

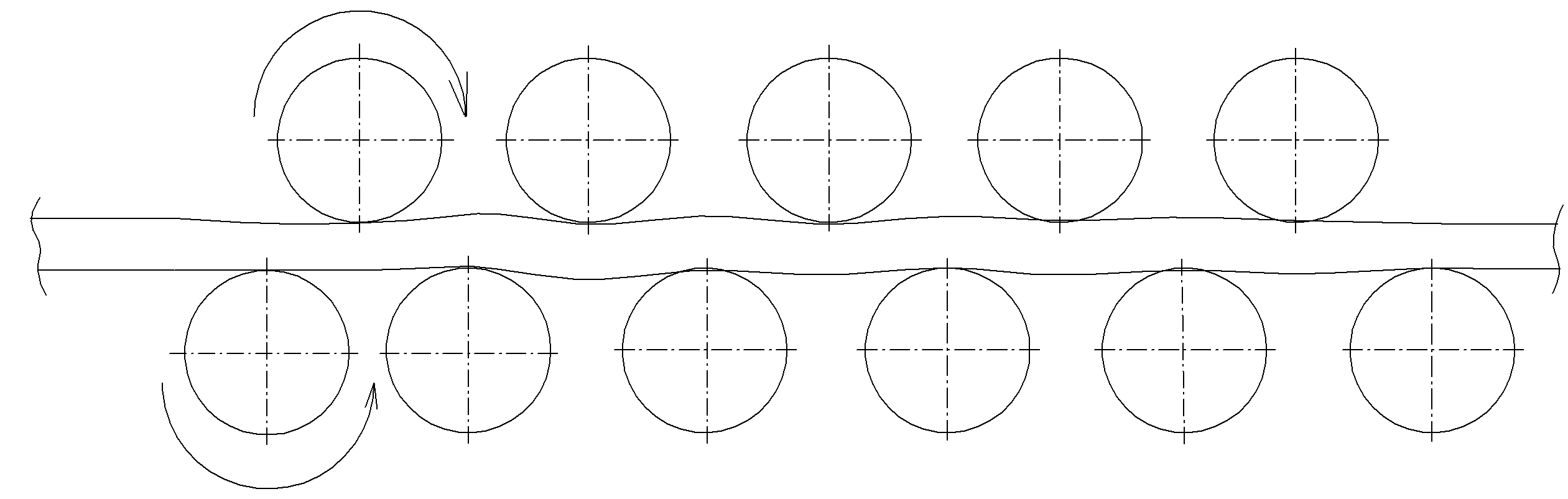
Рисунок 4 – Листоправильная машина
Исходя из линейных размеров и толщин листов, из которых будет изготавливаться аппарат, выбираем листоправильную машину W43GNCY.
Таблица 3 – Технические характеристики листоправильной машины W43GNCY
|
Толщина обрабатываемого листа, мм |
8-32 |
|
Ширина обрабатываемого листа, мм |
2000 |
|
Предел текучести металла, МПа |
200-250 |
|
Количество валков, шт |
11 |
|
Диаметр валков, ммм |
230 |
|
Расстояние между валками, мм |
250 |
|
Диаметр поддерживающих валков, мм |
230 |
|
Количество рядов поддерживающих валков |
3 |
|
Скорость правки, м/мин |
2-7 |
|
Ход вверх давящих валков, мм |
100 |
|
Наклонный ход, мм |
5 |
|
Точность правки, мм/м2 |
≤1 |
|
Мощность подачи давления при автоматической правке, кВт |
18,5 |
|
Мощность подающего двигателя, кВт |
90 |
|
Мощность масляного охладителя, кВт |
1 |
|
Рабочее давление гидравлической системы, МПа |
20 |
|
Напряжение, В |
380 |
|
Напряжение управления, В |
24 |
|
Сила тока обычная, А |
60 |
2.2 Раскрой цилиндрической части аппарата
Цилиндрическая часть корпуса (рисунок 2), может компоноваться методом обечаек и методом карт. Метод обечаек используется в нефтяной и химической промышленности для формирования цилиндрической части корпусов.
При этом методе вся цилиндрическая часть делится на отдельные обечайки. Каждая обечайка собирается и сваривается отдельно с одним или несколькими продольными стыками, затем обечайки собирают в корпус.

