

Следовательно, S3 > S´´min, что удовлетворяет условиям минимального натяжения по
провесу ленты. |
|
|
|
|
|
|
|
|
Определим запас прочности ленты |
|
|
|
|
||||
|
m = |
|
S раз |
= |
1200 × 2500 |
= 11,1 > [7] |
||
Smax |
|
|||||||
|
|
275075 |
|
|
||||
Мощность привода конвейера [см. формулу (15.14)] |
|
|||||||
N = |
kзап (Sнаб - Sсб )ν |
|
= |
1,2(275075 - 57765)3,15 |
= 966кВт<[1000] |
|||
1000η |
|
|
||||||
|
|
|
|
1000 × 0,85 |
|
|||
По технической характеристике установленная мощность привода конвейера 2Л120А N = 500×2 = 1000 кВт.
15.6. Автоматизация ленточных конвейеров и конвейерных линий
Автоматизация отдельных конвейеров и конвейерных линий производится по двум основным схемам: дистанционное управление, при котором автоматизируются только пуск и остановка конвейера; автоматизированный контроль за работой конвейера и его элементов, при котором приводные двигатели автоматически отключаются при нарушении режима работы конвейера или его отдельных элементов.
Согласно правилам безопасной эксплуатации к аппаратуре автоматизированного или дистанционного управления отдельными конвейерами или конвейерными линиями предъявляются следующие основные требования: обеспечение подачи предпускового предупредительного сигнала длительностью не менее 5 с; включение конвейеров в линию в последовательности, обратной направлению грузопотока, и обеспечение пуска последующего конвейера (против грузопотока) после разгона предыдущего; автоматическое одновременное отключение всех конвейеров в линии, транспортирующих груз на вышедший из строя конвейер; невозможность повторного включения неисправного конвейера при срабатывании электрических защит электродвигателя механической части конвейера и др.; отключение провода из любой точки по длине конвейера и наличие местной блокировки, предотвращающей пуск данного конвейера с пульта управления; возможность перехода на местное ручное управление приводами отдельных конвейеров при ремонте, осмотре и регулировании.
Аварийное отключение привода конвейера должно осуществляться при обрыве ленты, затянувшемся пуске, снижении скорости ленты до 75% от номинальной, завале перегрузочного пункта и т.д. Между пультом управления, местом расположения приводов конвейера и пунктами загрузки конвейерной линии должна быть двухсторонняя телефонная связь или кодовая сигнализация.
Для шахтных ленточных конвейеров применяют комплекс АУК.1М, обеспечивающий выполнение основных технических требований к автоматизации конвейерных установок и предназначенный для автоматизированного управления конвейерами и контроля работы стационарных и полустационарных неразветвленных конвейерных линий с числом конвейеров до 10. Комплекс обеспечивает централизованное управление из пункта оператора, расположенного в шахте или на поверхности, и включает в себя пульт управления и блоки управления, в которые входят датчики скорости, датчики контроля схода ленты, кабель-тросовые выключатели, сирена и др.
Для контроля скорости ленты применяют тахогенераторные датчики, устанавливаемые у приводной станции между холостой и рабочей ветвями ленты. Ролик датчика прижимается пружиной к ленте. При вращении ролика тахогенератор вырабатывает ток с определенными параметрами, которые изменяются при изменении скорости ленты. Это фиксируется приборами, подающими команду на электропривод конвейера.
Датчик контроля схода ленты контролирует ее положение и при аварийном сходе ленты в сторону подает сигнал в систему дистанционного или автоматизированного управления.
Для экстренного прекращения пуска и экстренной остановки конвейеров с любого места технологической линии используют кабель-тросовые выключатели, состоящие из гибких тяг (тросов), протянутых вдоль става конвейера, и конечных выключателей.
Для контроля состояния тросовой основы резинотросовых лент применяют устройства, обеспечивающие обнаружение поврежденных тросов в поперечном сечении ленты при ее
движении, автоматическое суммирование повреждений тросовой основы по длине ленты и выдачу команды на отключение конвейера при обнаружении недопустимых повреждений.
Применяют также датчики контроля работы перегрузочных пунктов (контроля заполнения бункеров и течек в местах перегрузок горной массы с конвейера на конвейер), аппаратуру автоматизации орошения на перегрузках, предназначенную для автоматического включения и отключения системы орошения в местах перегрузки на конвейерах и др.
