

otvety
.pdf1. Изнашивание деталей машин
Изнашивание – процесс отделения материала с поверхности твердого тела и/или увеличения его остаточной деформации при трении, проявляющейся в постепенном изменении размеров и/или формы тела.
Это сложный процесс, зависящий от двух взаимосвязанных групп факторов:
-условия работы детали с учетом приложенных нагрузок, скорости перемещения, агрессивности среды и температуры эксплуатации;
-способность металла детали (химический состав, термическая обработка, структура) противостоять действию изнашивающих нагрузок.
Износ – результат изнашивания, определяемый в установленных единицах(длины, объема, массы).
Износостойкость – свойство материала оказывать сопротивление изнашиванию в определенных условиях трения, оцениваемое величиной скорости изнашивания или интенсивностью изнашивания.
Износостойкость – величина, обратная износу.
Изнашивание постепенно вызывает снижение, а затем и полную потерю работоспособности детали.
2. Классификация видов изнашивания
Механическое изнашивание – изнашивание в результате механического воздействия
Абразивное
Гидроабразивное/газоабразивное
Гидроэрозионное/газоэрозионное
Кавитационное
Усталостное
При фреттинге
При заедании
Коррозионно-механическое изнашивание – изнашивание в результате механического воздействия, сопровождаемого химическим и/или электрохимическим взаимодействием материала детали с внешней средой.
Окислительное
При фреттинг-коррозии
При действии электрического тока – действие эл. тока на поверхностный слой детали.Электроэрозионное изнашивание
Водородное изнашивание
3. Испытания на изнашивание
Фрикционные свойства зависят в равной мере как от природы материалов, так и от конструкции узла трения и режимов его работы. Наличие большого количества факторов, влияющих на трение и износ, и необходимость изучения их действия в совокупности и взаимовлияния приводит к необходимости проведения большого количества экспериментов.
Факторы делят на несколько групп:
Физико-механические свойства материалов и геометрия контактируемых поверхностей, определяющих фрикционное поведение пары трения;
Эксплуатационные факторы, влияющие на физико-механические свойства материалов и геометрию контакта (нагрузка, скорость и температуру в процессе трения, т.е. режим работы)
Конструктивные особенности узла трения, влияющие на трение и износ через температуру, нагрузку и скорость скольжения, к которым относятся условия теплоотвода, распределение температурных полей, эпюра нагрузок, зазоры между сопрягаемыми деталями.
Соответственно этому испытания на трение и износ целесообразно проводить в 4 основных этапа.
I.Физико-механические лабораторные испытания материалов(получение физикомеханических характеристик материалов и прогнозирование по ним фрикционных свойств)
II.Испытание материалов на трение и износ на лабораторных установках(определение значений коэф. трения и величин износа на малых образцах, оценка влияния физ-мех свойств и режимов терния на фрикционные свойства материалов)
III.Стендовые испытания узлов трения(оценка влияния конструктивных особенностей узла
трения)
IV. Натурные(взаимовлияние различных узлов механизма, оценка надежности и долговечности работы механизма в целом)
Различие между этапами заключается в постепенном приближении работы материалов пар трения к реальным условиям.
4. Лабораторное оборудование для испытаний на изнашивание
По кинематическому признаку все машины для испытания на износ малых образцов модно разделить на 2 класса:
а) машины поступательного движения и б) возвратно-поступательного движения.
Внутри каждого класса машины делятся на 2 группы:
1)Машины торцевого трения
2)Машины трения по образующей
При поступательном и возвратно-поступательном движениях характеры разрушения резко отличаются, при возвр.-поступ. резко увеличивается износ(например в результате фреттингкоррозии).
Общим для каждой испытательной машины является прибор для измерения силы трения. В качестве регистрирующих приборов используются потенциометры, осциллографы, копм. техника.
