

19. Конструктивные и геометрические параметры спиральных сверл. Конструктивные и геометр-е параметры спиральных сверл
К спиральным относятся цельные сверла. Различают норм, повыш и высокую точность.
Сверла нормальной точности обеспечивают обработку отверстий по 14-16 квалитету; сверла повышенной точности 10-14 квалитету, сверла высокой точности по 8-10квалитету.
С напайными пластинами 8-16 кв (зависит от сверла), с мех крепл пластины 12-14 кв (при предв настройке 11). Эти сверла помимо возможностей засверливаться в наклонную пов-ть, сверлить пересекающиеся и неполные отв-я, позволяют вып сверление с рад смещ-ем, растачив-е, вып контурной обраб (получ фаски)
Основным параметром сверла явл . Стандартный ряд в диап 0,25 до 80 с непост шагом. Возм-ть исп-я сверла нестанд , напр. с интервалом 0,1-0,05 мм.
Диаметр сверла выбирается с учетом допуска на разбивку

 Допуск
на разбивку станд сверлом не менее TD/2,
поэтому при округлении
Допуск
на разбивку станд сверлом не менее TD/2,
поэтому при округлении
расчетного d до ближайшего
меньшего стандартного d
получается d≈dГОСТ=D
Для сверл норм. точности
Td=h9
h8- повыш точн-ть
h6, h7, m7 - высокой
Длина сверла
Она складывается из длины рабочей части (опред длиной струж канавок), длины шейки (пи ее наличии) и длины хвостовика ~.
В зависимости от длины рабочей части
различают сверла различной серии:
короткой, средней, длинной.
зависимости от длины рабочей части
различают сверла различной серии:
короткой, средней, длинной.
Длина сверла выбир из усл-й:
- глубина сверл-я -располож-е отв-я
- число повторных заточек
-выход стружки
- сверление по напр-ю
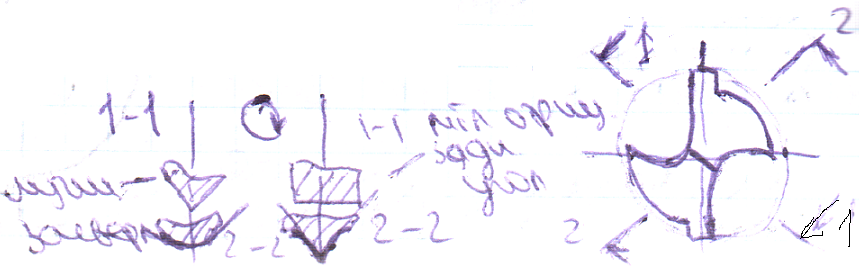
Попречное сечение:
 q=d
- 2Δ
q=d
- 2Δ
k - сердцевины (толщ). к=(0,15…0,2)d – для стали
Для увелич жест-ти к увелич по напр-ю к хвостовику
У тв сверел к=(0,25..0,5)d
Кроме сердцевины прочность и крутильная жесткость обеспеч формой пера (зуба)
В0 – ширина зуба
Θ – углов р-р впадины
 Для
обраб легких сплавов исп-ся сверла с
уменьш толщиной пера.
Для
обраб легких сплавов исп-ся сверла с
уменьш толщиной пера.
Д ля
труднообраб матер-в.
ля
труднообраб матер-в.
f0 – ширина
Δ - высота
Высота опред напр-е сверла в отв-и
Станд f=0,1d; Δ=(0,2…0,3)d – для стальных
Δ =(0,1…0,15)d
– для тв сплавных.
=(0,1…0,15)d
– для тв сплавных.
Ленточка может вып с плавынм перех в спинку зуба
Пов-ть ленточки (вспомогат пов-ть) вып с обратной
конусностью, т.е. ленточку не калибруют (0,03…0,1)
на 100 мм длины.
Передняя поверхность сверла
В интовая,
образуется стружечной канавкой. Угол
наклонаω
– стандартный: 20-35 гр
интовая,
образуется стружечной канавкой. Угол
наклонаω
– стандартный: 20-35 гр
Б-во сверл – правореж, с правым напр-ем струж канавки.
Задняя пов-ть зависит от способа заточки
- плоская. Заточка одноплоскостная
(мелкор-рыне сверла до 3мм)
Двуплоскостная – предпочт для тв. сплавов.
- криволинейная: конич заточка
И винтовая заточка
При двухплоскостной заточке образующ
Попер реж кромка также, как и при конич
Заточке обесп расп-е наиб удален т лезвия на оси сверла.
При заточке задней пов-ти образуются гл реж кромки, кот располагаются симметр оси сверла, образуя двойной угол 2фи
Стандартные значения 2фи=116…125гр. Обычно 118. Для легкообраб матер угол уменьш до 90, для матер с высокой тверд-ю и прочн-ю и с целью улучш процесса резания – увелич до 125-140 и до 150.
6.Форма подточки лезвия зависит от конкретных условий сверления, способы заточки:
1) Двойная заточка 2φ0=70…90; l0=2…5мм. Исп-ся при сверлении отв-й более 12мм
2) Подточкой ленточки (стачив для взяких матер-в)
3) Подточкой поперечной реж кромки (перемычки) возможен срез реж кромки при обраб хрупких матер-в (прочность ниже)
4)Х-обр подточка (убрали матер с заштрихов)
5) обратная конусность (рыбий хвост) для сверхмягких матер-в с низкой прочностью
6) Тв сплавные сверла дополн затачив с фаской вдоль реж кромки. Увелич прочность реж кромки. Вып заточка алмазным кругом. Параметры фаски γN=0..5 и 0…10(зак сталь)

Основные требования, предъявляемые к режущим инструментам, и требования к инструменту для автоматизированного производства