

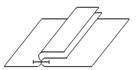
3.1.2 Поузловая обработка.
Таблица 7
|
№ |
Название, схема шва |
Шири-на шва (см) |
Часто-та строчки (шт.) |
Номер игл |
Номер ниток |
Область применения |
|||
|
|
|
|
|
|
шелк |
х/б |
лавсан |
|
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
|
1
|
Стачной в разутюжу |
1,0 |
5,0 |
100 |
- |
- |
30 |
Стачивание боковык, плечевых швов, верхнего и нижнего швов рукавов и т.д. |
|
|
|
Стачной шов вразутюжку |
|
|
80-90 |
33 |
40 - 60
|
|
1. Основные соединительные швы и отделочные строчки |
|
|
|
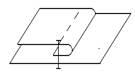
Стачной шов взаутюжку |
|
|
90 |
|
35 лл
|
|
2. Обмётывание деталей |
|
|
|
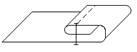
Накладной |
|
|
|
|
|
|
4. Прокладывание тесьмы по швам соединения деталей
|
|
|
|
В подгибку с закрытым срезом
|
|
|
|
|
|
|
5. Выполнение сложных строчек, пришивание кружева |
|
Продолжение таблицы
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
|
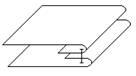
Обтачной |
|
|
|
|
|
|
Втачивание тесьмы в молнию |
3.1.3 Характеристика оборудования.
Техническая характеристика оборудования для влажно-тепловой обработки.
|
Наименование и марка оборудования, предприятие изготовитель |
Произво-дитель-ность, циклов, час |
Температура рабочей поверхности,0С |
Тип приво-да |
Способ нагрева |
Выполняемые операции |
||
|
верх |
низ |
||||||
Продолжение таблицы
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
1 |
1,5 |
100-240
|
Элек-тро-паро-вой |
электро-паровой |
- |
Внутрипроцессная ВТО |
|
|
Время дубления 0-210 сек. |
200 |
Пнев-ма-тичес-кий |
Электри-ческий |
Вакуумный отсос, паро-вой |
Для термического, плоского дублирования (склеивания) мелких и средних деталей кроя. |
Таблица 8
|
Оборудование, предприятие-изготовитель |
Температура нагрева, 0С
|
Время воздействия, с |
Увлажнение %
|
Примечание |
|
|
|
утюга |
пресса |
|
||
|
1 |
2 |
3 |
4 |
5 |
6 |
|
Универсальная машина Janome 5812 |
|
|
|
|
|
|
Утюг BF-054 S 900Вт |
|
|
|
|
|
Продолжение таблицы
|
1 |
2 |
3 |
4 |
5 |
6 |
|
Стол утюжильный BATTISTELLA ARGO |
160 |
60 |
- |
10 |
|
|
Обметочная машина Juki MO-6504S-0A4-150
|
|
|
|
|
|
|
Подшивочная машина Aurora A-550 |
|
|
|
|
|
|
Пресс Alba Е04 |
|
|
|
|
|
|
Машина для аспирации пыли и нитей TypeSpecial C-L/01 |
|
|
|
|
|
3.2Разработка технологической последовательности изготовления изделия.
Таблица № 10
|
№ п/п |
Наименование неделимой операции |
Специальность |
Разряд |
Оборудование, приспособления, инструменты. |
|
1 |
2 |
3 |
4 |
5 |
|
1 |
Проверить наличие деталей кроя, нанести место расположения контрольных надсечек, и тд. |
Р |
2 |
Мел. Вспомогательные лекала |
|
2 |
Запустить детали кроя в технологический процесс |
Р |
4 |
- |
|
№ п/п |
Наименование неделимой операции |
Специальность |
Разряд |
Оборудование, приспособления, инструменты. |
||||||||
|
1 |
2 |
3 |
4 |
5 |
||||||||
|
1 |
Продублировать детали кроя спинку, полочку, обточки |
СМ |
4 |
Пресс модификация |
||||||||
|
2 |
Стачать рельефы спинки |
М |
3 |
Стачивающая машина модификации |
||||||||
|
Заготовительная секция
|
||||||||||||
|
3 |
Обметать срезы спинки |
СМ |
4 |
Обмёточная машина модификации |
||||||||
|
Обработка спинки и полочки костюма |
||||||||||||
|
4 |
Разутюжить срезы спинки |
У |
2 |
Утюг модификации |
||||||||
|
5 |
Стачать рельефы полочки |
М |
3 |
Стачивающая машина модификации |
||||||||
|
6 |
Обметать срезы полочки |
СМ |
4 |
Обмёточная машина модификации |
||||||||
|
7 |
Разутюжить срезы полочки |
У |
2 |
Утюг модификации |
||||||||
|
8 |
Обметать срезы обтачек спинки, полочки |
СМ |
4 |
Обмёточная машина модификации |
||||||||
|
Монтажная секция |
||||||||||||
|
9 |
Стачать боковые срезы |
М |
3 |
Стачивающая машина модификации |
||||||||
|
10 |
Обмёточная боковые срезы |
СМ |
4 |
Обметочная машина модификации |
||||||||
|
11 |
Разутюжить боковые срезы |
У |
2 |
Утюг модификации |
||||||||
Продолжение таблицы 10
|
|
|
|
|
|
||||||
|
12 |
Втачать потайную тесьму-молнию в средний срез спинки |
М |
3 |
Стачивающая машина модификации |
||||||
|
13 |
Притачать обтачки спинки и полочки к верхнему срезу спинки и полочки |
М |
3 |
Стачивающая машина модификации |
||||||
|
14 |
Проутюжить обтачки |
У |
2 |
Утюг модификации |
||||||
|
Заготовительная секция юбки |
||||||||||
|
15 |
Стачать боковые срезы юбки |
М |
3 |
Стачивающая машина модификации |
||||||
|
16 |
Обметать боковые срезы юбки |
СМ |
4 |
Обмёточная машина модификации |
||||||
|
17 |
Разутюжить боковые срезы |
У |
2 |
Утюг модификации |
||||||
|
Монтажная секция |
||||||||||
|
18 |
Притачать юбки к спинке и полочке |
М |
3 |
Стачивающая машина модификации |
||||||
|
19 |
Проутюжить шов притачивание |
У |
2 |
Утюг модификации |
||||||
|
20 |
Пришить декоратив украшения |
Р |
- |
Шолки, нитки, ножницы |
||||||
|
21 |
Проутюжить готовое изделие |
У |
2 |
Утюг модификации |
||||||
|
22 |
Очистить готовое изделие от технологического мусора |
СМ |
4 |
Машина для аспирации модификации |
||||||
Безопасность жизнедеятельности.
