

Подлеснов Ч2
.pdfВ. Н. ПОДЛЕСНОВ
КИНЕМАТИКА И УСТРОЙСТВО МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
(Контролирующе-обучающие модули)
Ч а с т ь II
ФРЕЗЕРНЫЕ СТАНКИ. СТАНКИ-АВТОМАТЫ
ФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ОБРАЗОВАНИЮ
ВОЛГОГРАДСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
В. Н. ПОДЛЕСНОВ
КИНЕМАТИКА И УСТРОЙСТВО
МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
(Контролирующе-обучающие модули)
Ч а с т ь II
ФРЕЗЕРНЫЕ СТАНКИ. СТАНКИ-АВТОМАТЫ
Учебное пособие
РПК
"Политехник"
Волгоград
2006
УДК 621.9(075.8)
Р е ц е н з е н т ы :
В. П. Усов, В. С. Богомазов
Печатается по решению редакционно-издательского совета Волгоградского государственного технического университета
Подлеснов, В. Н. Кинематика и устройство металлорежущих станков (Контроли-рующе-обучающие модули). Ч. II. Фрезерные станки. Станки-автоматы: учеб. пособ. / В. Н. Подлеснов; ВолгГТУ. – Волгоград,
2006. – 84 с.
ISBN 5-230-04752-6
Данное пособие является продолжением серии учебных пособий, в которых при-водятся контролирующе-обучающие модули по изучению металлорежущих станков. Рассматриваются два модуля: фрезерные станки и станки-автоматы. Во втором модуле приводятся также сведения о станках-полуавтоматах и автоматических линиях.
Предназначено для студентов, обучающихся в бакалавриате по направлениям 150900 – Технология, оборудование и автоматизация машиностроительных производств и 220200 – Автоматизация и управление и изучающих дисциплины "Оборудование машиностроительного производства" и "Металлорежущие станки".
Ил. 40. Табл. 3. Библиогр.: 26 назв.
ISBN 5-230-04752-6 |
© Волгоградский государственный |
технический университет, 2006.
ОГЛАВЛЕНИЕ
ВВЕДЕНИЕ .................................................................................................................................... |
6 |
К О М – 3 ФРЕЗЕРНЫЕ СТАНКИ ........................................................................................... |
7 |
1.1. ХАРАКТЕРИСТИКА ИЗУЧАЕМОГО МАТЕРИАЛА И ЗАДАЧИ ИЗУЧЕНИЯ............ |
7 |
1.2. ТЕОРЕТИЧЕСКИЙ МАТЕРИАЛ ......................................................................................... |
7 |
1.3. ДЕЛИТЕЛЬНЫЕ ГОЛОВКИ............................................................................................... |
14 |
1.4. КОНТРОЛЬНЫЕ ВОПРОСЫ.............................................................................................. |
17 |
1.5. ЗАДАЧИ ДЛЯ САМОСТОЯТЕЛЬНОЙ РАБОТЫ............................................................ |
18 |
1.6. МЕТОДИЧЕСКИЕ УКАЗАНИЯ ПО РЕШЕНИЮ ЗАДАЧ .............................................. |
21 |
1.7. ДИСЦИПЛИНЫ И РАЗДЕЛЫ, ПРЕДШЕСТВУЮЩИЕ ИЗУЧЕНИЮ ДАННОГО |
|
МОДУЛЯ...................................................................................................................................... |
23 |
1.8. ДИСЦИПЛИНЫ И РАЗДЕЛЫ, ДЛЯ УСВОЕНИЯ КОТОРЫХ НЕОБХОДИМО |
|
ЗНАНИЕ ДАННОГО МОДУЛЯ ................................................................................................ |
23 |
1.9. ВРЕМЯ ОСВОЕНИЯ МОДУЛЯ ......................................................................................... |
23 |
БИБЛИОГРАФИЧЕСКИЙ СПИСОК ........................................................................................ |
24 |
К О М – 4 С Т А Н К И – А В Т О М А Т Ы , П О Л У А В Т О М А Т Ы И |
|
А В Т О М А Т И Ч Е С К И Е Л И Н И И ...................................................................................... |
25 |
2.1. ХАРАКТЕРИСТИКА ИЗУЧАЕМОГО МАТЕРИАЛА И МЕТОД ИЗУЧЕНИЯ............ |
25 |
2.2. ТЕОРЕТИЧЕСКИЙ МАТЕРИАЛ ....................................................................................... |
26 |
2.2.1. Основные понятия и определения ................................................................................... |
26 |
2.2.1.1. Понятие об автоматизации ................................................................................ |
26 |
2.2.1.2. Класификация станков по степени автоматизации ........................................ |
26 |
2.2.1.3. Основные определения ...................................................................................... |
28 |
2.2.1.4. Развитие процесса автоматизации .................................................................... |
29 |
