

2.8 Формирование днищ
Формирование эллиптических днищ может быть осуществлено двумя методами: штамповкой и фланжированием. Штамповка может производиться как в холодном, так и в горячем состоянии. Штамповка заготовок производится в специальных штампах (рисунок 14). Перед этим заготовку нагревают до требуемой температуры в печи. После нагрева заготовка транспортируется к штампу, где устанавливается на протяжное кольцо и штампуется. Штамповка осуществляется за один проход. Для облегчения съема отштампованного днища применяют упоры.
Для изготовления днищ выбираем пресс гидравлический листоштамповочный простого действия одностоечный отбортовочный П3241.
Таблица 7 - Технические характеристики гидравлического пресса П3241.
|
Масса, кг |
300000 |
|
Габаритные размеры, мм |
6900х11800х7000 |
|
Мощность, кВт |
126 |
|
Максимальная скорость шпинделя, мм/с |
4500 |
|
Минимальная скорость шпинделя, мм/с |
3000 |
|
Скорость холостого хода ползуна, мм/с |
125 |
|
Расстояние между столом и ползуном, мм |
2200 |
|
Ход ползуна, мм |
1200 |
|
Номинальное усилие, кН |
12500 |
|
Толщина S, мм |
12 - 36 |
|
Диаметр заготовки, мм |
3730 - 3870 |
|
Диаметр днища, мм |
3000 |
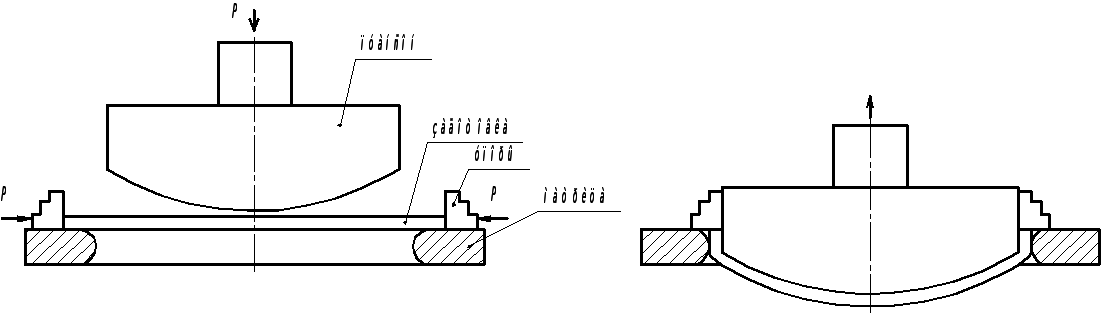
Рисунок 10 – Принципиальная схема штампования
Для получения качественных заготовок днищ с невысокими собственными напряжениями (т. к. аппарат работает под избыточным давлением), штамповку следует осуществлять в горячем состоянии. Нагрев заготовок под штамповку производится в электрических печах СДО 1428 10/12/10Л2 (1050-1100 оС).
2.9 Подготовка кромок под сварку
Продольные и кольцевые стыки обечаек, а также стыки днищ будут свариваться автоматической дуговой сваркой под флюсом. По ГОСТ 16098-80 для сварки корпуса принимаем разделку типа С19 со скосами кромок и снятием плакирующего слоя. Параметры разделки кромок с указанием допусков приведены на рисунке 15.