Для обеспечения безопасности жизнедеятельности при подготовке высококвалифицированных специалистов, деятельность которых была бы связана с сокращением вредного влияния промышленного производства на окружающую среду и направлена на создание экологически ориентированной индустрии[28].
Безопасные условия труда - это состояние условий труда, при которых воздействие на работающего опасных и вредных производственных факторов исключено или воздействие вредных производственных факторов не превышает предельно допустимых значений[29].
Создание безопасных условий труда на производстве всех форм собственности было и остается одним из главных приоритетов. Наибольшей ценностью Государства является человек - это означает, что для каждого конкретного работника должны быть созданы безопасные условия на производстве.
Улучшение условий труда - самостоятельная и важная задача социальной политики, осуществляемой государством. Для решения теоретических и практических задач, определяющих эту проблему, государством разработаны и реализованы многочисленные правовые, технические, экономические и организационные мероприятия[30].
Методологической основой безопасности труда является научный анализ условий труда, технологического процесса, аппаратурного оформления, применяемых и получаемых продуктов с точки зрения возникновения в процессе эксплуатации производства опасностей и вредностей и решаемых в данной работе, в которой определяются опасные участки производства, выявляются возможные опасные ситуации и разрабатываются меры их предупреждения и ликвидации.
4 Безопасность жизнедеятельности и охраны труда
Введение
Цель дипломной работы - обеспечение комфортных условий деятельности человека на всех стадиях технологической последовательности производства женского комплекта и нормативно допустимых уровней воздействия негативных факторов на человека.
Это достигается выбором оптимальных производственных параметров и общей организации деятельности персонала производства.
4.1 Опасные и вредные факторы присутствующие на швейном предприятии.
На человека в процессе его трудовой деятельности воздействуют опасные (вызывающие травмы) и вредные (вызывающие заболевания) производственные факторы (ГОСТ 12.0.003-74 – Опасные и вредные факторы).
Опасные производственные факторы - это факторы, воздействие которых на работающего в определенных условиях приводит к травме или другому внезапному резкому ухудшению здоровья.
Вредные производственные факторы - это факторы, воздействие которых на работающего в определенных условиях приводит к заболеванию или снижению работоспособности.
Опасные и вредные производственные факторы на швейном предприятии:
1. При изготовлении женского комплекта: движущиеся машины и механизмы, подвижные части производственного оборудования (швейные машины, спец. машины, обметочные машины).
2. При раскрое ткани в раскройном цехе: повышенная запыленность рабочей зоны и повышенный уровень статического электричества вследствие трения ткани.
3. При влажно – тепловой обработке (ВТО) деталей женского комплекта: повышенная температура поверхностей оборудования (утюг, пресс).
4. При эксплуатации электрооборудований повышается риск поражения током во время замыкания некачественного электропровода.
Между вредными и опасными производственными факторами наблюдается определенная взаимосвязь. Во многих случаях наличие вредных факторов способствует проявлению опасных факторов — например, чрезмерная влажность в производственном помещении и наличие токопроводящей пыли (вредные факторы) повышают опасность поражения человека электрическим током (опасный фактор).
При изготовлении одежды при работе на швейных машинках, прессах, с утюгами и ручными инструментами могут случиться различные травмы: порезы и проколы пальцев, попадание одежды и волос во вращающиеся части машин, ожоги и др.
В швейных цехах при измерении, разбраковке, настилании и раскрое материала, а также пошиве изделий, содержащих синтетические волокна, образуется статическое электричество. Его образование является результатом трения двух диэлектриков друг о друга или диэлектрика о материалы, что представляет травмоопасность для человека.
В результате протекания технологических процессов в швейных цехах воздух загрязняется разнообразными парами, газами и пылью. Степень воздействия на организм определяется токсичностью, концентрацией и временем воздействия.
Помещения, в которых находится электроустановки, классифицируются в зависимости от параметров окружающей среды, воздействующих на сопротивление изоляции и на сопротивление тела человека, а также в зависимости тела человека, а также в зависимости от факторов, влияющих на возникновение условий поражения. Сухими помещениями называются такие помещения, в которых относительная влажность воздуха не превышает 60%.Влажные помещения -это помещения с относительной влажностью воздуха более 60%. Сырыми помещениями называются помещения с относительной влажностью воздуха в течение длительного времени более 75%, но менее 100%.Особо сырые помещения - это помещения, в которых относительная влажность воздуха близка к 100%. Жаркими помещениями называются такие помещения, в которых температура воздуха длительное время превышает +30ºС, таким образом сырые помещения отрицательно воздействуют на работника, что приводит к частым болезням, также ускоряется старение изоляции, что приводит к снижению ее сопротивления и разрушению и электротравме.
Источниками загрязнения на швейных предприятиях являются: раскрой тканей, изготовление изделий. ПДК загрязняющих веществ на швейном предприятии при производстве женского комплекта в соответствии с ГОСТ 12.1.005-88 «Общие санитарно-гигиенические требования к воздуху рабочей зоны на швейном предприятии» приведены в таблице …
Таблица 11 - ПДК загрязняющих веществ в швейных цехах при производстве женского комплекта
|
Вещества |
Класс опасности |
ПДК загрязняющего вещества |
Агрегатное состояние
|
|
|
Величина |
Ед. изм. |
|||
|
Оксид кремния |
2 |
0,05 |
мг/м3 |
пыль |
|
Углеводороды |
1 |
0,015 |
кг/дм3 |
волокна |
|
Оксид серы |
3 |
0,001 |
мг/м3 |
пары |
|
Акрилонитрил |
3 |
0,04 |
мг/м3 |
пары |
4.3 Меры по предупреждению опасных и вредных факторов в цехах швейных фабрик.
