3.1 Определение основного и вспомогательного времени на операциях
В клетку ЭТ записываем сумму, определяющую по приближенным формулам (приложение 1 стр. 146, [3]) основное время ТО на операцию, при этом делаем следующие допущения.
1. На всех операциях в формулы подставляем размеры чистового профиля.
2. Для конических, тороидальных или сферических поверхностей основное время определяется так же как для цилиндрических, с диаметром равным наибольшему и длиной прохода равной длине образующей.
3. Время обработки фасок и галтелей можно не учитывать.
Например, для определения основного времени операции однопроходного точения вала (установ А) (рис. 5), клетка ЭТ должна содержать сумму:
=0,001*[0,17*50*55+0,052*(66^2-50^2)+0,17*90*12*sin(пи()/4)+0,17*90*(115-12-15)+
+0.017*120*2*пи()*15/4+ 0,052*(151,27^2-120^2)+0,17*151,27*135]
Длина конической части под 450, определяется через тригонометрическую функцию - 12*sin(пи()/4)
Длина дуги определяется как произведение центрального угла в радианах на радиус - (пи()/2)*15
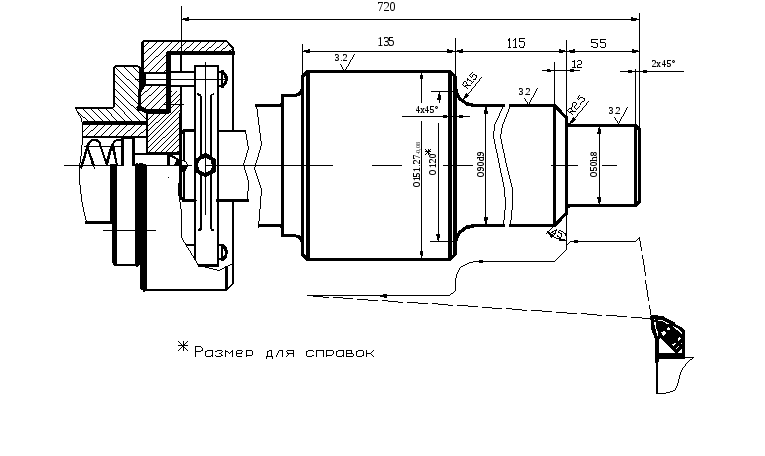
Рис. 5. Технологический эскиз на операцию токарную предварительную, установ А
Аналогично, по укрупненным формулам (приложение 1 стр. 146, [3]) определяем время для всех операций
Вспомогательное время ТВ определяем по формуле (приложение 1 стр. 147 [3]) при значении φК для мелкосерийного и единичного производства. Составляем таблицу:
-
№
п/п
№
операции
Операция
Т0
ТШТ.К
1
05
Фрезерно – центровальная
2
10
Токарная предварительная - установ А, (обработка правой части вала) установ В (обработка левой части)
3
15
Токарная окончательная
4
20
Шлифовальная
5
25
Шпоночно – фрезерная
6
30
Зубофрезерная
3.2 Определение количества основного оборудования и его загрузки
Для определения необходимого количества основного оборудования проектируемого участка рассчитываем действительный годовой фонд времени работы оборудования Фд.о по формуле:
![]() ,
час
,
час
|
где |
Фн |
|
|
|
Кр |
|
Номинальный фонд времени работы оборудования определяем по формуле:
![]() час.
час.
|
где |
Д |
|
|
|
ДВ |
|
|
|
Дп |
|
|
|
d |
|
|
|
Дпп |
|
|
|
q |
|
|
|
S |
|
Количество оборудования каждой модели определяем по формуле:
![]() ,
шт
,
шт
|
где |
tшт.к |
|
|
|
N |
|
Рассчитанное по формуле (1) количество станков может оказаться дробным. Это число округляем до ближайшего большего целого числа, которое будет принятым количеством станков – Спр
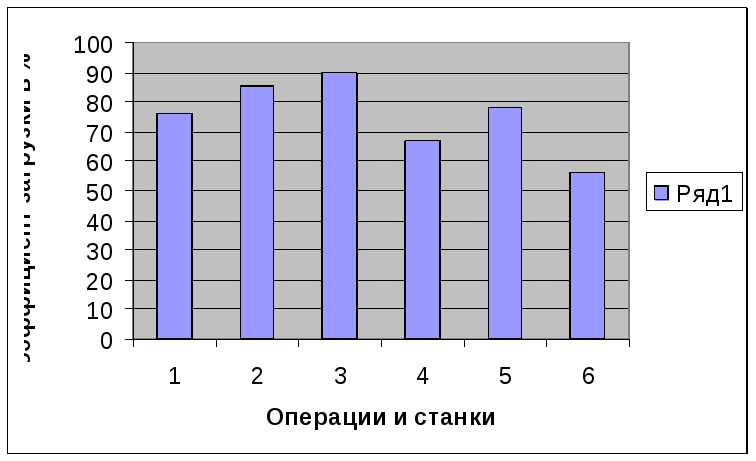
Коэффициент
загрузки оборудования на каждой
технологической операции определяем
по формуле:
![]()
Средний
коэффициент загрузки оборудования по
участку определяем по формуле: 
|
где |
Ср |
|
|
|
Спр |
|
|
|
m |
|