

Технология термообработки листового проката
В зависимости от толщины листовую сталь условно разделяют на тонколистовую (толщиной 0,2-3,9 мм) и толстолистовую (толщиной 4,0-160 мм).
Листовые стали классифицируют по категориям по уровню механических свойств и видам механических испытаний и по группам в зависимости от способности к вытяжке (Г-глубокая, Н- нормальная, ВГ- весьма глубокая, СВ- сложная, ОСВ- особо сложная и ВОСВ- весьма особо сложная).
Листовой прокат обычно используют в состоянии поставки, без дополнительной термообработки.
К листу предъявляются требования по механическим свойствам: временное сопротивление разрыву, предел текучести, относительное удлинение, ударная вязкость после механического старения и при различных температурах (от +20 до -70 0С), по штампуемости, а также требования по микроструктуре (величине и неравномерности зерна, наличию и распределению структурно-свободного цементита, глубине обезуглероженного слоя).
Листовой прокат производится согласно стандартов по требованию заказчиков. Если требуемые свойства отличаются от свойств, получаемых непосредственно после прокатки, возникает необходимость в термической обработке. Такая термообработка осуществляется на заключительных стадиях производства и является заключительной. Может применяться и промежуточная термообработка, которая выполняется после холодной или горячей прокатки для облегчения последующей холодной деформации.
Применяют следующие виды термообработки листового проката:
Рекристаллизационный отжиг (для тонколистовой холоднокатаной качественной стали для холодной штамповки). Может использоваться на промежуточных стадиях изготовления листа для повышения пластических свойств стали и облегчения последующей прокатки.
Отжиг- для горячекатаных листов, свойства которых не соответствуют требованиям стандартов;
Нормализация (иногда с высоким отпуском)- с целью измельчения зерна и повышения его однородности, устранения полосчатости структуры, уменьшения склонности к деформационному старению, улучшения штампуемости.
Закалка с высоким отпуском (улучшение)- для обеспечения требуемых высоких механических свойств.
Режимы термообработки выполняют с учетом химического состава и исходной структуры стали, а также требуемых свойств после термической обработки. Температурно-временные параметры выполнения различных операций должны быть установлены с учетом состава и назначения стали, предварительной обработки, геометрии полосы, массы садки, теплотехнических характеристик нагревательных печей.
В последнее время широкое распространения для изготовления и термоупрочнения тонкого листового проката получила контролируемая прокатка.
Контролируемая прокатка, являясь разновидностью ВТМО, представляет собой эффективный способ повышения прочности, пластичности и вязкости низколегированных сталей. Основная идея этого вида обработки заключается в подборе режимов прокатки и охлаждения после прокатки, что обеспечивает получение мелкого и однородного зерна в готовом прокате.

Рисунок 2.4- Схема контролируемой прокатки
Наиболее успешно это достигается понижением температуры прокатки в последних трех — пяти проходах до 780...850 °С при увеличении степени деформации до 15...20% и выше за проход.
Контролируемая прокатка является разновидностью процесса пластической обработки стали и сплавов, характеризующейся регламентированными условиями нагрева металла, строго определенными температурными и деформационными параметрами процесса в зависимости от химического состава и заданными режимами меж- и последеформационного охлаждения металла на различных стадиях обработки. Результатом этого является получение заданной структуры и специального типа строения субструктуры и упрочняющих фаз, при котором увеличиваются одновременно прочность и вязкость или металл придаются специальные свойства.
Основной принцип контролируемой прокатки заключается в измельчении аустенитного, а соответственно и ферритного зерна, что приводит к одновременному повышению прочности и вязкости стали. Сущность этого процесса заключается в том, что низколегированную сталь, содержащую карбонитриды ванадия и ниобия, прокатывают со значительными степенями деформации и заканчивают прокатку в двухфазной области. При нагреве до 1150 С корбонитриды ванадия переходят в твердый раствор, а их влияние при последующем понижении температуры, стимулирование деформации, приводит к упрочнению, тогда как не перешедшие в раствор карбонитриды ниобия препятствуют росту зерна.
Основное различие между обычной и контролируемой прокаткой состоит в том, что при контролируемой прокатке деформационные полосы разделяют аустенитные зерна на несколько блоков. Граница каждого блока является источником зарождения ферритных зерен. В результате из аустенитного зерна образуются более мелкие ферритные зерна, чем при обычной прокатке, когда зарождение ферритных зерен происходит на границах аустенита. Кроме того, увеличение числа активных центров зарождения феррита ускоряет процесс -превращения, в результате чего снижается вероятность выделения бейнитной структуры, придающей низкую вязкость стали.