Для предохранения работающего от порезов на раскройном оборудовании раскройные машины снабжены регулируемыми по высоте настила устройством, не допускается попадание пальцев рук под ленточный нож. Ленточные раскройные машины снабжены тормозами и улавливателями лент, автоматически действующими при разрыве лент, а также автоматическим остановом электродвигателя. На каждой ленточной раскройной машине установлены приспособления для механической заточки ножа. Раскройные машины оборудованы устройством для удаления пыли и газов. На передвижных раскройных машинах предусмотрено ограждение рабочего органа в рабочем и в неподвижном состояние, исключающее возможность травмированная рук работающего[31].
Подключение передвижных раскройных машин к электрической сети осуществляется посредством специальных штепсельных разъемов с заземляющим устройством. Подвод напряжения к машинам осуществляется с помощью гибкого кабеля, расположенного на высоте 2,5 м над уровнем пола. Все токоведущие части надежно изолированы. Большое количество травм происходит при работе на оборудовании влажно- тепловой обработки. Чтобы исключить опасность поражения электрическим током электрические контакты утюгов изолированы и закрыты глухим кожухом.
Шнуры, подводящие электрический ток к утюгам, заключены в резиновые шланги. Ручки утюгов сделаны из материалов, не проводящих ток, плохо проводящих тепло.
С целью устранения возможности накопления электрических разрядов на проводящих поверхностях осуществляется заземление металлических частей технологического оборудования, не имеющих соединения с общим защитным контуром заземления.
Одно из основных средств защиты от электроудара заключается в соединение нетоковедущих частей электроустановок с землей.
Метеоусловия. Согласно категории выполняемых работ по тяжести (легкая; категория Iа) подбираем оптимальные величины метеоусловий в швейных цехах которые отражены в таблице … для разных периодов года.
Таблица 12 - Оптимальные величины показателей микроклимата на рабочих местах производственных помещений
|
Период года |
Температура воздуха, °С |
Относительная влажность воздуха, % |
Скорость движения воздуха, м/с |
|
Холодный |
19-25 |
40-75 |
0,2 |
|
Теплый |
17-22 |
30-75 |
0,2 |
Производственная санитария и гигиена труда.
Санитарно защитная зона швейного цеха составляет 50 м2, это пространство достаточно безопасно для производства женского комплекта.
Основными источниками шума и вибрации на швейном предприятии являются швейные машины, издающие постоянный шум от их вибраций. В нашем случае местная вибрация, которая передается от швейной машины на руки швеи. По способу передачи на человека вибрация относится к локальной. Время воздействия вибрации не должно составлять более 65 % рабочего времени. Шум в рабочем потоке не должен превышать 60 дБ. Защита от шума и вибраций – применение стен покрытых звукопоглощающими материалами, а также кожухов на агрегаты и резиновых ковриков[32].
Освещение. Во всех производственных и подсобных помещениях, имеющих светопроемы, должно быть максимально использовано естественное освещение. Световые проемы не должны загромождаться производственным оборудованием, готовыми изделиями. как внутри, так и вне здания. Швейный цех освещается боковым односторонним естественным освещением через окна.
Искусственное освещение внутри цеха: люминесцентные лампы; для местного освещения на рабочем столе светильники прямого света. Из-за высокой степени точности выполняемой зрительной работы наименьший размер объекта различия 0,3-0,5 мм. Разряд зрительной работы – III.
Вентиляция. Участок над утюжильным столом и над прессом Comel PLT-1250 PNEVM оборудуется местными отсосами в виде вытяжных зонтов или щелевых отсосов вокруг верхней подушки пресса, объединенными в систему местной вытяжной вентиляции.
Отопление. Для поддержания необходимых производственных параметров в цехе используются разные виды отопления: водяное от городской цепи и искусственное(кондиционеры), преимущество последнего метода в регулировании влажности воздуха и его очищении.
В производственных помещениях предусматривается кондиционирование воздуха с автоматическим поддержанием требуемых параметров. В остальных цехах используется механическая приточно-вытяжная вентиляция[33].
Средства индивидуальной защиты (СИЗ). При выборе СИЗ необходимо учитывать все вредные факторы производственной среды. Для каждого работающего защитные средства следует подбирать индивидуально.
Индивидуальные средства защиты: халат х/б (ГОСТ 12.4131-83), фартук х/б, косынка х/б (ГОСТ 11.372-8), спецобувь (ГОСТ 12.4.127-83), противошумные наушники, тампоны; заглушки, беруши, вкладыши, защитные очки.
Все рабочие, занятые в швейном производстве, должны независимо от их квалификации и стажа работы проходить общие инструктаж согласно ГОСТ 12004-90 Организация обучения безопасности труда.
Правилами при оказании первой медицинской помощи при разного рода ожогах полученных во время работы с нагревательными приборами является готовность персонала к оказанию первой помощи пострадавшему до прибытия врача. К таким действиям можно отнести временную перевязку ран от ожогов[34].
Пожарная и электробезопасность.
Швейные предприятия относятся к категории. В – пожароопасной категории[35].
Для швейного цеха здание проектируются одноэтажным, степень огнестойкости – I-II. Минимальное расстояние 6 м между зданием и сооружениями I и II степени огнестойкости можно применять только при наличии стационарной автоматической системы пожаротушения, автоматической пожарной сигнализации и условий, что удельная загрузка площади этажа горючими веществами не превышает 10 кг/м2; при невозможности обеспечить эти требования расстояние должно быть увеличено до 9 м.
Расстояние от наиболее удаленного рабочего места до ближайшего эвакуационного выхода в швейном цехе для производства категории В в одноэтажных зданиях не должно превышать 100 м, при числе два и более – 75 м.[36].
В случае пожара для предупреждения его распространения в горизонтальном направлении здания протяженных размеров разделяются на отдельные части противопожарными стенами. Для ограничения распространения огня из одного цеха в другой все двери, ворота, окна, люки и другие проемы во внутренних противопожарных стенах производственных корпусов должны иметь противопожарные двери с пределом огнестойкости не менее 1,2 ч.
