или гранулы полиметилметакрилата
Инициатор - пероксид бензоила Пигменты/красители Замутнители - оксиды титана/цинка Пластификатор - дибутилфталат
Синтетические волокна - нейлон/акрил Жидкость Мономер - метилметакрилат
Ингибитор - гидрохинон Сшивающий агент - диметакриловый эфир этиленгликоля
СОСТАВ И СТРУКТУРА |
Выпускаются базисные пластмассы в виде материалов |
|
|
|
горячего и холодного отверждения. |
АКРИЛОВОЙ ПЛАСТМАССЫ
Процесс отверждения при изготовлении акрилового протеза протекает за счет реакции свободно радикаль ной полимеризации с образованием полиметилметак рилата (ПММА). Мономером является метилметак рилат (ММА):
где Me — это СН3 . Конверсия (превращение) мономе ра в полимер включает в себя традиционную последо вательность: активацию, инициирование, рост и об рыв цепи, такую, как описывалось выше в Главе 1.6.
Пластмассы горячего отверждения
Эти материалы состоят из порошка и жидкости, кото рые после смешивания и последующего нагревания переходят в твердое состояние. Вещества, входящие в состав порошка и жидкости, приведены в Таблице
3.2.2.
Специфическая форма применения материала в виде системы порошок-жидкость обусловлена по крайней мере тремя причинами:
•Возможностью переработки материала в тестооб разной форме или применением технологии «тес та»
•Сведением к минимуму полимеризационной усад ки
•Снижением экзотермического эффекта, или уменьшением теплоты реакции.
Технология теста делает процесс изготовления протезов относительно простым. В кювету, содер жащую постановку искусственных зубов в гипсе, пакуется тестообразная масса, затем кювета зак рывается под давлением таким образом, чтобы из-
П О Л И М Е Р Н Ы Е МАТЕРИАЛЫ Д Л Я БАЗИСОВ СЪЕМНЫХ З У Б Н Ы Х ПРОТЕЗОВ |
221 |
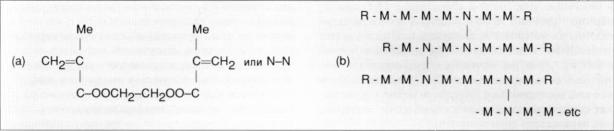
Рис. 3 . 2 . 1 . (а) Диметакриловый эфир этиленгликоля и (b) образование им поперечных связей
лишки массы выдавливались. Способность тесто образной массы точно прилегать к модели и прос тое удаление излишков, придают особенную лег кость в работе с а к р и л о в ы м и п л а с т м а с с а м и холодного отверждения (на стадии теста) при изго товлении из них специальных или индивидуальных оттискных ложек. Гранулы легче растворяются в мономере, чем шарики, тем самым сокращается время для достижения тестообразного состояния материала.
Полимеризационная усадка снижается по сравне нию с усадкой при полимеризации мономера, пос кольку большая часть материала (т.е. шарики и грану лы) уже заполимеризована.
Реакция полимеризации высоко экзотермична, так как значительное количество тепловой энергии (80 кДж/моль) высвобождается при превращении свя зей С = С в связи —С — С. Так как большая часть смеси уже находится в форме полимера, снижается потенци альная возможность перегрева материала. Поскольку максимальная температура полимеризации будет меньше, уменьшится также и термическая усадка ма териала.
Мономер относится к категории летучих и легко воспламеняющихся веществ, поэтому контейнер с ним необходимо постоянно держать в закрытом сос тоянии и вдали от источников открытого огня. Кон тейнером является флакон из темного стекла, которое продлевает срок хранения мономера, предотвращая его спонтанную полимеризацию под воздействием света.
Гидрохинон также продлевает срок хранения мо номера, мгновенно вступая в реакцию со свободными радикалами, которые могут спонтанно образоваться в жидкости, давая соединения устойчивых свободных радикалов, не способных инициировать процесс по лимеризации.
Следует избегать загрязнения полимерных шари ков и гранул, поскольку они на своей поверхности не сут пероксид бензоила, а для начала реакции полиме ризации требуется наличие совсем незначительного количества полимера.
Порошок полимера очень стабильный и имеет практически неограниченный срок хранения.
Сшивающий агент, такой как диметакриловый эфир этиленгликоля, вводят в состав материала для улучшения механических свойств (Рис. 3.2.1а). Он со единяется в некоторых местах с полимерной цепью полиметилметакрилата и образует поперечную сшив ку между этой и соседней цепью полимера за счет двух концевых двойных связей (Рис. 3.2.1 Ь).
Таким образом, хотя сам ПММА и является тер мопластичной пластмассой, включение в состав сши вающих агентов исключает его последующую термо обработку.