5 Абразивное изнашивание при трении в абразивной массе
Такой вид изнашивания наблюдается на почвообробатываемых инструментах, дробильных оборудованиях Основное значение в изнашиваемой абразивной массе имеют свойства этой массы
(сыпучесть, зернистость, плотность)
При изнашивании могут наблюдаться царапины, циклические деформационное изнашивание поверхности Уровень контактных давлений в системе абразивного изнашивания на поверхности меньше,
чем в изнашивании по монолиту. Кроме того давление более равномерно распределяется между частицами находящимися в контакте. Максимальная глубина частицы в изнашиваемой детали уменьшается, уменьшается вероятность царапины, возрастает вероятность упругой и пластической деформации Изменение кинематического признака может привести к специфическому виду разрушения
(ударно-абразивному), который наблюдается в технике при эксплуатации шарошечных долот, горнообогатительного оборудования, кинематических отбойных молотков и т.д.
Для этого вида изнашивания характерно кратковременное (ударное) взаимодействие материала с абразивными частицами и внедрение частиц в металл
Эрозионное изнашивание
Эрозия в широком понятии— процесс поверхностного разрушения вещества под воздействием внешней среды В машиностроении эрозия имеет более узкое понятие — разрушение поверхности материалов вследствие механического воздействия высокоскоростного потока жидкости, газа или пара. Разрушение металлов под действием электрических зарядов также относится к эрозии. Эрозию подразделяют на газовую, кавитационную, абразивную н электрическую. Каждый вид эрозии имеет подвиды. которые являются сочетанием отдельных видов например. газовая эрозия может быть газоабразивной. газоэлектрической и т.д.
Эрозионное воздействие высокоскоростного потока жидкости газа или пара складывается из трения сплошного потока и его ударов о поверхность. В результате трения происходит расшатывание и вымывание отдельных объемов материала. Вообще говоря. скорость изнашивания в этом случае мала, большая роль принадлежит динамическому действию потока или струи. В зависимости от свойств материала возможны вырывы отдельных объемов или групп зерен с неблагоприятной ориентацией в отношении приложенных сил В пластичных материалах обладающих способностью к наклепу, вначале накапливаются микроскопические деформации отдельных участков. а когда способность к упрочнению исчерпывается эти участки разрушаются, вымываются.
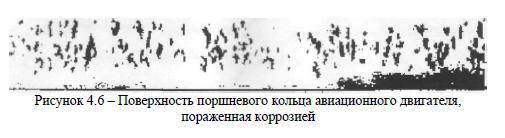
Эрозия на гладкой поверхности в начальный период развивается медленно. Но после появления пораженных мест усиливается. Это можно объяснить повышением хрупкости поврежденного поверхностного слоя и связи с накоплением микротрещин, расклинивающими действием жидкости с усилением ударного действия из-за большого вихреобразования у поверхности. Газовой эрозии подвергаются лопатки газотурбинных установок трубы экономайзеров, лопатки дымососов, стальные и чугунные кольца двигателей и тд.
Приведенное на рисунке кольцо скользило по хромированной поверхности восстановленного при ремонте зеркала цилиндра. Из-за плохой прирабатываемости колец не обеспечивалось достаточное их прилегание к стенкам цилиндра. происходит прорыв газов интенсивный местный нагрев рабочей поверхности кольца. На поверхности образовались продол говатые раковины ветвистого строения. Уменьшить разрушение колец можно улучшением их приработки.
Основными факторами газовой эрозии, определяющие интенсивность разрушения металла, является скорость и температура потока, а также степень его запыленности.
Для повышения долговечности деталей машин и оборудования, подвергающихся воздействию газовой эрозии, необходимо повысить сопротивление металла окислению в данной газовой среде, по возможности снизить скорость потока газа и защитить рабочие поверхности металла от непосредственного воздействия на металл механических примесей, содержащихся в газе.
Горячая газовая эрозия пластмасс и теплозащиты покрытий получила название абляции. Это явление проявляется. например, при движении баллистического снаряда в плотных слоях атмосферы или под действием горячих отработанных газов при работе ракетных двигателей Абляция сопровождается тепловыми и механическими эффектами и включает ряд явлений: эрозию от ударов твердых частиц или капель: срезание материала от действия аэродинамических усилий: отслаивание (растрескивание и отделение чешуек вследствие теплового расширения): сдувание расплавленного материала потоком газов: сублимацию; испарение: пиролиз: сгорание.