Меры по предупреждению и профилактике пожаров и взрывов в швейном цехе отражены в нормативно технической документации: СТ РК 1794 – 2008 Пожарная техника. Пожарные средства
ГОСТ 12.1.030-81 «Электробезопасность. Предельно допустимые значения напряжений прикосновения и токов» Устанавливает предельно допустимые уровни напряжения прикосновения и токи, протекающие через тело человека, предназначенные для проектирования способов и средств защиты людей при взаимодействии их с электроустановками производственного и бытового назначения постоянного и переменного тока частотой 50 и 400 Гц.
Предельно допустимые уровни напряжений прикосновения и токов установлены для путей тока от одной руки к другой и от руки к ногам.
Швейный цех является помещением без повышенной опасности.
К электрозащитным мерам относятся:
-изоляция, (Rизол. 500кОм)
-ограждения,
-блокировка,
-заземление,
-применение электрозащитных средств,
-средства индивидуальной защиты, резиновый коврик под утюжильное место и на педали машин.
Для обеспечения безопасной эксплуатации электроустановок проводится ряд организационных мероприятий: оформление работ нарядом (распоряжением), допуск к работе, надзор за их проведением, соблюдение режима труда и отдыха, переходов на другие работы и окончания работ.
Реализация технических и организационных мероприятий обеспечивают безопасность условий труда в ходе технологического процесса по изготовлению женского комплекта[37].
4.6 Организация и проведение эвакуации персонала швейной фабрики при ЧС мирного времени (землетрясение)
Защита производственного персонала любого объекта при чрезвычайных ситуациях - одна из главных задач ЧС и системы ГО. Она представляет собой комплекс мероприятий, проводимых с целью не допустить или максимально снизить поражение людей. Объем и характер защитных мероприятий определяется особенностями расположения объекта вероятной обстановкой, которая может сложиться в результате ЧС техногенного и ЧС природного характера[38].
Рассмотрим основные способы защиты производственного персонала объекта при чрезвычайных ситуациях. Как правило, планируются и проводятся в комплексе три основных способа защиты:
-применение средств коллективной защиты (укрытие людей в защитных сооружениях);
-эвакуационные мероприятия (рассредоточение в загородной зоне персонала объекта, а также эвакуация в зону членов их семей);
-использование средств индивидуальной и медицинской защиты.
Помимо этого:
-организуется и проводится обязательное обучение (подготовка) людей способам защиты;
-организуется своевременное оповещение людей о возникшей угрозе чрезвычайной ситуации;
-осуществляется защита продовольствия, воды, от поражающих факторов;
-ведутся все виды разведки обстановки и контроль[39].
При ЧС природного характера (землетрясения) заблаговременно руководство предприятия должно составить план эвакуации который регламентирует благополучное спасение рабочего персонала при обеспечении безопасной площадки. Землетрясения это колебания земной поверхности, возникающие в результате внезапных смещений и разрывов в земной коре или верхней мантии и передающиеся на большие расстояния в виде упругих колебаний. Интенсивность землетрясения оценивается по 12-бальной сейсмической шкале (MSK-86), для энергетической классификации землетрясений пользуются магнитудой. Условно землетрясения подразделяются на слабые (1-4 балла), сильные (5-7 баллов) и разрушительные (8 и более баллов). При сильных землетрясениях 5-7 баллов происходит разрушение зданий.
Проводится предварительное обучение рабочего персонала к действиям по сигналам ГО. Ощутив подземные толчки или получив сигнал оповещения от дежурно-диспетчерской службы гражданской обороны объекта, персонал предприятия должен действовать в соответствии с поступившей информацией и рекомендациями.
Для этого необходимо как можно быстрее покинуть здание. Находясь в помещении, необходимо опасаться падения штукатурки, всевозможной арматуры, полок с инструментами и другого. Выбежав из здания, необходимо отбежать от него на открытое место (свободное от застройки). Следует постоянно помнить, что наиболее часто наносятся травмы осколками стекла, шифера, черепицы и другими предметами кровли зданий объекта. Особую опасность представляют порванные электрические провода под напряжением.
При значительном разрушении проводят организованную эвакуацию в безопасную зону применяя транспорт предприятия включая личный[38].
План эвакуации рабочего персонала швейного цехов при ЧС природного характера (землетрясение) представлен на рисунке…
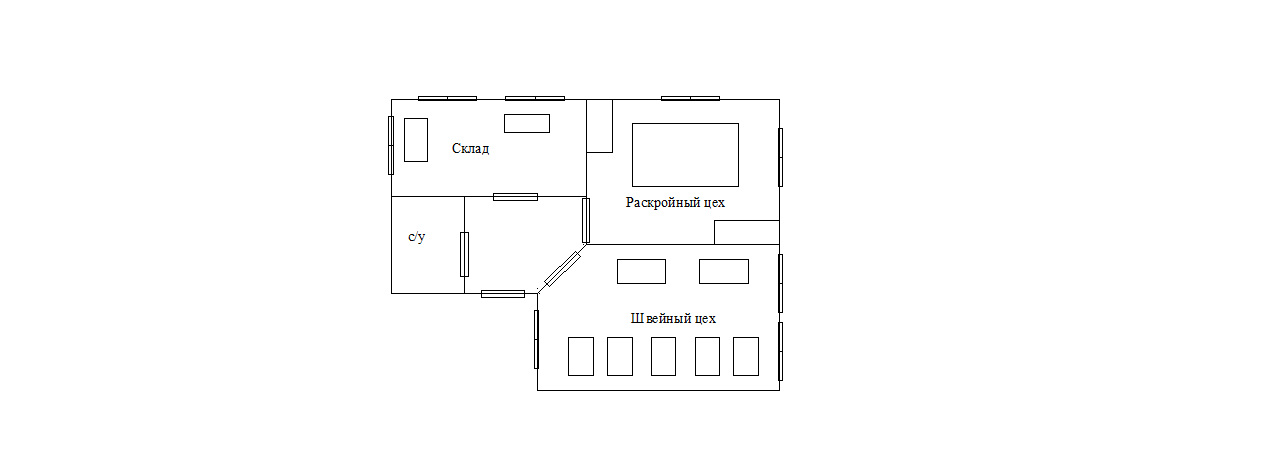
Рисунок 1 - План эвакуации швейного цехов.