2.2.1.5. Области применения различных видов технологического оборудования ... |
30 |
2.2.2. Структура автоматов и автоматических линий .............................................................. |
32 |
2.2.3. Классификация автоматов и автоматических линий ..................................................... |
33 |
2.2.4. Токарные автоматы и полуавтоматы............................................................................... |
39 |
2.2.4.1. Общие сведения .................................................................................................. |
39 |
2.2.4.2. Фасонно-отрезные автоматы ............................................................................. |
40 |
2.2.4.3. Автоматы продольного точения ....................................................................... |
41 |
2.2.4.4. Токарно – револьверные автоматы ................................................................... |
42 |
2.2.4.5. Многошпиндельные токарные автоматы ......................................................... |
49 |
2.2.4.6. Токарные полуавтоматы .................................................................................... |
55 |
2.3. КОНТРОЛЬНЫЕ ВОПРОСЫ ДЛЯ ПРОВЕРКИ УСВОЕНИЯ ТЕОРЕТИЧЕСКОГО |
|
МАТЕРИАЛА. ............................................................................................................................. |
60 |
2.4. ЗАДАЧИ ДЛЯ САМОСТОЯТЕЛЬНОГО РЕШЕНИЯ ...................................................... |
61 |
2.5. ПОЯСНЕНИЯ К РЕШЕНИЮ ЗАДАЧ ............................................................................... |
65 |
2.6. ИСПОЛЬЗОВАНИЕ ЛИТЕРАТУРЫ ПРИ РАБОТЕ НАД МОДУЛЕМ ......................... |
65 |
2.7. ДИСЦИПЛИНЫ, ПРЕДШЕСТВУЮЩИЕ ИЗУЧЕНИЮ ДАННОГО МОДУЛЯ .......... |
65 |
2.8. ДИСЦИПЛИНЫ, ДЛЯ УСВОЕНИЯ КОТОРЫХ НЕОБХОДИМО ЗНАНИЕ |
|
ДАННОГО МОДУЛЯ ................................................................................................................. |
65 |
2.9. ВРЕМЯ ОСВОЕНИЯ МОДУЛЯ ......................................................................................... |
66 |
БИБЛИОГРАФИЧЕСКИЙ СПИСОК ........................................................................................ |
67 |
ВВЕДЕНИЕ
Данное пособие является второй частью серии контрольно-обучающих модулей "Кинематика и устройство металлорежущих станков". В первой части "Кинематика станков" представлены два модуля:
1.Кинематическая структура металлорежущих станков;
2.Кинематическая настройка металлорежущих станков.
В этих модулях излагались основы формообразования деталей на станках и принципы анализа кинематики станков и их настройки. Дальнейшей задачей при изучении курсов "Оборудование машиностроительного производства" и "Металлорежущие станки" является рассмотрение устройства и кинематики металлорежущих станков отдельных групп. Последующие модули должны помочь студентам приобрести навыки выбора станков для выполнения определенных операций, научиться их эксплуатировать, а также решать вопросы по усовершенствованию станков, оснащению их элементами автоматизации, по эксплуатации их в составе станочных систем и др. Для успешного решения всех этих вопросов необходимо знать не только кинематику, но и устройство как станков в целом, так и отдельных их узлов.
Для удобства использования в учебном процессе модули в первой и второй частях издания имеют сквозную нумерацию, и в данном пособии даются ссылки на КОМ – 1 и КОМ – 2. В данном пособии рассматриваются два модуля:
КОМ – 3. Фрезерные станки;
КОМ – 4. Станки-автоматы, -полуавтоматы и автоматические линии.
В модуле КОМ – 4 рассматриваются не только собственно станки-автоматы, но и полуавтоматы, которые по существу, отличаются от первых только тем, что на них выполняется однократный автоматический цикл с последующей ручной разгрузкой деталей и установкой новых заготовок. В этом же модуле даются начальные сведения о станочных системах – автоматических линиях.
Фрезерные станки, рассматриваемые в данном пособии в основном не имеют числового программного управления, как и автоматы и полуавтоматы. Станки с числовым программным управлением могут быть предметом рассмотрения в других пособиях.
Пособие предназначено для использования в процессе самостоятельной работы студентов, оно будет полезно также при контроле и самоконтроле знаний, а также при подготовке к зачетам и экзаменам.