Контролируемую прокатку осуществляют на толстолистовых реверсивных и непрерывных широкополосных станах:
1. При контролируемой прокатке листов большие обжатия производят преимущественно в области низких температур (800 0С);
2. Заканчивают при температурах ниже 700 0С.
Влияние модифицирующих элементов (ниобия, ванадия) на дисперсионное твердение стали зависит от условий охлаждения единичных листов или полос.
Для осуществления контролируемой прокатки требуется сооружение специализированных прокатных станов, позволяющих выдерживать большие усилия прокатки при деформации металла с пониженной температурой. Возможны технологические варианты контролируемой прокатки листовой стали и сортового проката.
Термообработка листового проката из углеродистой стали
Тонколистовая сталь
Обычно тонколистовые стали применяют для холодной штамповки. Для этой цели используют низкоуглеродистые кипящие и спокойные стали. Для предотвращения склонности к старению вводят алюминий, ванадий, титан.
Термическая обработка холоднокатаного листа регулирует конечную структуру и свойства стали с целью ее разупрочнения и обеспечения хорошей штампуемости.
Для производства проката холоднокатаного листа для глубокой и особо сложной вытяжки рекомендуют следующие режимы:
Степень обжатия в последней клети стана горячей прокатки должна быть выше критической и составлять 15-20 %;
Температура конца прокатки для углеродистых сталей (08кп, 08пс, 08Ю) должна находиться в пределах 860-920 0С, что соответствует аустенитному состоянию стали и приводит после охлаждения к получению мелкого ферритного зерна;
Охлаждение в интервале 750-550 0С после выхода полосы из последней клети стана горячей прокатки перед смоткой должно быть быстрым, чтобы обеспечить благоприятную форму цементитных включений;
Температура смотки полосы в рулон зависит от марки стали и должна составлять 550-650 0С. При более высокой температуре смотки возникает неравномерность зерен феррита, происходит коалисценция перлита и образование грубой сетки цементита.
Температуру рекристаллизационного отжига назначают в пределах от 640 0С до Ас1.
Большую часть листового металла для глубокой вытяжки отжигают в рулонах в колпаковых печах с принудительной циркуляцией защитной атмосферы.
Отжиг в колпаковых печах. Рулоны собирают в стопы на стенде печи. Параметры термообработки: Скорость нагрева: нагрев проводят медленно- 10-50 0С/ч. Можно применять ступенчатый нагрев с выдержкой до 550 0С в течение 10-19ч.
Температура нагрева: для кипящих сталей назначают температуру в пределах 680-700 0С, для спокойных- в пределах 700-720 0С.
Время нагрева и выдержки: назначают из условия получения допустимого перепада температуры по сечению рулона. В колпаковых печах первичная рекристаллизация стали проходит в процессе медленного нагрева садки до температуры отжига. Собирательная рекристаллизация развивается медленно, поэтому удовлетворительную структуру и свойств стали можно получить после кратковременных выдержек при 680-720 0С. Для спокойных сталей с целью обеспечения их устойчивости к деформационному старению изхотермическую выдержку назначают в пределах 5-15ч. Для сталей с алюминием и до 20 ч. Для сталей с ванадием.
Скорость охлаждении: Скорость охлаждения влияет на свойства стали в связи с переменной растворимостью и выделением азота и углерода из феррита. Растворимость углерода значительна в интервале 720-400 0С, азота- в интервале 600-300 0С. Охлаждение должно быть медленным для предотвращения склонности стали к старению (не выше 40 0С/мин).
Непрерывный отжиг листового проката проводят в горизонтальных протяжных и вертикальных печах башенного типа с конвекционным нагревом и с нагревом в жидких теплоносителях.
Рекомендуется использовать сталь с исходным крупным зерном; назначать при холодной прокатке степень обжатия, обеспечивающую интенсивный рост ферритных зерен при рекристаллизации; применять низкоуглеродистые стали (0,05-0,06%С), с титаном (0,1%), не склонные к старению даже при ускоренном охлаждении после отжига без использования перестаривания.
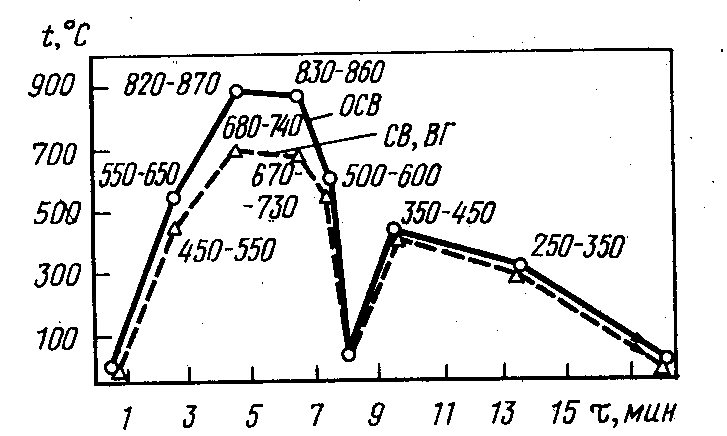
Рисунок 2.5- График режимов термообработке холоднокатаной стали толщиной 0,4-2,0 мм и шириной 900-1550 мм на агрегате непрерывного отжига
При производстве горячекатаной листовой стали рекомендуются те же температурные режимы прокатки, охлаждения и смотки, что и для подката холоднокатаных листов. При необходимости, в качестве окончательной термообработки применяют нормализацию в проходных роликовых печах или отжиг, выполняемый в проходных или садочных печах.