Швейные цеха по производству женского комплекта общей площадью 108 м2 состоят из раскройного и швейного цехов и склада готовой продукции. Количество рабочих в цехах составляет всего 8 чел.
Расчет времени эвакуации.
Продолжительность эвакуации людей до выхода наружу из здания определяют по протяженности путей эвакуации и пропускной способности дверей, а также скорости движения человека[40].
Плотность людского потока D на участках пути, чел/м2, вычисляют по формуле:
 (…)
(…)
где: Nn - число людей на участках, чел.; f - средняя площадь горизонтальной проекции человека составляет 0,1 м2; bn - ширина участков пути, м.
Таблица 13 - Длина пути на участках.
|
№ участка |
Участки |
Длина пути l n, м |
Количество рабочих на участке Nn, чел |
Ширина участков пути bn, м. |
|
1 |
Швейный цех |
10 |
4 |
3 |
|
2 |
Раскройный цех |
10 |
2 |
3 |
|
3 |
Склад |
8 |
2 |
3 |
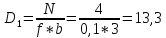 чел/м2
чел/м2
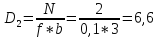 чел
/м2
чел
/м2
 чел
/м2
чел
/м2
Время движения людского потока по участкам пути ( tn ), мин, вычисляют по формуле:
 (…)
(…)
где: l n - длина пути, м; v n , - значение скорости движения людского потока по горизонтальному пути на участках, определяется по таблице … в зависимости от плотности D , м/мин.
Таблица - Значение скорости движения людского потока по горизонтальному пути.
|
Плотность людского потока D, чел /м2 |
Скорость человека v, м/мин. |
|
0,9 и более |
15 |
 =
= =0,66
мин.
=0,66
мин.
 =
= =0,66
мин.
=0,66
мин.
 =
= =0,53
мин.
=0,53
мин.
Расчетное время эвакуации людей ( t р ) следует определять как сумму времени движения людского потока по отдельным участкам пути tn :
t р =t 1+ t 2+ t 3 =0,66+0,66+0,53=1,85 мин.
Время эвакуации рабочего персонала швейных цехов составляет 1,85мин.
Охрана окружающей среды.
Бурное развитие научно-технического прогресса в Казахстане в последние годы поставил окружающую среду на грань экологической катастрофы. Рост населения, интенсификация добычи и выбросов, загрязняющих окружающую среду, привели к коренным изменениям в природе Казахстана и отражаются на самом существовании человека. Часть из таких изменений чрезвычайно сильна и настолько широко распространена, что возникают глобальные экологические проблемы.
В Казахстане имеются серьезные проблемы загрязнения (атмосферы, вод, почв), кислотных дождей, радиационного поражения территории, а также утраты отдельных видов растений и живых организмов, оскудения биоресурсов, обезлесения и опустынивания территорий характерно для предприятий легкой и пищевой промышленности
Легкая промышленность - комплексная отрасль, включающая в себя более чем 20 подотраслей, которые могут быть объединены в три основные группы: текстильная, швейная и кожевенная. Швейная промышленность – вторая по объему валовой продукции отрасль легкой индустрии. Потребительский фактор оказывает огромное влияние на размещение предприятий отрасли. Продукция швейной отрасли потребляется повсеместно, а массовый характер швейного производства способствует приближению предприятий отрасли к населению. Экологические проблемы городов, главным образом наиболее крупных из них, связаны с чрезмерной концентрацией на сравнительно небольших территориях населения, транспорта и промышленных предприятий, с образованием антропогенных ландшафтов, очень далеких от состояния экологического равновесия[41].
В легкой промышленности остается острой проблема образования отходов производства и потребления. Отсутствие соответствующих технологий переработки, необходимых мощностей и специального оборудования приводит к тому, что в качестве вторичных ресурсов используется только 22%, а полностью обезвреживается лишь 3,5% промотходов.
Объем образования отходов в отраслях легкой промышленности в 2013 году по Казахстану составил 6 млн. тонн и увеличился по сравнению с прошлым годом на 0,6%. Общий объем переработанных и обезвреженных отходов составляет соответственно 13% и 18% от общего годового объема образования отходов по стране.
В 2011 г. по данным Казгидромета средние за год концентрации какого-либо из веществ, за содержанием которых ведутся регулярные наблюдения, превышали ПДК в промышленных городах Казахстана где проживает основное население. Уровень загрязнения атмосферы в городах остается высоким[42].
В Казахстане в отраслях легкой промышленности существует ряд экологических проблем:
- загрязнение водного бассейна (водопотребление): сточные воды текстильной промышленности характеризуются наличием в них взвешенных веществ, сульфатов, хлоридов, соединений фосфора и азота, нитратов, СПАВ, железа, цинка, никеля, хрома и других веществ; а в сточных водах кожевенной промышленности присутствуют соединения азота, фенола, СПАВ, жиры и масла, хром, алюминий, сероводород, метанол, формальдегид.
- выбросы в атмосферу в виде твердых веществ, диоксида серы, оксида углерода, оксидов азота, ЛОС и прочих газообразных и жидких веществ;
- отходы производства в виде волокон, пряжи, нитей, лоскутов и обрезков текстильных материалов, искусственных и натуральных кож и отходы потребления в виде бытовых изношенных текстильных изделий.
Воздух как составляющий фактор окружающей среды оказывают негативное действие на флору и фауну из-за содержания вредных веществ выбрасываемых в швейном производстве. Количество в них пыли органического характера во многих промышленных городах Казахстана превышает в десятки и сотни раз ПДК (предельно допустимую концентрацию).
Наиболее вредные вещества, поступающие в атмосферу от предприятий швейной отрасли - органическая пыль, двуокись углерода и другие углеводороды.
Швейные предприятия с низкокачественной оборудованием и системой очищения от вредных факторов отрицательно влияют на экологическую обстановку регионов Казахстана. В основном это характерно для предприятий швейной промышленности.
Особенностью экологического воздействия швейной отрасли является дисперсное воздействие. При этом экологическая нагрузка не концентрируется в крупных промышленных центрах, а перемещается в районные центры, пригороды, сельские районы.
Внимание предпринимателей к легкой промышленности, развиваемых преимущественно в малых городах и сельских центрах со слабой инфраструктурой очистных сооружений, ведет к росту удельных (на единицу продукции) загрязнений отходами производств, вредными выбросами в атмосферу и загрязнению окружающей среды.
