

Классификация и структура систем управления станками
Управление металлорежущими станками – это воздействие на его механизмы и устройства для выполнения требуемого технологического процесса обработки заготовки с заданными точностью, производительностью и себестоимостью обработки.
Управление станком состоит из получения информации о цели управления, о результатах управления (перемещениях рабочих органов, срабатывании различных механизмов), анализа полученной информации, выработки решения и исполнения принятого решения.
Управление станком может выполняться оператором (вручную) или без его непосредственного участия системой автоматического управления.
Ручное управление станками
Управление станком упрощается при применении устройств цифровой индикации и управления (УЦИУ). Схема самого простого УЦИУ показана на рис. 1.1. При перемещении рабочего органа станка (стола, суппорта, шпиндельной бабки) подвижная часть 5 измерительного преобразователя (ИП), связанная с рабочим органом, проходя относительно неподвижной части 4 ИП, преобразует перемещение в пропорциональное ему число импульсов, которые поступают в счетчик 2 и индицируются на цифровом табло 3.
Начало отсчета может быть совмещено с любой точкой контролируемого перемещения путем установки счетчика на нуль. В качестве ИП в УЦИУ применяются импульсные фотоэлектрические ИП со штриховыми шкалами, а также фазовые ИП (сельсины и индуктосины).
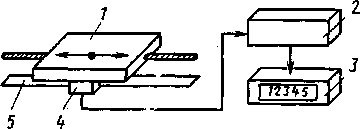
Рис. 1.1. Схема устройства цифровой индикации
УЦИУ классифицируют по следующим уровням автоматизации станков:
а) измерительный уровень, когда УЦИУ выполняет только функции отсчета перемещений;
б) уровень выдачи рекомендаций оператору станка, когда УЦИУ осуществляет функцию предварительного набора перемещений. В этом случае оператор набирает требуемые величины перемещений рабочих органов, а затем перемещает их вручную до достижения нулевых показаний на цифровом табло УЦИУ;
в) уровень выдачи оператору рекомендаций, записанных в рабочей программе, когда на цифровом табло по программе высвечиваются требуемые значения и направления перемещения и оператор вручную их отрабатывает;
г) управляющий уровень, когда УЦИУ выполняет функции предварительного набора перемещений и их автоматической отработки. Оператор в этом случае только нажимает на кнопку, а станок отрабатывает заданные перемещения. При этом команды позиционирования выдает УЦИУ;
д) управляющий программный уровень, когда УЦИУ работает автоматически по программе, т. е. выполняет функции, аналогичные функциям устройства числового программного управления.
Кроме режимов работы, отвечающих разным уровням автоматизации, УЦИУ может иметь также и другие режимы, например записи программы, самодиагностирования и т. д.
По функциональным возможностям УЦИУ разделяют на две группы:
а) УЦИУ общего назначения без ориентации их технологических функций на определенную группу станков, выполняющие только простейшие функции цифрового отсчета величин перемещений;
б) УЦИУ, функционально ориентированные на определенный тип станков.