Пластмассы холодного отверждения
Химия этих пластмасс идентична химии пластмасс го рячего отверждения, за исключением того, что отве рждение инициируется третичным амином (напри мер, диметил — р — толуидином или производными сульфоновой кислоты), а не нагреванием.
Этот метод отверждения менее эффективен по сравнению с процессом горячего отверждения и дает полимер с более низкой молекулярной массой. Такое положение отрицательно сказывается на прочност ных свойствах материала и также повышает в нем со держание остаточного мономера. Показатель цветостойкости у материала холодного отверждения хуже, чем у материала горячего отверждения, платмассы хо лодного отверждения к тому же более склонны к по явлению желтизны.
Шарики полимера у этих материалов несколько меньше по размеру, чем у пластмассы горячего отве рждения (размер шариков у последнего около 150 мкм) с целью облегчения растворения полимера в мо номере для образования тестообразной массы. Этого состояния необходимо достичь до того, как начнется реакция отверждения, которая будет изменять вяз кость смеси, и масса приобретет излишнюю плот ность, препятствующую формованию материала.
Более низкая молекулярная масса также приводит
222 ОСНОВЫ СТОМАТОЛОГИЧЕСКОГО МАТЕРИАЛОВЕДЕНИЯ
к снижению температуры стеклования (Тс), при Тс обычно равным 75-80°С, однако не увеличивая склонность материала к деформации. Поскольку для отверждения пластмассы не используется внешний источник тепла, то величина образующихся в ней внутренних напряжений ниже. Тем не менее, матери ал очень восприимчив к ползучести (крипу), и это мо жет существенно сказаться на появлении деформа ций протеза при пользовании им.
жет привести к недостаточному заполнению мономе ром свободного пространства между его гранулами и в конечном итоге привести к ослаблению материала. Слишком большое количество мономера вызовет чрезмерную полимеризационную усадку и снижение качества прилегания протеза к протезному ложу.
Добавки к порошку склонны к оседанию на дно контейнера, поэтому перед использованием важно встряхнуть контейнер для гарантии равномерного распределения компонентов порошка.
Заливочные пластмассы холодного отверждения
Эти пластмассы холодного отверждения, достаточно жидкие при замешивании, и поэтому могут быть просто залиты в форму из гидроколлоида. Они хоро шо воспроизводят поверхностные детали, хотя ос тальные свойства их уступают формовочным акрило вым пластмассам холодного и горячего отверждения, поэтому они не нашли широкого применения.
Контроль цвета
Окрашивающий пигмент обычно входит в состав по лимерного порошка, но в некоторых случаях он может просто находиться на поверхности полимерных шари ков и быть смыт при слишком быстром контакте с мо номером. В таком случае, полимер необходимо мед ленно добавлять к мономеру. Малое количество порошка приведет к чрезмерно светлому цвету изде лия.
Светоотверждаемые базисные пластмассы
Материалы, отверждаемые видимым светом, уже бы ли представлены ранее. По химическим свойствам эти материалы больше похожи на композиты для восста новления зубов, нежели на пластмассы для изготовле ния базисов зубных протезов (см. Главу 2.2). Матери ал состоит из уретандиметакрилатной матрицы, которая содержит небольшое количество коллоидного оксида кремния для придания материалу необходи мой текучести или консистенции, и наполнителя из акриловых шариков, которые становятся частью взаи мопроникающей структуры полимерной сетки при его отверждении. Он широко используется в качестве твердого материала для перебазировки зубных проте зов, для изготовления индивидуальных оттискных ло жек и для починки сломанных протезов.
НЕКОТОРЫЕ АСПЕКТЫ ТЕХНОЛОГИИ ПРИМЕНЕНИЯ
Соотношение порошок-жидкость
Большое значение имеет правильное соотношение порошок-жидкость (по весу в % 2,0/1,0, по объему в % 1,6/1,0). Слишком большое количество порошка мо
Изоляция гипсовой формы
Существует опасность, что пластмасса может про никнуть в относительно шероховатую поверхность гипсовой формы и прилипнуть к ней. Для предотвра щения этого необходимо использовать изолирующее средство. В настоящее время, изолирующее средство - это обычно раствор альгината натрия, хотя некото рые до сих пор рекомендуют использовать оловянную фольгу.
Обработка
Существует две проблемы в процессе изготовления зубных протезов из акриловых материалов, на кото рые следует обращать особенное внимание, первый - возникновение пористости, и второй — образование внутренних напряжений в пластмассе во время терми ческой обработки.
Пористость
Проблема, с которой наиболее вероятно столкнется каждый при изготовлении акриловых зубных проте зов, это образование пористости в процессе термооб работки. Существует две главные причины пористос ти: одна, связанная с полимеризационной усадкой, - усадочная пористость, и вторая — с летучестью моно мера, — газовая пористость.