Атмосферный воздух - это природная смесь газов приземного слоя атмосферы за пределами жилых, производственных и иных помещений, устроенных в ходе сотворения Земли.
Целью и задачей данного раздела дипломной работы является разработка экологически чистого проекта, анализ источников выбросов, их количества и качества, расчет эколого-экономического ущерба наносимый окружающей среде вредными выбросами при производстве женского комплекта на нетиповую фигуру на предприятиях швейной промышленности[41].
5.1 Краткое описание технологической схемы швейного производства с точки зрения загрязнения ОС
Технологический процесс изготовления женского комплекта на нетиповую фигуру женщины состоящий из балеро, корсета и юбки состоит из последовательно осуществляемых стадий обработки: подготовки тканей к раскрою, раскроя, обработки отдельных деталей и сборочных единиц, их соединения и отделки. Подготовка тканей к раскрою осуществляется в подготовительных производствах швейных предприятий. Основное содержание этой технологической стадии составляют процессы измерения тканей и выявления их дефектов.
Швейные изделия изготавливают по индивидуальным заказам и в условиях массового производства. Модели для массового производства конкретного размера на типовую фигуру разрабатываются группой конструкторов или компьютером. При изготовлении по индивидуальным заказам каждое изделие исполняется строго на определенную фигуру, которая может иметь большие и малые отклонения от типовой.
Как в индивидуальном, так и в массовом производстве качество и количество выпускаемой продукции зависят от уровня организации технологической последовательности.
Технологическая последовательность изготовления женского комплекта на нетиповую фигуру:
-Проведение примерки.
-Начальная обработка, конструирование и моделирование
-Получение готовых лекал
-Раскрой ткани
-Поузловая обработка деталей
-Сборка деталей в готовое изделие
-Окончательная отделка и влажно-тепловая обработка. Установочная операция.
-Проверка качества.
На швейных производствах должны соблюдаться требования по охране окружающей среды, изложенные в нормативных документах: ГОСТ "Охрана природы. Правила установления допустимых выбросов вредных веществ промышленными предприятиями"; ГОСТ "Охрана природы. Атмосфера. Правила контроля качества воздуха населенных пунктов"; "Правила охраны поверхностных вод от загрязнения сточными водами"; "Временная методика нормирования промышленных выбросов в атмосферу (расчет и порядок разработки нормативов предельно допустимых выбросов)"; "Методика расчета концентраций в атмосферном воздухе вредных веществ, содержащихся в выбросах предприятий".
Ниже в таблице 18 приведен перечень основных процессов, операций и оборудования, являющихся источниками вредных и опасных факторов на предприятиях швейной промышленности.
Таблица 18 - Перечень основных процессов, операций и оборудования, являющихся источниками вредных и опасных факторов на предприятиях швейной промышленности.
|
Опасные и вредные производствен-ные факторы |
Источники опасных и вредных факторов в производстве
|
||
|
Подготовитель-ном цехе |
Раскройном цехе
|
Швейном цехе
|
|
|
1 |
2 |
3 |
4 |
|
Газообразные вещества |
Хранение материалов Промер и разбраковка |
Настил и раскрой ткани |
Запуск кроя Стачивание деталей кроя Дублирование ВТО Контроль, маркировка, упаковка готовых изделий
|
|
Пыль |
Промер и разбраковка ткани |
Настил и раскрой ткани Маркировка деталей кроя, удаление от ходов кроя Обмеловка |
Запуск кроя Обработка деталей кроя на краеобметочных и стачивающее-обметочных машинах Обработка изделий на стегальных машинах Осноровка изделий |
|
Температура воздуха рабочей зоны температура поверхнос тей оборудования
|
|
|
Влажно-тепловая обработка(утюжка, прессование, формование, термофиксация, термокамеры |
|
Повышенная температура поверхностей оборудования |
|
|
Прессы, утюги, термокамеры |
|
Шум |
|
Процесс раскроя ткани раскройной |
Обработка изделий на машинах полуавтоматах. Обработка изделий на стегальных машинах. Обработка деталей и изделий на стачивающе-обметочных и краеобметочных машинах. Стачивание изделий на одноигольных и многоигольных машинах. Обработка деталей изделий на вышивальных автоматах, полуавтоматах |
Продолжение таблицы 18
|
1 |
2 |
3 |
4 |
|
Вибрация
|
|
Раскрой ткани раскройной машиной
|
Обработка деталей изделий на Машинах полуавтоматах. Обработка деталей изделий на стегальных Машинах. Обработка деталей на стачивающе-обметочных и краеобметочных машинах. Стачивание изделий на одноигольных и многоигольных машинах. Обработка изделий на вышивальных автоматах, полуавтоматах |
|
Ультразвук |
|
|
Обработка деталей на ультразвуковых установках
|
|
Статическое электричес тво
|
Промер, настил и разбраковка ткани
|
Настил и раскрой ткани
|
Обработка одежды на щеточных машинах, пошив изделий, содержащих синтетику |
|
Монотон ность труда
|
Процессы промера и разбраковки ткани
|
|
Пошив изделий |
6.2 Расчет эколого-экономического ущерба наносимое ОС вредными выбросами швейных предприятий.