Стойкость пластмасс к абляции зависит от теплопроводности. В противоположность металлам пластмассы должны иметь низкую теплопроводность. Детали, отлитые под высоким давлением. лучше сопротивляются абляции по сравнению с деталями. отлитыми при низком давлении Жидкостная эрозия при определенных значениях скорости потока по своей природе мало чем
отличается от газовой. Трение потока жидкости о металл вызывает разрушение продуктов коррозии (окисных пленок)` которые обычно образуются в результате протекания на поверхности детали химических или электромеханических процессов. Жидкостная эрозия весьма интенсивно разрушает металл гребных винтов. деталей гидротурбин. различных трубопроводов. по которым жидкость течет с достаточно большой скоростью.
Разрушение метана в результате жидкостной эрозии в чистой воде имеет вид пятен. полос. рубцов, вымоин, При наличии в воде абразивных частиц. например песка и глины. процесс разрушения протекает более интенсивно. На поверхности деталей образуются характерные вымоины большой глубины.
Наиболее вероятный механизм разрушения металла в данных условиях имеет коррозионномеханнческую природу. поэтому эффективным средством увеличения долговечности материала является увеличение его коррозионной стойкости и износостойкости.
Кавитационное изнашивание.
Кавитационное изнашивание – это механическое изнашивание при движении твердого тела относительно жидкости, при котором пузырьки газа захлопываются вблизи поверхности, что создает местное высокое давление и высокую температуру. Кавитация – «полость», «каверна», хотя в науке это явление образования в движущемся по поверхности твердого тела потоке жидкости пустот ввиде пузырей, полос и мешков, наполненных парами, воздухом или газами, растворенными в жидкости и выделившимися из нее. В движущемся с большой скоростью потоке при наличии препятствия или сужения давление может упасть до давления парообразования при данной температуре. При этом в зависимости от сопротивления жидкости растягивающим усилиям, может произойти разрыв потока, то есть нарушение его сплошности. Образовавшаяся пустота заполняется паром или газами, выделившимися из воздуха. Воздух, вовлекаемый в поток, облегчает возникновение кавитации. Образовавшиеся парогазовые пузыри, размерами порядка десятых долей мм, перемещаясь вместе с потоком, попадают в зоны высоких давлений; пар конденсируется, воздух растворяется и образует пустоты, в которых устремляется жидкость и происходит восстановление сплошности потока, который сопровождается ударом.
Также существуют процессы исследования при помощи скоростной фотосъемки. Исследования показывают, что пузырек может вырасти до 6 мм в диаметре за 0,002 сек и разрушиться за 0,001 сек. Для некоторых типов кавитации на площади 1см2 в течении 1 сек могут образоваться и разрушиться до 30 млн. кавитационных пузырьков. Возникновению кавитации способствуют труднообтекаемые формы каналов или деталей, неровности поверхностей, которые способствуют возникновению вихрей и отставание струй от стенок рабочих каналов.
Механизм действия кавитации: при замыкании (захлопывании) парогазовых пузырей у поверхности, она (пов-ть) подвергается микроскопическим гидравлическим ударам. Из многих миллионов образуемых кавитационных пузырьков ~1 из 30 000 принимает участие в разрушении поверхности. Под действием ударов происходит наклеп материала поверхности на малую глубину. Многократно повторяющиеся удары вызывают перенаклеп микроучастков и разупрочнение поверхности материалов. Зарождаются микротрещины и возникают очаги разрушения в виде кратеров сложной формы. Причем разрушению подвергаются прежде всего менее прочная структурная составляющая (феррит, графитовые включения), затем более прочные структурные состщие. Кавитационная стойкость материала определяется его составляющей и структурой. С увеличением содержания углерода до 0,8% кавитационная стойкость увелич, а далее падает. Введение никеля и хрома в сталь повышает стойкость. Наиболее стойким к кавитации является чугун с шаровидным графитом. ТВЧ, Ц, поверхн. упрочнение, твердые наплавки увеличивают кавитационную стойкость стали.