П О Л И М Е Р Н Ы Е МАТЕРИАЛЫ Д Л Я БАЗИСОВ СЪЕМНЫХ З У Б Н Ы Х ПРОТЕЗОВ |
223 |
Усадочная п о р и с т о с т ь
Усадочная пористость происходит потому, что моно мер в процессе обработки сжимается примерно на 20% своего объема. Применяя материал в виде систе мы порошок-жидкость, эта усадка минимизируется, и составляет около 5-8 процентов. Однако это не ска зывается на величине линейной усадки, которая ис ходя из объемной усадки должна быть порядка 1,5- 2%, а фактически составляет не более 0,2-0,5%. Предполагается, что это связано с тем, что основная часть усадки материала обусловлена снижением тем пературы, от температуры полимеризации до комнат ной, а не полимеризационной усадкой. Чтобы акти визировать процесс полимеризации, температуру в кювете необходимо поднять выше 60°С, пероксид бензоила при этом разлагается с образованием сво бодных радикалов (см. Главу 1.6). С самого начала реакции отверждения она продолжает генерировать собственное тепло (как результат экзотермической реакции). Это может повысить температуру акрило вого материала намного выше отметки 100°С.
В условиях процесса горячего отверждения пластмасса в состоянии заполнять пространства, создаваемые полимеризационной усадкой при отве рждении. Течение массы происходит под действием давления, которое она постоянно испытывает в про цессе обработки. Формование материала для базиса зубного протеза с некоторым избытком гарантирует постоянное давление на материал в закрытой форме. Это давление поддерживается в течение всего цикла обработки.
Пластмасса становится твердой, как только темпе ратура опускается ниже температуры ее стеклования, в этой точке полимеризационная усадка материала за вершается. От этой точки и далее свой вклад в наблю даемые изменения размеров базиса зубного протеза вносит термическая усадка. Пластмассы холодного отверждения должны обеспечить лучшее прилегание протеза, так как температура их обработки значитель но ниже (около 60°С по сравнению со 100°С для пласт массы горячего отверждения). Однако прилегание мо жет нарушаться, т.к. обычно имеется риск появления ползучести материала из-за более низкой температу ры стеклования Тс.
Поэтому важно, чтобы достаточное количество массы паковалось в форму для гарантии того, что ма териал в процессе обработки постоянно находится под давлением. Это позволит сжать любые пустоты, присутствующие в смеси, а также скомпенсирует усад ку при отверждении. Таким образом, паковку массы в форму следует производить только тогда, когда она достигнет тестообразного состояния, если сделать это раньше, сильная текучесть формовочной массы пос лужит причиной быстрого снижения давления.
Наличие локализованной пористости может быть вызвано плохим смешиванием компонентов или преждевременной паковкой материала в форму до достижения тестообразного состояния. Связанная с этим неравномерная усадка может привести к дефор мации зубного протеза.
Газовая п о р и с т о с т ь
Как отмечалось выше, при полимеризации происхо дит экзотермическая реакция. Это может вызвать рост температуры пластмассы выше отметки 100°С, что превышает температуру кипения мономера. Если температура повысится до завершения процесса по лимеризации, образуется газообразный мономер — он является причиной газовой пористости. Количество вырабатываемого тепла зависит от объема перераба тываемой пластмассы, количества мономера и ско рости ее нагревания от внешнего источника. Прояв ления газовой пористости можно избежать, контролируя подъем и обеспечивая медленное повы шение температуры.
Клиническое значение
Полимеризация должна проводиться медленно (для предотвращения образования газовой пористости) и под давлением (для избежания образования усадочной пористости), и таким образом, чтобы температура ак рилового материала при изготовлении зубного протеза
никогда не превышала 100°С.
Напряжения при обработке
Ограничения, налагаемые на изменения линейных размеров пластмассы гипсовой формой, неизбежно вызовут внутренние напряжения. Такие напряжения могут проявиться в виде искривления, образования микротрещин, искажения базиса зубного протеза. Хо тя многие напряжения, возникшие в процессе усадки при отверждении, могут быть сняты за счет текучести материала при температуре выше температуры стек лования, некоторые напряжения в нем сохранятся изза действия термической усадки. Внутренние напря жения можно свести к минимуму при использовании акриловых (но не фарфоровых) зубов (чтобы пол ностью исключить явление неравномерности усадки при охлаждении), а также путем медленного охлажде ния кюветы.