Расчет эколого-экономического ущерба наносимый ОС вредными веществами при производстве женского комплекта на нетиповую фигуру в швейном предприятии определяется следующей формулой:
 ,
тенге/год
(5.2.1)
,
тенге/год
(5.2.1)
где:
 – индекс относительной токсичности,
для выбросов в атмосферу и
– индекс относительной токсичности,
для выбросов в атмосферу и
 - для твердых выбросову;
- для твердых выбросову;
 - предельно допустимая концентрация
вредных веществ, мл/м3;
- предельно допустимая концентрация
вредных веществ, мл/м3;
 – масса выброса вредного вещества в
ОС, т/год.;
– масса выброса вредного вещества в
ОС, т/год.;
 =МРП*А
– удельный ущерб на одну условную тонну
загрязнений в год тенге за тонну; МРП –
минимальный рачетный показатель равный
1852 тенге (на 2015 год); А – ставка платы за
1т вредного вещества в ОС. Загрязняющие
вещества выделяющиеся в ОС швейным
цехом при производстве женского
комплекта, и их характеристики приведены
в таблице 19
=МРП*А
– удельный ущерб на одну условную тонну
загрязнений в год тенге за тонну; МРП –
минимальный рачетный показатель равный
1852 тенге (на 2015 год); А – ставка платы за
1т вредного вещества в ОС. Загрязняющие
вещества выделяющиеся в ОС швейным
цехом при производстве женского
комплекта, и их характеристики приведены
в таблице 19
Таблица 19 - Характеристика веществ выделяющихся в ОС
|
№ |
Виды загрязняющих веществ |
ПДК загрязняющего вещества |
Масса
выброса вредного вещества в ОС
|
МРП (на 2014 год) тенге |
Ставка платы за 1т вредного вещества в ОС |
|
|
Величина |
Ед. изм. |
|||||
|
1 |
Оксид кремния (пыль) |
0,05 |
мг/м3
|
0.08 |
1852 |
10 |
|
2 |
Углеводороды (волокна в основном) |
0,015 |
кг/дм3 |
0.5 |
1852 |
0,32 |
|
3 |
Оксид серы |
0,001 |
мг/м3 |
0,030 |
1852 |
20 |
|
4 |
Акрилонитрил (волокна) |
0,04 |
мг/м3 |
0,005 |
1852 |
20 |
 ,
т/год
,
т/год
 = 7408 тенге
= 7408 тенге
 19754тенге
19754тенге
 11112
тенге
11112
тенге
 = 2315 тенге
= 2315 тенге
Общий эколого – экономический ущерб наносимый ОС вредными веществами при производстве женского комплекта на нетиповые фигуры в швейных цехах:
Уобщ
= =7408+19754+11112+2315=40589
тенге (5.2.2)
=7408+19754+11112+2315=40589
тенге (5.2.2)
5.3 Природоохранное мероприятие.
Промышленность Казахстана привела к таким необратимым и существенным изменениям в окружающей среде, что вопрос об охране окружающей среды на предприятиях стал серьезной проблемой и принудил государственные аппараты разработать долгосрочную экологическую политику по созданию внутригосударственного контроля за ПДВ.
Первым шагом в этом направлении явилось принятие в январе 2007 года Экологического кодекса Республики Казахстан.
Мероприятия по охране окружающей среды планируются природопользователем самостоятельно. Мероприятия по охране окружающей среды включаются в план мероприятий по охране окружающей среды, разрабатываемый природопользователем для получения экологических разрешений[42].
Наиболее целесообразно внедрить в швейное производство следующие мероприятия по предотвращению выбросов в атмосферу предприятиями легкой промышленности:
1) усовершенствование технологических процессов;
2) модернизация методов пылеулавливания;
3) подавление процессов образования вредных веществ.
Проблема минимизации экологического ущерба в условиях промышленного производства и в том числе в легкой промышленности может в принципе решаться в двух направлениях: за счет повышения эффективности существующих методов очистки промышленных выбросов в окружающую среду (сточные воды, отработавшие газы, дымы и другие взвешенные частицы), ликвидации (переработки) твердых отходов и за счет внедрения новых альтернативных технологий (экологически чистых, безотходных)[43].
На практике в последнее время прослеживается тенденция сочетания этих направлений в едином комплексном подходе к решению экологических проблем. Вопросы сокращения опасных выбросов в окружающую среду реализуются на всех стадиях производства: от подготовки сырья, выпуска полупродуктов и до конечных этапов технологического процесса, вплоть до ликвидации (обезвреживания, утилизации) отходов. При этом упор делается на поиск альтернативных технологий, не загрязняющих окружающую среду, а также централизацию процессов очистки водной среды, воздушного пространства и почвы.
Методы, применяемые в промышленном производстве в целях обеспечения его экологической безопасности, отличаются большим разнообразием по эффективности, надежности, экономичности и другим показателям. При выборе оптимального метода для конкретного производства (технологического процесса) руководствуются, как правило, следующими критериями:
1) эффективность очистки (удаление, ликвидация) загрязнителей, характерных для данного вида производства;
2) токсичность (ядовитость) загрязнителей, характерных для данного вида производства;
3) область рационального применения каждого метода (или группы методов, их возможное сочетание);
4) экономические показатели.
Экологическое совершенствование производства предполагает экономию потребляемых ресурсов окружающей среды и сокращение массы отходов, размещаемых в ней. И то и другое достигается путем внедрения малоотходных технологий, создания систем безотходного производства, вывода из эксплуатации устаревших основных фондов, оказывающих негативное воздействие на окружающую среду.
Во время раскроя тканей для производства женского комплекта на нетиповую фигуру главной задачей инженера закройщика является экономное и правильная раскладка лекал. Выполнение раскладки лекал должно проводится с минимальными остатками ткани или же остаток должен быть таким что бы в дальнейшем их можно было использовать в пошиве.
Все отходы швейных материалов в виде лоскута и межлекальных обрезков, не загрязненные посторонними включениями, представляют собой ценное вторичное сырье и могут быть утилизированы без специальной очистки. Использование инновационных САПР технологий в швейных цехах позволяет производить расчет, градацию и раскладку лекал с оптимальными параметрами раскроя.
Отходы швейных цехов после промышленного использования, загрязненные отходами других материалов, перед утилизацией должны быть тщательно очищены от загрязнений: пыли, технического мусора и других посторонних включений.
Нетканые материалы из отходов используют в швейной промышленности в качестве утепляющего материала, настилочного материала при производстве мягкой мебели, напольной выкладки, прокладочных и изоляционных материалов и при выполнении других работ.
Можно предложить несколько вариантов переработки вторичного сырья. Это заключение договоров с разного рода перерабатывающими заводами, либо переработка на самих предприятиях. Например: измельчение вторичного сырья и использование его как набивочного сырья для матрасов, подушек. Либо продажа лоскута в организации в качестве обтирочного материала[44].
Все предложенные меры должны быть учтены при организации производства швейной промышленности, что позволит снизить вредное воздействие, обеспечит чистоту рабочей среды и как следствие снизит выбросы в окружающую среду.