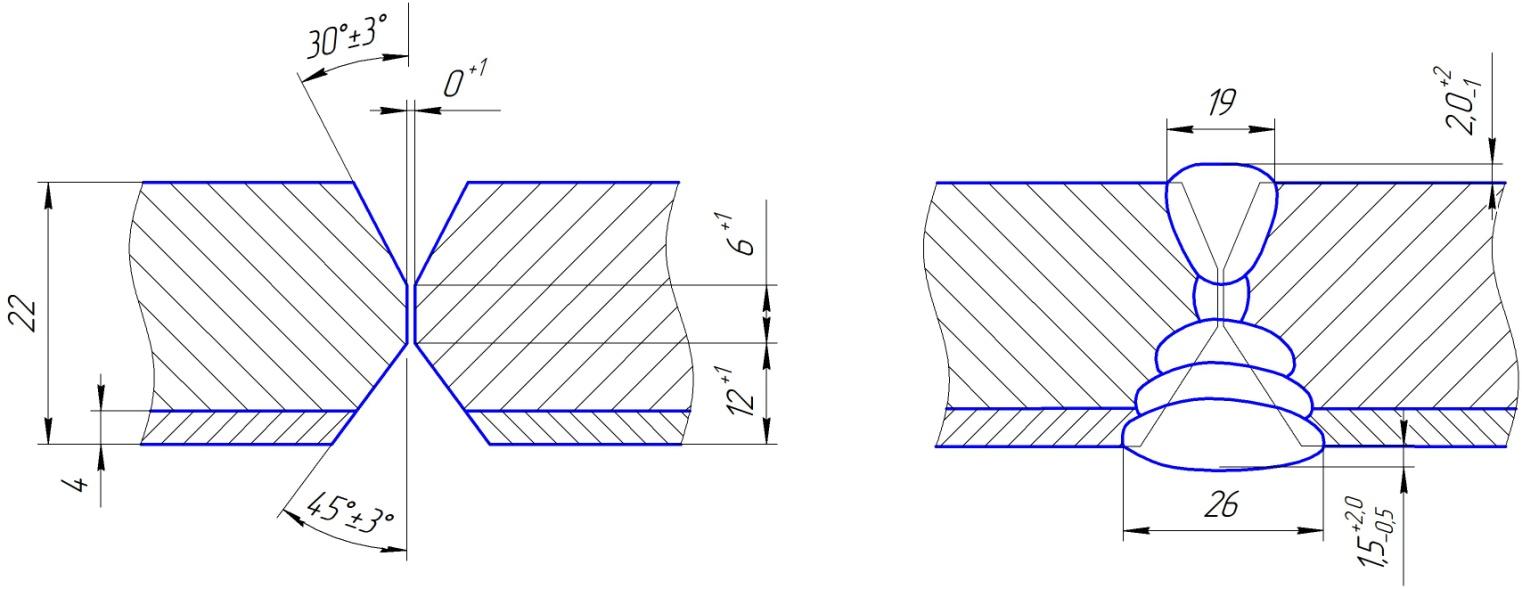
Рисунок 11 – Параметры разделки кромок под сварку:
а – разделка С-19 по ГОСТ 16098-80,
Подготовка кромок под сварку производится с использованием специализированного оборудования. Выбираем станок для снятия фаски с прямолинейных поверхностей и труб с автоматическим продвижением станка вдоль листа фирмы GERIMA серии «MSA». Обработка производится сменными высокопрочными фрезами. Возможный угол фаски 15-50°.Ширина фаски до 15 мм
Таблица 8 - Технические характеристики машины для снятия фаски «GERIMA- MSA 600»
|
Ширина фаски (гипотенуза) , мм |
6-25 |
|
Угол фаски |
15°-55° (плавно) |
|
Толщина обрабатываемого материала, мм |
6-60 |
|
Диаметр фрезы, мм |
120 |
|
Система подачи |
автоматическая |
|
Скорость обработки, м/мин |
1,5-3,6 |
|
Габариты (длина X ширина X высота), мм |
850x900x1200 |
|
Высота рабочей зоны, мм |
800-1200 |
|
Напряжение, Вт |
220/380 |
|
Мощность двигателя,КВт |
2,2 |
|
Масса, кг |
300 |
|
Наибольший обрабатываемый диаметр суппортами |
мм |
4000 |
|
Диаметр планшайбы |
мм |
2250/ 2083/ 3400 |
|
Наибольшая высота устанавливаемого изделия |
мм |
2000/ 2500/ 3200 |
|
Наибольшая масса устанавливаемого изделия |
кг |
32 000/40 000 |
|
Максимальное усилие левого суппорта |
N |
35000 |
|
Максимальное усилие правого суппорта |
N |