15.7. Монтаж, эксплуатация и техническое обслуживание ленточных конвейеров
Перед монтажом ленточных конвейеров в выработках подготавливают камеры или ниши под приводные и натяжные станции, сооружают фундаменты (для концевых станций стационарных конвейеров), производят разметку трассы, которая должна быть строго прямолинейной в горизонтальной плоскости на участке, равном длине става одного конвейера. Камеры, в которых размещают приводы стационарных конвейеров, оборудуют грузоподъемными устройствами. Для доставки отдельных узлов и различных грузов рядом с устанавливаемым конвейером вдоль него укладывают рельсовые пути.
Перед спуском конвейера в шахту проверяют исправность его узлов и очищают их от консервационной смазки.
Монтаж ленточного конвейера рекомендуется производить в следующей последовательности: монтаж механической части, электрооборудования и пускорегулирующей аппаратуры, навеска и стыковка ленты и монтаж аппаратуры автоматизации и сигнализации.
Для установки става конвейера строго по прямой линии маркшейдерские репера располагают через 10—20 м, направление оси конвейера по выработке проверяют теодолитом или лазерным указателем.
Монтаж механической части начинают с установки головной и хвостовой станций, затем монтируют став конвейера, соблюдая следующие требования: расстояние от почвы до нижней ветви ленты должно быть не менее 400 мм (для обеспечения возможности расштыбовки); зазор между крепью и конвейером должен составлять не менее 0,7 м, а между конвейером и подвижным составом рельсового или монорельсового транспорта — не менее 0,4 м; расстояние от верхней выступающей части конвейера до верхняка — не менее 0,5 м, а у концевых станций — 0,6 м. В местах перехода через стан конвейера монтируют переходные мостики. После установки става приступают к монтажу загрузочных и перегрузочных устройств. Высота свободного падения горной массы на ленту должна быть не более 300 мм. При большей высоте устанавливают направляющие лотки.
Наиболее ответственной монтажной операцией является навеска ленты на конвейер (рис. 15.15). Возможны два варианта: навеска ленты на вновь устанавливаемый конвейер; замена изношенной ленты на новую. В первом случае для навески ленты используют монтажные лебедки, во втором новую ленту навешивают с помощью старой ленты и привода конвейера.
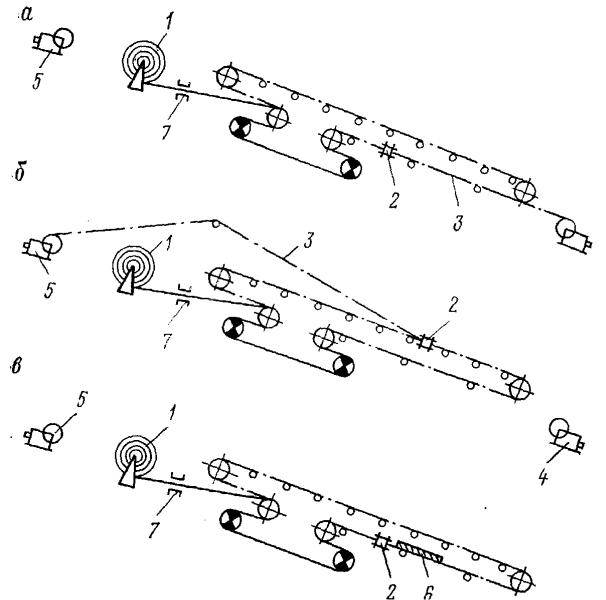
Рис. 15.15. Схемы навески новой ленты при поступлении рулонов к верхней (приводной) части наклонного конвейера: а – растягивание ленты по нижней ветви приводом конвейера и монтажной лебедкой; б – растягивание ленты приводом и монтажной лебедкой по верхней ветви; в – растягивание ленты по нижней ветви приводом конвейера и заправочными салазками; 1 –рулон ленты; 2 – монтажная плита; 3 – монтажный канат; 4, 5 – монтажные лебедки; 6 – заправочные салазки; 7 – зажим ленты
Отдельные отрезки ленты соединяют в замкнутый контур путем стыковки концов ленты. Перед выполнением замыкающего става необходимо натянуть ленту, обеспечивая ее рабочее натяжение, и установить натяжной барабан в положение, гарантирующее достаточный запас хода для окончательного натяжения ленты.