Хорошей кавитационной стойкостью обладает латунь (благодаря вязкости) и резиновое покрытие из-за высоких упругих свойств. Также стали с аустенитной структурой. Интенсивность кавитацион. изнашивания зависит от температуры, свойств жидкости и материала, введения в жидкость добавок, образования эмульсии, снижения поверхностного натяжения жидкости и уменьшения кавитационного изнашивания. В воде с Т=50С соответствует наибольшая интенсивность изнашивания. Кавитация уменьшает КПД насосов, турбин и т.д. Кавитационному изнашиванию подвергаются лопатки турбин, гребных винтов, деталей насосов и других гидравлических устройств. Коррозия влияет на кавитационное изнашивание, хотя и не является определяющей.
Усталостное изнашивание
особый тип разрушения, вызываемый повторнодействующими циклами напряжений, амплитудное значение которых не превышает предела упругости материала. Однако было обнаружено явление разрушения материала под действием циклических повторяющихся напряжений, превышающих предел упругости и получившие название - малоцикловые усталости. Циклические нагружения микрообъёмов поверхностного слоя, сопровождающихся упругими пластическими деформациями местах реальных контактов - являются причиной усталостного разрушения.
Усталостные трещины образуются на дефектах всегда имеющихся на реальном твёрдом теле. Это дефекты механической обработки, металлургические дефекты (поры, газовые/шлаковые включения). Кроме того трещины могут возникать на межфазных и межкристаллитных границах.
Сформулированная "теория усталостного изнашивания" базируется на следующих основных положениях:
1.Контакт двух тел в следствие шероховатостей и волнистостей поверхностей - дескретен.
2.Изнашивание, как процесс механического разрушения материала происходит в результате локальных напряжений и деформаций в зонах фактического контакта.
3.Усталостное разрушение материала на отдельных участках поверхности трения обусловлено многократным нагружением зон контакта.
Основная идея "теории усталостного изнашивания" состоит в предположении о необходимости многократной деформации поверхностного слоя для его разрушения, что и подтверждается экспериментально.
В процесс трения под влиянием возникающих высоких температур и динамических воздействий происходит существенное изменение поверхностных слоёв материала. Это изменение обусловлено локальным нагревом в зоне трения (температурный градиент) и действием повторных деформаций (накопление дефектов кристаллической решётки), само- и взаимнодиффузионными химическими и трибохимическими процессами, протекающими в результате взаимодействия окружающей среды и контртела. Аналогичные изменения (окисления, диструкция, фазовые превращения) обнаруживаются в материале и при объёмном циклическом нагружении.
Необходимо учитывать явления, протекающие в поверхностных слоях при трении привели к формулированию понятия о трёх-стадийном процессе изнашивания:
1.взаимодействие поверхностей
2.изменение, под влиянием сил трения, свойств поверхностных слоёв контактирующих материалов
3.разрушение поверхностей и отделение частиц от материала.
Мало- и многоцикловая усталость протекают во времени при циклическом нагружении микрообъёмов материала и различаются уровнем возникающих напряжений, также характером деформирования поверхностного слоя.
Механизм усталостного разрушения во многом связан с неоднородностью реальной структуры материалов (различие размеров, формы, ориентации соседних зёрен металла, наличие разных включений — шлаков, примесей; дефекты кристаллической решётки, дефекты поверхности материала — царапины, коррозия и т. д.). В связи с указанной неоднородностью при переменных нагрузках на границах отдельных включений и поблизости от микроскопических полостей и разных дефектов возникает концентрация напряжений, которая приводит к микропластичным деформациям сдвига некоторых зёрен металла (при этом на поверхности зёрен могут появляться полосы скольжения) и накопления сдвигов. Далее происходит развитие сдвигов в микротрещине, их сращивание, на последнем этапе появляется одна или несколько макротрещин, которая достаточно интенсивно развивается (разрастается). Края трещины под действием переменной нагрузки притираются друг к другу, и поэтому зона роста трещины
отличается гладкой (полированной) поверхностью. По мере разрастания трещины поперечное сечение детали всё более ослабляется, и, наконец, происходит случайное хрупкое разрушение детали, при этом зона хрупкого излома имеет грубозернистую кристаллическую структуру (как при хрупком разрушении).