К О М – 3 ФРЕЗЕРНЫЕ СТАНКИ
1.1. ХАРАКТЕРИСТИКА ИЗУЧАЕМОГО МАТЕРИАЛА И ЗАДАЧИ ИЗУЧЕНИЯ
Фрезерные станки изучаются в разделе "Станки для обработки приз-матических деталей" курсов "Оборудование машиностроительного производства" или "Металлорежущие станки". Студенту уже должны быть известны основные принципы формообразования деталей при обработке на станках, методика анализа и синтеза кинематических структур станков, а также методика кинематической настройки станков. Кроме того, должны быть уже изучены станки токарной группы. Все это облегчает задачу изучения темы, однако не уменьшает ее важности, поскольку фрезерные станки являются широко распространенными и весьма разнообразными по технологическим возможностям, компоновке и конструктивным особенностям. Будучи несложными по кинематике, они позволяют студентам закрепить уже изученные принципы кинематической настройки перед рассмотрением сложных вопросов кинематики зубообрабатывающих станков.
Основными задачами данного модуля являются: изучение всех основных вопросов работы фрезерных станков (и прежде всего кинематики) на примере широкоуниверсального фрезерного станка, обзор фрезерных станков всех типов, рассмотрение кинематики делительных головок, которые нередко используются на фрезерных станках, изучение особенностей фрезерных станков с ЧПУ.
Изучив данную тему, студент должен знать: назначение и классификацию фрезерных станков; устройство и кинематику широкоуниверсального фрезерного станка; назначение, технологические возможности, компоновки, движения во фрезерных станках основных типов; устройство и кинематику делительных головок; особенности фрезерных станков с ЧПУ (вопросы составления управляющих программ для этих станков изучаются при выполнении лабораторных работ).
В библиографическом списке приводится основаная учебная литература по металлорежущим станкам [1–3], специализирован-ная литература по фрезерным станкам [4–7], а также другая литература [8–12], которая будет весьма полезной при изучении дан-ного модуля.
Студент должен уметь: читать кинематические схемы фрезерных станков; производить их кинематическую настройку; выбирать станки для выполнения конкретных фрезерных операций; производить кинематическую настройку универсальной делительной головки.
1.2. ТЕОРЕТИЧЕСКИЙ МАТЕРИАЛ
1.2.1. Фрезерные станки занимают шестую группу по классификации ЭНИМСа и подразделяются на типы:
1)вертикально-фрезерные консольные;
2)фрезерные непрерывного действия;
3)данный тип в таблице не определен;
4)копировальные и гравировальные;
5)вертикальные бесконсольные;
6)продольные;
7)широкоуниверсальные;
8)горизонтально-фрезерные консольные;
9)разные фрезерные.
1.2.2. С классификацией связана система обозначений (нумерация) фрезерных станков. Если шифр станка начинается с цифры 6, то это станок фрезерный. Вторая цифра обозначает тип фрезерного станка согласно классификации, приведенной в п. 1.2.1. Есть некоторые особенности в обозначении широкоуниверсальных фрезерных станков. Примером такого станка может служить модель 676П – это широкоуниверсальный (инструментальный) станок, о чем свидетельствует цифра 7. Однако есть станок модели 6Р82Ш – его тоже можно считать широкоуниверсальным, однако он отнесен к типу 8, посколь-ку построен на базе горизонтально-фрезерного консольного станка; о том, что станок широкоуниверсальный, свидетельствует буква "Ш" (модификация основной, базовой модели). Для наиболее распространенных горизонтально-фрезерных станков (в том числе универсальных и широкоуниверсальных консольных) последняя цифра обозначает номер (габарит, размер) рабочего стола:
Мод. 6Р80 |
№ 0 |
Размер 200x800 мм |
Мод. 6Р81 |
№ 1 |
Размер 250x1000 мм |
Мод. 6Р82 |
№ 2 |
Размер 320 х 1250 мм |
Мод. 6Р83 |
№ 3 |
Размер 400 х 1600 мм |
В других подгруппах (типаж) последняя цифра (или две цифры) также характеризуют габарит стола. Если в конце шифра стоит буква "Г", то станок горизонтально-фрезерный – отличается от универсального фрезерного тем, что стол не поворачивается относительно вертикальной оси.
1.2.3.Фрезерные станки – это самая распространенная группа станков после токарных, что связано с возможностью выполнения на фрезерных станках широкого круга работ – обработка плоскостей, пазов и канавок, фасонных поверхностей, обработка зубчатых колес при наличии делительной головки и другие – то есть с высокойуниверсальностью. При фрезеровании подача направлена перпендикулярно к оси фрезы, вследствие чего каждый зуб фрезы находится в контакте с обрабатываемой деталью в течение части своего оборота, что повышает стойкость инструмента (в работе участвует один или несколько зубьев фрезы, но не более половины зубьев).