Концы ленты стыкуют методом вулканизации (горячей или холодной) или с помощью механических соединяющих деталей. Конвейерные ленты стационарных конвейеров соединяют, в основном, методом вулканизации, причем резинотросовые ленты — только горячей вулканизацией.
Перед стыковкой резинотканевой ленты вулканизацией концы ее разделывают определенным образом (рис. 15.16, а): снимают прокладки ступеньками длиной l = 150÷350 мм; разделанные концы ленты накладывают друг на друга и зажимают между плитами переносного вулканизационного пресса; стык вулканизируют при температуре 140—150°С и давлении не менее 1 МПа в течение 40—60 мин (в зависимости от толщины ленты).
При выполнении стыка холодной вулканизацией концы ленты разделывают аналогичным образом, стыкуемые поверхности дважды смазывают специальным самовулканизирующим клеем, затем стык прокатывают роликом и тщательно простукивают молотком. Преимущество холодной вулканизации — применение легких стяжных приспособлений взамен тяжелых вулканизационных прессов.
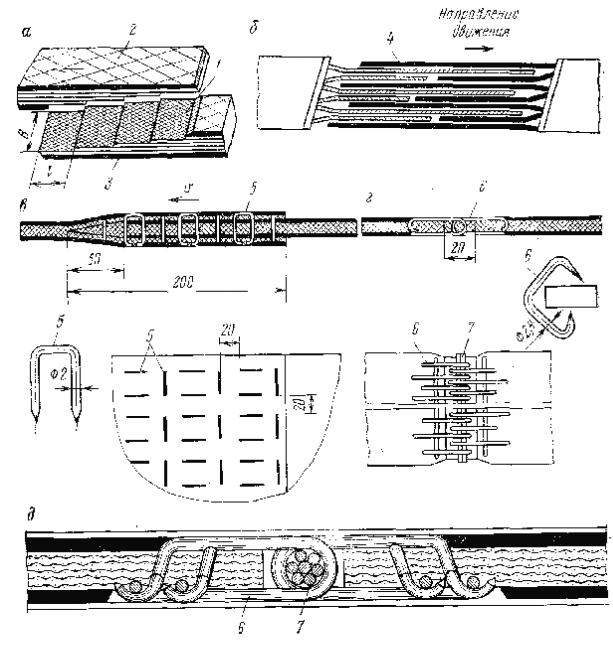
Разделка концов резинотросовой ленты заключается в следующем: снимают резиновые обкладки и обрезают резину с тросиков на длину 1200—1400 мм; тросы укладывают определенным образом (рис. 15.16, б), обкладывают их с двух сторон заготовками сырой резины и зажимают между нагревательными плитами вулканизационного пресса.
Рис. 15.16. Схемы разделки и соединения конвейерных лент: а — разделка тканевой ленты перед вулканизацией; б — то же резинотросовой ленты; в — соединение тканевых лент П-образными скобами; г — то же, крючкообразными проволочными скобами; д — соединение тканевых лент проволочными скобами «Тип-Топ» (Германия); 1 — прокладки; 2, 3 — соответственно верхняя и нижняя обкладки; 4 — стальные тросы; 5 — П-образные скобы; 6 — крючкообразные скобы; 7— тросик
Тканевые ленты передвижных и полустационарных конвейеров соединяют проволочными П-образными скобами (рис. 15.16, в) или крючкообразными проволочными скобами (рис. 15.16, г и д) данные способы механического соединения лент являются быстроразъемными, однако прочность стыка составляет лишь 50—60% от прочности ленты. Запрещено соединение конвейерных лент внахлестку с помощью заклепок и шарниров.
После монтажа аппаратуры автоматизации производят пробный пуск и обкатку конвейера вначале на холостом ходу, а затем под нагрузкой в течение 5—10 рабочих смен. После этого оформляют акт приемки и сдают конвейер в эксплуатацию.
При эксплуатации конвейерных установок обслуживающий персонал должен систематически проверять состояние выработок, выявлять неисправности отдельных узлов конвейеров, не допускать заштыбовки трассы. Особое внимание следует обращать ва состояние рабочих органов конвейеров, линейной части и концевых станций. Необходимо регулярно