48000/ 50000/ 60000 |
|
Общее макс. усилие при работе 2-х суппортов |
N |
63 000 |
|
Максимальный крутящий момент на планшайбе |
N.m |
63000/ 70000/ 80000 |
|
Наибольшее вертикальное перемещение ползунов на вертикальных суппортах |
мм |
1250/ 2200/ 2800 |
|
Наибольшее горизонтальное перемещение салазок вертикальных суппортов |
мм |
2250 |
|
Наибольший угол поворота вертикального суппорта |
град |
±30 |
|
Количество ступеней скоростей главного привода планшайбы |
шт |
18 |
|
Предел скоростей вращения планшайбы |
об/мин |
0,63-63 |
|
Диапазон горизонтальных подач салазок суппортов |
мм/мин |
0,1-2000 |
|
Скорость быстрых перемещений салазок суппортов |
мм/мин |
2000 |
|
Скорость перемещения поперечины (траверсы) |
мм/мин |
350 |
|
Максимальное перемещение поперечины (траверсы) |
мм |
1735/ 2235/ 2935 |
|
Мощность главного двигателя (вращения планшайбы) |
кВт |
55/75 |
|
Габаритные размеры, LхWхH |
мм |
5569х 8500х 6650 |
|
Масса станка |
кг |
55 000-75 000 |
Таблица 9 - Технические характеристики токарно-карусельного станка C5240С
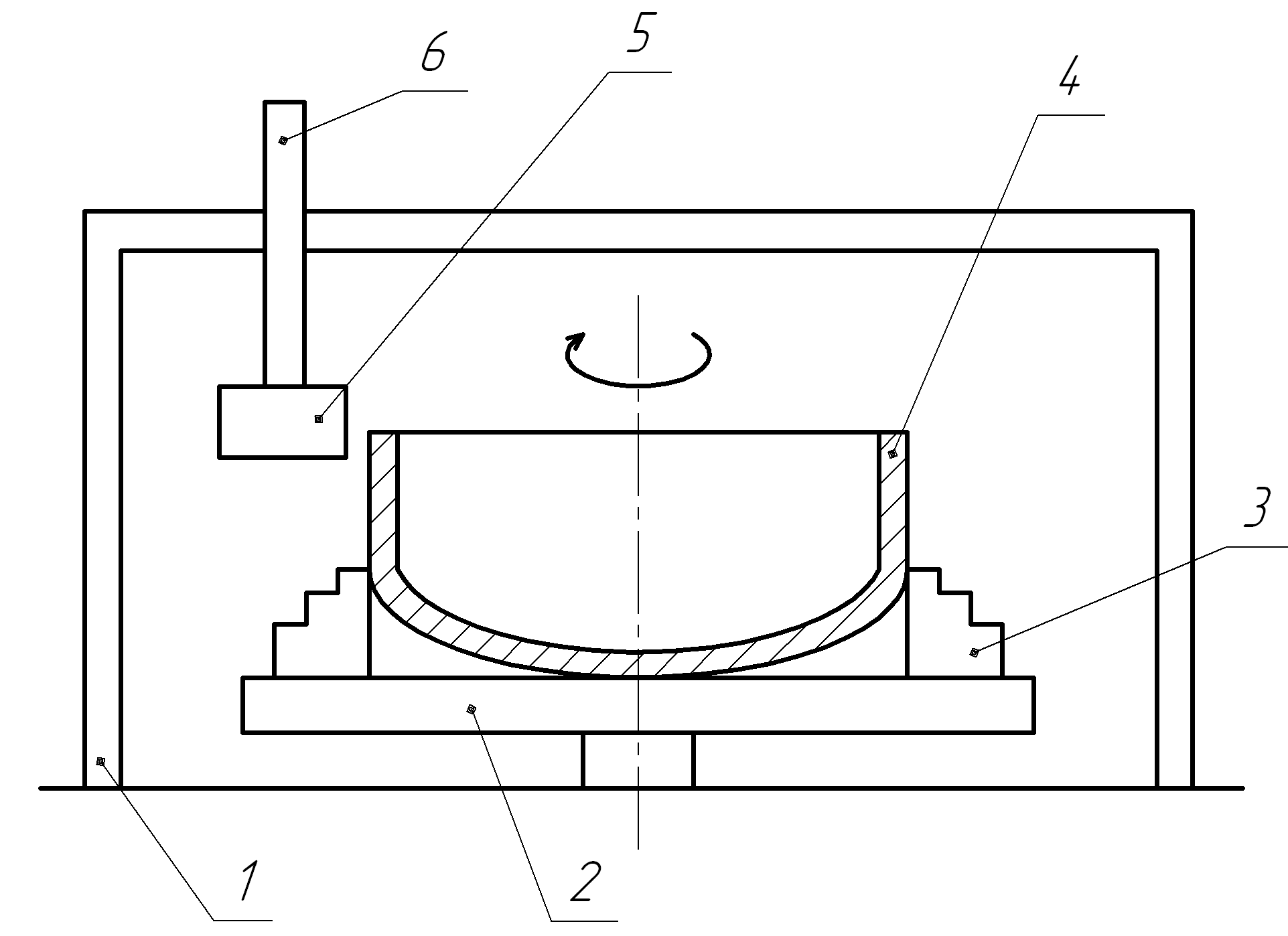
Рисунок 12 – Схема карусельного станка
1 – портал; 2 – планшайба, имеющая привод вращения с рабочими скоростями; 3 – центрирующие кулачки; 4 – заготовка; 5 – обойма для зажатия резца; 6 – суппорт станка, перемещающийся вдоль портала