Рисунок 2 – Цилиндрическая часть корпуса
Определим количество обечаек корпуса по формуле:
 ,
,
 (1)
(1)
где nоб – количество обечаек, шт;
hц.ч – длина цилиндрической части, мм;
hmax – максимальная ширина стандартного листа по ГОСТ 10885-85 на сортамент стали, мм.
Необходимое количество обечаек должно быть целым числом. Согласно расчёту, примем количество обечаек равным 3 шт. Исходя из этого, согласно ГОСТ 10885-85, при толщине металла S=22 мм, примем ширину листа обечайки равную 2000 мм - два листа в ширину и 2300 мм – один лист в ширину.
Длина развертки цилиндрической части аппарата определяется по формуле:
 (2)
(2)
где


b1 – зазор под сварку;
b2 – припуск на обработку;
с – усадочная сила металла шва.
Подсчитаем длину развертки цилиндрической части аппарата:
 мм
мм
Величиной усадочной силы металла шва пренебрегаем.
По ГОСТ 10885-85 подбираем листовой прокат для изготовления обечаек, исходя из соображений максимально рационального использования металла.
Выбираем 4 листа 2000х4700х22 мм и два листа 2300х4700х22 мм для изготовления цилиндрической части аппарата. При таком выборе из листа 2000х4700х22 будут вырезаться вводные и выводные планки размером 60х100х22 (16 шт + 4шт на днище), контрольные пластины размером 150х450х22 (2 шт + 2шт на днище).
Определим коэффициент отхода на цилиндрическую часть корпуса:
(3)
где
Котх
–
коэффициент отхода
Fл – площадь листа, мм2
Fзаг – площадь заготовок, мм2
Fтех – площадь технических планок, мм2
Для карты раскроя обечайки №1:

Для карты раскроя обечайки №2:

2.3 Раскрой эллиптического днища
Полусферические и эллиптические днища могут быть изготовлены двумя методами штамповкой и фланжированием. При больших диаметрах полусферических днищ штамповкой изготавливают лепестки и сегменты.
Эллиптические днища (рисунок 3) изготавливают штамповкой в горячем или холодном состоянии в зависимости от толщины, марки материала и диаметра, а также фланжированием в горячем состоянии при t = 1050…1200С.
Днища могут изготавливаться сварными из двух или нескольких частей. Операция фланжирования совмещённая операция штамповки центральной части днища, и обкатки двумя роликами периферийной части днищ.
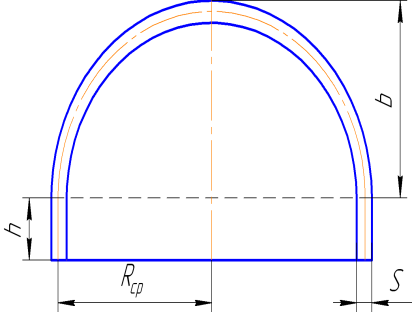
Рисунок 3 – Схема эллиптического днища
 мм,
мм,
Определим диаметр заготовки днища по формуле:
 (4)
(4)
где Dзаг – диаметр заготовки, мм;
h – высота цилиндрической части днища, равное h = 40…80 мм;
 –
припуск на обработку (
–
припуск на обработку ( =(1,5..2,0)%
D’заг).
=(1,5..2,0)%
D’заг).
D’заг =2,442*1461+2*60=3687,76 мм.
Dзаг = 3687,76 +1,8%*2900=3740 мм.
Для экономии металла днище делаем разрезным по ОСТ 26-291-94 по схеме (г), представленной на рисунке 4:

Рисунок 4 – Схема разрезной заготовки днища
Исходя из максимальной ширины листа по ГОСТ 10885-85, принимаем согласно ОСТ 26941-94 схему компоновки днища состоящую из трех частей.
Для изготовления заготовок днища берём
лист по ГОСТ 10885-85 с размерами 1900 5200
5200 22
и лист с размерами 1900
22
и лист с размерами 1900 1900
1900 22
располагаем заготовки на нём оптимальным
образом с минимальными отходами. При
этом входные, выходные планки и контрольные
пластины будут вырезаться из листа под
обечайки.
22
располагаем заготовки на нём оптимальным
образом с минимальными отходами. При
этом входные, выходные планки и контрольные
пластины будут вырезаться из листа под
обечайки.
Определим коэффициент отхода на эллиптическое днище:


2.4 Раскрой цилиндрической обечайки корпуса
Длина развертки цилиндрической части аппарата определяется по формуле:


Выбираем лист по ГОСТ 10885-85 размерами 2000х6300х22 мм для изготовления цилиндрической обечайки аппарата, причем из листа будут вырезаться вводные планки размером 60х100х22 (4 шт) и контрольные пластины размером 150х450х30 (2 шт).
Определим коэффициент отхода на цилиндрическую обечайку:

 %
%
2.5 Раскрой конической части
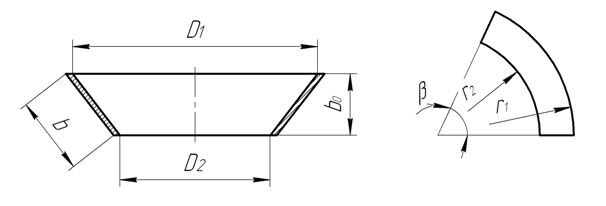
Рисунок 5 – Сварная коническая часть корпуса
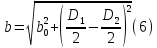
Ширина развертки конической части