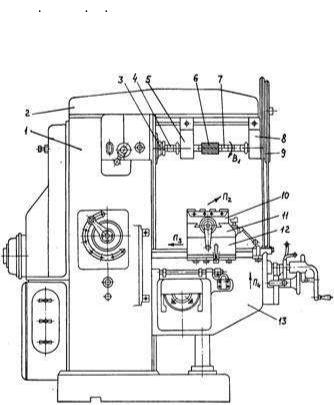
1.2.4.Поскольку наиболее распространенным типом фрезерных станков являются создаваемые на одной базе универсально- и горизонтально-фрезерные станки, то необходимо начать изучение устрой-ства фрезерных станков именно с названного типа. На рис. 1.1 в каче-стве примера показан общий вид универсально-фрезерного станка. Обратите внимание: главное движение в станке –
вращение шпинделя (В1); подачи могут осуществляется по трем направлениям – продольная (П2), поперечная (П3), вертикальная (П4).
1.2.5.В уже изученных студентом токарных и сверлильных станках подача определялась как перемещение инструмента за один оборот шпинделя с заготовкой (при токарной обработке) или перемещение сверла за один оборот шпинделя (сверла) при обработке на сверлильном станке. При обработке же на фрезерном станке рассматриваются три вида подач – подача на зуб фрезы (перемещение заготовки за время поворота фрезы на один зуб) Sz, подача на оборот фрезы Sо и
минутная подача Sм. При числе зубьев фрезы z и частоте вращения фрезы n (мин-1) все три вида подач связаны соотношением:
Sм – Sо n = Sz Z n, мм/мин. |
(1.1) |
Рис. 1.1. Общий вид универсально-фрезерного станка:
1 – станина; 2 – хобот; 3 – шпиндель; 4 – оправка; 5 - серьга; 6 – фреза; 7 |
– дистанционное кольцо; 8 – серьга; 9 – распорные планки; 10 – стол; |
11 – поворотная часть; 12 – поперечные |
|
салазки; 13 |
- консоль |
В справочниках режимов резания дается величина подачи на зуб (при черновом фрезеровании) или подача на оборот (при чистовом фрезеровании). Необходимо вычислить минутную подачу Sм по формуле (1.1), поскольку на станке устанавливается именно эта подача.
1.2.6. Принципы построения кинематических структур металлорежущих станков известны из контролирующе-обучающего модуля КОМ–1. Фрезерные станки имеют кинематическую структуру типа П22. Кинематическая структура, например, универсально-фрезерного станка (рис. 1.2) состоит из трех частных структур. Каждая из них включает группу движения скорости резания, создающую движение Фv(В1) и одну из групп движения подачи – продольной подачи, создающей движение ФS1(П2), поперечной подачи, создающей движение ФS2(П3), или вертикальной подачи, создающей движение ФS3(П4).
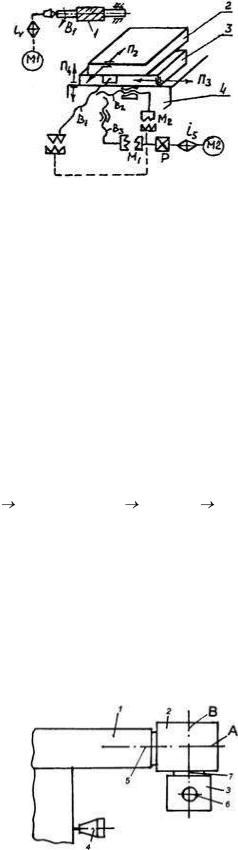
Рис. 1.2. Кинематическая структура универсально-фрезерного станка
Анализ кинематической структуры универсально-фрезерного станка может быть произведен согласно методике, изложенной в КОМ – 1. Группа движения скорости резания, создающая движение Фv(В1), –простая. Ее внутренняя связь состоит из вращательной кинематической пары между шпинделем фрезы и станиной. Внешняя связь – от электродвигателя M1 до шпинделя. Движение простое с замкнутой траекторией и должно настраиваться по двум параметрам: на скорость – коробкой скоростей iv, на направление – электродвигателем M1.
Группу движения подачи следует рассматривать применительно к одному какому-либо направлению. Например, группа движения продольной подачи имеет внутреннюю связь в виде поступательной кинематической пары между столом и направляющими.
Внешняя связь идет по цепи:
М2 коробка подач is реверс Р винт В1.
Движение подачи простое с незамкнутой траекторией; настройка осуществляется коробкой подач is (на скорость подачи), реверсом P (на направление), упорами (на рисунке не показаны) – на путь и исходное положение.
1.2.7. Кинематика фрезерных станков не вызовет у студентов больших затруднений, кинематическая схема фрезерного станка рассматривается при решении задач.
Широкоуниверсальный фрезерный станок мод. 6Р82Ш имеет некоторые конструктивные и кинематические особенности по сравнению с универсально-фрезерным станком (см. рис. 1.3).
Рис. 1.3. Конструктивные особенности широкоуниверсального фрезерного станка мод. 6Р82Ш