Снижению поступлению в воздух рабочей зоны вредных веществ (пыли) способствует правильный выбор соответствующего оборудования и коммуникаций, не допускающих выделения вредных веществ в воздух рабочей зоны в количествах, превышающих предельно допустимые концентрации при нормальном ведении технологического процесса, а также герметизация оборудования. Загрязнение атмосферного воздуха пылью вызывает необходимость его очистки в приточных системах вентиляции. Очистка приточного воздуха необходима во всех случаях, если запыленность наружного воздуха превышает 30 % ПДК пыли, установленной для помещений В целях снижения вредных воздействий, необходимо чтобы все машины были оснащены местной вытяжной вентиляцией. Процесс чистки оборудования и помещений фабрики следует механизировать с помощью передвижных пылесосов или централизованных вакуумных установок, обеспечивающих чистоту рабочей среды и сокращение ручного труда.
Идеальная очистка воздуха Для поглощения мельчайших частиц пыли и микробов, содержащихся в воздухе, используется фильтр True HEPA H13, обработанный специальными органическими антибактериальными средствами. Система фильтрации очистителя воздуха оптимизирована для быстрого и эффективного удаления пыли в помещении. [45].
Список использованной литературы.
1) жердев е. В. «художественное осмысление объекта дизайна» м., 1993
2) доброхотова и. А. «беседы о моде, или зеркало, которое не лжёт» м., 2000
3) волевич г. К. «красиво и модно. Одежда для молодёжи» м., 1998
4) мартынова а. И. «конструктивное моделирование одежды» м., 1999
5) горбачёва л. М. «костюм xx века от поля пуаре до эммануэля унгаро» м., 1997
6) н. А. Коробцева «истоки имиджа» м., 1999
7) the jeans encyclopedia of legend, past and present by sportswear international ny 2001-2002
8) живопись xx века. Галерея «мастер» (журнал) м., 2001
9) гофман а. Б. – “мода и люди: новая теория моды и моделей поведения”, м. 1994
10) директор (журнал) 6’2002
11) легпромбизнес (журнал) 2’2003
1. Гост 2.104-68 «ескд. Основные надписи»
2. Гост 2.105-95 «общие требования к текстовым документам»
3. Гост 2.106-68 «ескд. Текстовые документы»
4. Беляева г. Летняя одежда издательство: феникс, 2000 г. 352 стр.
5. Бочкарева в.е. энциклопедия шитья от "а" до "я". Издательство: рипол классик, 2001 г.-368 стр.
6. Блинов б.и. «по одежке встречают…». 2-е изд. Лит запись о. Евсикова и и. Шихмана. М., «молодая гвардия», 1974 – 128с., с илл.
7. Булатова е.б. конструктивное моделирование одежды: учеб. Пособие для высш. Учеб. Завед. Е. Б. Булатова, м. Н. Евсеева. – м.: издательский центр «академия», 2003. – 272 с.
8. Горохов и.к., воронин е.и. и др. Справочник по швейному оборудованию. Зак и. С., - м.: легкая индустрия 1981. – 272с., ил.
9. Екшурская т.н., юдина е.н., белова и.а. модная одежда своими руками. – спб.: тит «комета», 1994. – 464с.
10. Ерзенкова н.в. школа кройки и шитья – минск: совр. Шк., 2007. – 448с.
11. Ермилова в.в., ермилова д.ю. моделирование и художественное оформление одежды: учеб. Пособие для студ. Учреждений сред. Проф. Образования. – м.: мастерство; издательский центр «академия»; высшая школа, 2001. – 184с.: ил.
12. Исаев в.в. оборудование швейных предприятий: учебник для кадров массовых профессий. – 2-е изд, исправл. И доп. – м.: легкая и пищевая промышленность 1983 г. – 232с.
13. Козлова т.в. моделирование и художественное оформление женской и детской одежды: учеб. Для сред. Спец. Учеб. Заведений. Т.в. козлова, л.б. рытвинская, з.н. тимашева. – 2-е изд., перераб. И доп. – м., легпромиздат, 1990. – 320 с.: ил.
14. Кокеткин п.п., сафронова и.в., кочегура т.н. пути улучшения качества изготовления одежды. – м.: легпромиздат, 1989. – 240 с.: ил.
15. Назарова а.и. и др. Технология швейных изделий по индивидуальным заказам. Учебник для вузов. М., «легкая индустрия» 1975. – 440 с. С ил.
16. Орлова л.в. азбука моды. – м.: просвещение, 1988. – 176с.: ил.
17. Осипова л.в. практикум по обработке тканей. Учеб. Пособие для учащихся ix-x классов. Изд. 3-е, перераб и доп. М., «просвещение», 1973. – 159с.: ил.
18. Попова н.с. выполнение различных строчек и швов на бытовых швейных машинах. Изд. 2-е, испр. И доп. М., «легкая индустрия», 1972 – 152с.: ил.
19. Ревичева ф.а. изготовление женской и детской верхней одежды. Учебник для учащихся профессионально-технических учебных заведений легкой промышленности. Изд. 2-е, испр. И доп. М., «легкая индустрия», 1972 г. – 344 с.: ил.
20. Реут т.н., конторер р.б., кочанова а.и. технология изготовления швейных изделий: учебник для сред. Спец. Учеб. Заведений. – 2-е изд., перераб. И доп. – м.: легпромбытиздат, 1989. – 320 с.: ил.
21. Слободянюк э.а., малин с.н. лабораторный практикум по оборудованию швейного производства: учеб. Пособие для техникумов. – 3-е изд., перераб. – м.: легпромбытиздат, 1986. – 96с.: ил.
22. Труханова а.т. технология женской легкой одежды. Изд. 2-е, испр. И доп. Учебник. М., «легкая индустрия», 1975. – 368 с.: ил.
23. Франц В.Я. Оборудование швейного производства: Учеб. для сред проф. образования. М.: Издательский центр «Академия», 2002 г. – 448с.
24. Шитье - мое хобби. Издательство: "Энне Бурда ГмбХ&Ко", Оффенбург, Германия. Перевод ТОО "Внешсигма", 1992 г. -224 стр.
25. Шитье: 101 секрет Издательство: Ниола-Пресс, пер. с англ., 1999 г.- 128 стр.