Изнашивание при заедании
изнашивание при заедании представляет собой процесс разрушения поверхностей в результате их схватывания в местах наиболее плотного контакта, глубинного вырывания материала, переноса его с одной поверхности трения на другую и воздействия возникающих при этом неровностей на сопряженную поверхность.
Заедание является наиболее быстротечным из всех процессов изнашивания. При любых видах изнашивания, кроме заедания, срок службы трущихся деталей может быть увеличен за счет снижения скорости. Заедание же является столь разрушительным процессом, что его развитие вообще недопустимо. Наличие заедания деталей должно рассматриваться как свидетельство низкого уровня конструирования или изготовления трущихся деталей или нарушений нормальных условий работы сопряжения. Необходимо отметить, что развившийся процесс заедания деталей машин не прекращается ни самопроизвольно, ни в результате дополнительного введения смазочных средств или временного снижения нагрузки. Уменьшению возможности заедания трущихся деталей способствует применение для их изготовления материалов, не имеющих химического сродства и обладающих высокой твердостью. поверхностная и объемная закалка, азотирование, цементация, термодиффузионное легирование резко снижают вероятность заедания деталей, препятствую развитию схватывания. механизм изнашивания Необходимым условием для схватывания является появление на трущихся поверхностях
«ювенильных» площадок. такие площадки возникают в результате пластического деформирования выступов шероховатостей, их выравнивания, разрушения и удаления с них окисных пленок. Сближение таких площадок на расстояния, сопоставимые с межатомными, приводит к появлению между ними сил межатомного взаимодействия и формированию на этих участаках единой кристаллической решетки – мостиков схватывания.
Адгезионное (тепловое) изнашивание протекает при выделении тепла. Повреждение поверхностей при адгезионном изнашивании происходит следующим образом. Сначала наблюдается схватывание металлов на некотором участке мгновенной поверхности контакта. Возникшая связь тотчас разрушается, так как детали находятся в относительном движении. Если материал в месте мостика схватывания окажется прочнее более глубоких слоев материала (упрочнение может произойти из за наклепа), то разрушение произойдет по более слабому участку. В этом случае на одной поверхности образуется углубление от удаления части материала, а на другой появляется выступающая частица, через которую начинает передаваться значительная часть нагрузки, и материал в этом месте может упрочниться.
Как правило, а данном случае не происходит сильного нагрева (скорость мала) и упрочнившаяся выступающая частица будет разрушать сопряженную поверхность. Если же нагрев будет таким, что упрочнения не произойдет, выступающая частица будет пластически деформироваться, переставая оказывать столь сильное разрушительное влияние на сопряженную поверхность.
Эта схема позволяет объяснить, почему при малых скоростях скольжения возникает схватывание, сопровождающееся при трении без смазки сильным изнашиванием, тогда как при больших скоростях интенсивность изнашивания гораздо ниже.
Топография при заедании
Характер разрушения узлов адгезии, сводится к четырем случаям. 1) прочность связи меньше прочности металлов пары трения, изнашивание невелики, даже при высоком коэф. трения. 2) соединение прочнее, чем один из металлов, срез происходит в толщине менее прочного металла и при этом его частицы будут перенесены на более твердую поверхность. 3) соединение прочнее обоих металлов, основные разрушения приходятся на толщину менее прочного металла, но возможны и вырыв частиц более прочного металла. 4) соединение одинаковых металлов, металл подвергается наклепу, сопротивление срезу возрастает и срез происходит на некоторой глубине основного материала. Повреждения оказываются значительными, такое сочетание приводит к большому износу и увеличивает коэф. трения.
В зависимости от этих случаев поверхности трения при данном виде изнашивания будут иметь определенный вид: 1)вырыв металла, в виде микроскопических частиц одной поверхности и перенос их на другую. 2) образование тонкой пленки мягкого материала на сопряженной поверхности, в результате переноса материала с одной поверхности на другую. 3) перенос твердого материала на мягкую поверхность. 4) вырывание материала, с образованием глубоких кратеров и борозд (катастрофическое разрушение)