Радиусы развертки



Угол развертки

Разбиваем развертку на десять частей, исходя из условия рациональности. На изготовления одной конической части необходим 1 лист с размерами 12×1000×4300. В одном аппарате 2 конические части, соответственно в год необходимо 50 листов. Также для производства конической части аппарата необходимы вводные и выводные планки (4 штуки на один шов) и 2 контрольные пластины с размерами 24×150×450. Необходимо 40 вводных и выводных планок с размерами 24×60×100.
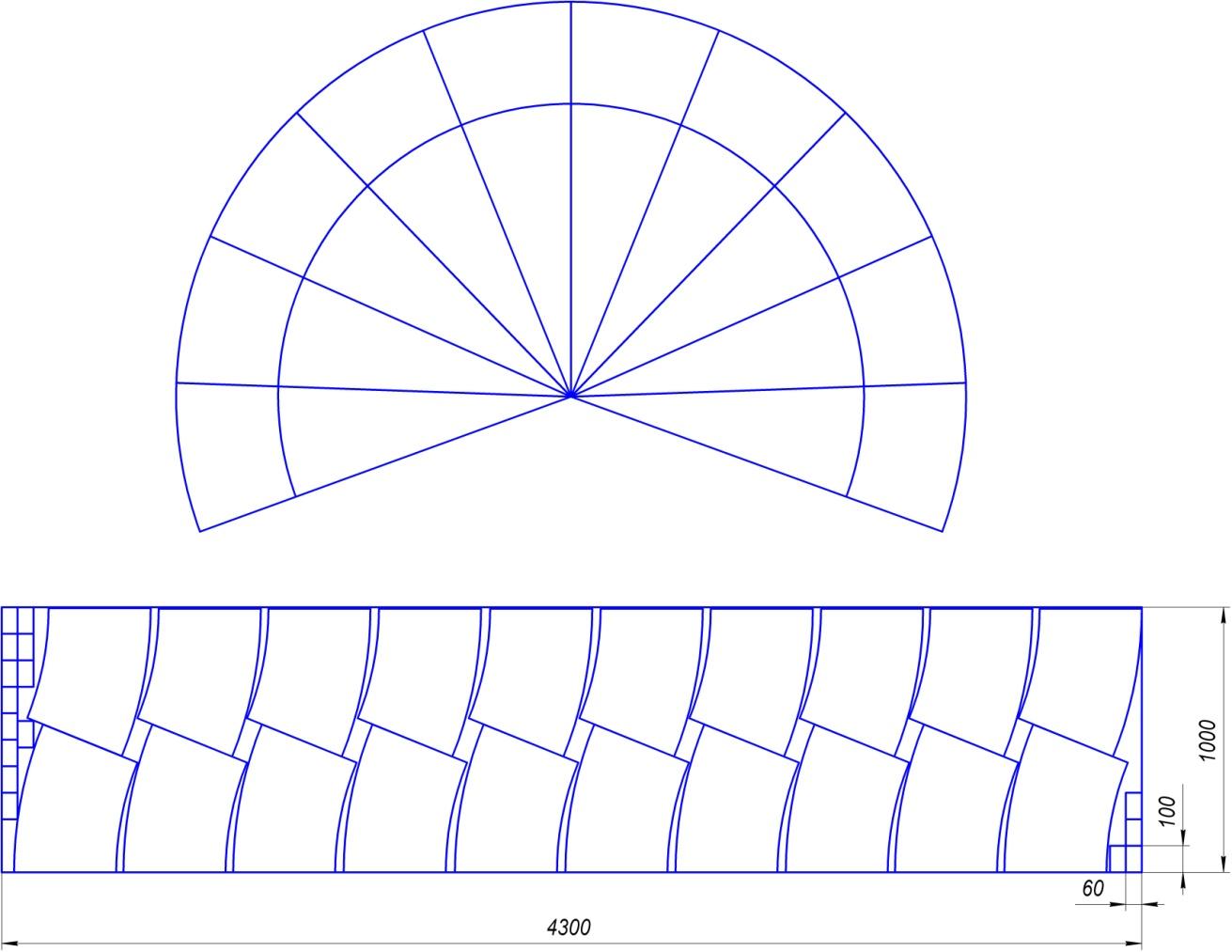
Рисунок 6 – Раскрой конической части аппарата
Определим коэффициент отхода на коническую часть:


Подсчитаем общий коэффициент отходов по формуле:
|
|
(5) |
 ,
,где i – номер карты раскроя;
Li – количество листов по i-й карте раскроя;
Z – количество карт раскроя;
N – общее количество раскраиваемых листов;

Полученный коэффициент отходов не превышает допустимого, равного восьми процентам. Следовательно, раскрой можно считать рациональным.