Высвобождение внутренних напряжений может вызвать мелкие поверхностные дефекты в пластмассе
— микротрещины, которые могут проявляться в виде
224 ОСНОВЫ СТОМАТОЛОГИЧЕСКОГО МАТЕРИАЛОВЕДЕНИЯ
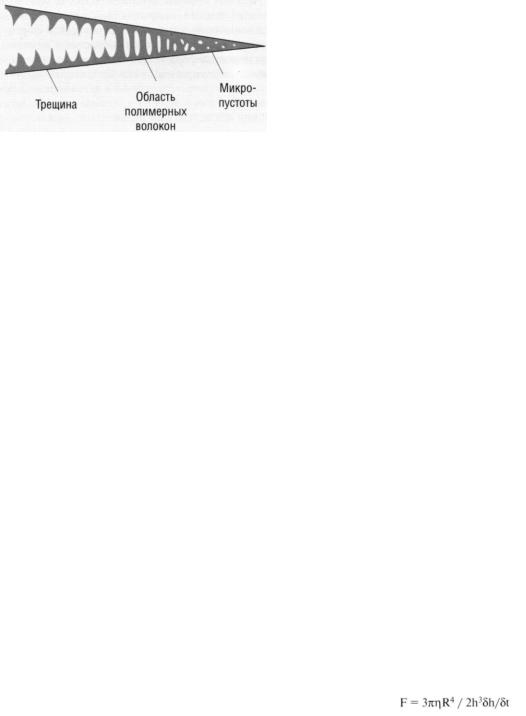
Рис. 3.2.2. Образование разрушающей трещины в резуль
тате действия микротрещин
белесоватости и помутнения поверхности базиса зуб ного протеза. Микротрещина это локализованная об ласть сильной пластической деформации полимера, в которой могут присутствовать микропустоты. На этой стадии это еще не трещина, поскольку в отличие от трещины этот участок все еще может выдерживать напряжение. Тем не менее, микротрещины могут при вести к разрушению полимера. По мере увеличения размеров пустот в области микротрещин, они отделя ются друг от друга только тонкими нитями полимера до тех пор пока, наконец, не произойдет их оконча тельный разрыв, и образуется трещина (Рис. 3.2.2). Та кие трещины под воздействием внешней нагрузки бу дут разрастаться, что в конечном итоге приведет к разрушению зубного протеза.
Микротрещины могут образоваться в ответ на воз действие тепла (при полировке, например), неравно мерной усадки вокруг фарфорового зуба, или в резуль тате воздействия растворителей, таких как, например, спирт.
Клиническое значение
Образование поперечных связей между полимерными цепями в результате добавления диметакрилового эфи ра этиленгликоля уменьшает вероятность образования микротрещин.
СВОЙСТВА
Биосовместимость
В целом, П М М А относится к весьма биосовместимым материалам, и лишь у некоторых пациентов мо гут возникать аллергические реакции. Наиболее ве-
роятно, что это связано с вымыванием различных компонентов из базиса зубного протеза, и в частнос ти, различных остаточных мономеров или бензойной кислоты. Аллергическая реакция может проявляться местно, чаще всего это случается с зубными протеза ми из пластмасс холодного отверждения из-за высо кого содержания остаточного мономера. Иногда этот недостаток можно преодолеть, подвергнув зубной протез дополнительной полимеризации. Однако здесь существует опасность возможной деформации протеза, из-за уменьшения внутреннего напряже ния, образовавшегося в процессе его первой обра ботки.
Если у пациента в анамнезе отмечена гиперчув ствительность к метакриловым пластмассам, то следу ет рассмотреть вопрос об использовании такого аль тернативного материала, как поликарбонат.
Размерная стабильность и точность
Учитывая, что зубной протез контактирует с податли выми мягкими тканями полости рта, может возник
нуть вопрос, а почему столь важно, |
чтобы протез не |
изменял формы этих тканей? На |
самом деле, этот |
вопрос более всего относится к фиксации зубного про теза, если под этим термином понимается способ ность сопротивления воздействию сил, направленных на смещение зубного протеза в направлении окклю зии. В этом отличие понятия фиксации от стабильнос ти съемного протеза, которая определяется как соп ротивление смещению в горизонтальном направлении.
Факторы, определяющие фиксацию зубного про теза в полости рта, по своему существу имеют физи ческую природу. Анатомические факторы, такие как поднутрения, являются больше помехой, чем преиму ществом, поскольку базис протеза — это жесткий ма териал, который не может заполнять эти простран ства. У некоторых пациентов для обеспечения лучшей фиксации протеза может потребоваться хирургичес кое удаление имеющихся поднутрений.
Наиболее подходящим объяснением факторов, обеспечивающих фиксацию зубного протеза, является объяснение их на модели вязкотекучести (как дано в Главе 1.10), которую можно представить следующим уравнением:
для диска радиусом R и толщиной слоя слюны h. Адгезия зубного протеза к слизистой оболочке
обеспечивается слюной, и чем больше площадь пове рхности, тем лучше сцепление, (т.е. величина R долж на быть максимально большой, насколько это воз-