Листы толщиной менее 2 мм укладывают в проходные роликовые печи пачками (по 2-3), а толщиной более 2 мм поштучно на подкладочные листы. Время нагрева назначают из расчета 0,8-1,0 мм мин/мм при двустороннем нагреве и 2,0-4,0 мин/мм при одностороннем нагреве. Температура нагрева при нормализации для кипящих и полуспокойных сталей, содержащих менее 0,2 %С, составляет 930-950 0С, при содержании углерода более 0,2% - 910-930 0С; температура при отжига этих сталей 840-860 и 820-840 0С соответственно. Для спокойных низкоуглеродистых сталей (менее 0,25 %С) температуру нормализации назначают в пределах 920-940 0С, температуру отжига- в пределах 830-850 0С. Охлаждение при нормализации осуществляется на открытом рольганге, при отжиге используют замедленное охлаждение в футеровочных выходных зонах печей. При термообработке травленых листов применяют защитные атмосферы.
Толстолистовая сталь
Толстолистовую горячекатаную сталь производят в виде листов, рулонов, полосы с широким диапазоном свойств. Сталь может быть поставлена как без термической обработки, так и после смягчающей или упрочняющей термической обработки. Для регулирования механических свойств в качестве окончательной термообработки используют отжиг, нормализацию (иногда с высоким отпуском) и закалку с высоким отпуском.
Термическую обработку проводят в проходных роликовых печах, при этом для травленных полос используют защитные атмосферы.
Нормализацию (с высоким отпуском) применяют для повышения пластичности стали толщиной не более 15 мм, предназначенной для холодной штамповки.
Закалка с высоким отпуском позволяет уменьшить склонность сталей к деформационному и термическому старению и повысить характеристики прочности. Температура нормализации и закалки для углеродистых сталей выбирается в пределах 780-940 0С.
Охлаждение при закалке проводят в закалочных устройствах (прессы, душирующие установки, роликовые закалочные машины).
Отпуск осуществляют в проходных (реже садочных) печах при 600-700 0С. Время нагрева при отпуске в проходных печах определяют из расчета 1,5-4,0 мин/мм, охлаждение - на воздухе или распыленной водой.
Термообработка листового проката из легированных сталей
Прокат из легированных сталей поставляется тонко- и толстолистовым термически обработанным или без термообработки. Для этих сталей применяют: отжиг, нормализацию, нормализацию с высоким отпуском, закалку с высоким отпуском.
Для листов из низколегированных сталей в основном используют нормализацию или закалку с высоким отпуском. Закалка с отпуском в 1,5-1,8 раза повышает характеристики прочности стали при сохранении достаточно высокой пластичности и хладостойкости, снижает склонность к деформационному старению. Нормализация позволяет повысить в основном ударную вязкость стали.
Листы из легированных конструкционных сталей подвергают отжигу, отпуску, нормализации или улучшению.
Высоколегированные стали аустенитного и аустенито-ферритного классов закаливают, а ферритного и мартенситного- отжигают или подвергают высокому отпуску.
Термическую обработку (нормализацию, закалку, отпуск) листов толщиной до 50 мм проводят в проходных роликовых печах, более толстых- в печах садочного типа (камерных с выдвижным подом). Температура нагрева выбирается обоснованно, индивидуально, с учетом справочных данных.
Время нагрева и выдержки назначают с учетом теплотехнических характеристик печей (для проходных роликовых печей продолжительность нагрева может быть ориентировочно определена из расчета 1,0-2,0 мин/мм для нормализации и закалки, 3,0-6,0 мин/мм - для отпуска).
Охлаждение листов при закалке осуществляется в прессах или в роликовых закалочных машинах.
При использовании садочных печей, листы охлаждают в баках с водой, перемешиваемой воздухом.
Охлаждение при нормализации низколегированных сталей и отпуске проводят на воздухе (на открытом рольганге) или ускоренно (распыление водой).
Для отжига листов и рулонов чаще используют садочные печи. Охлаждение при отжиге легированных конструкционных сталей проводят в стопах или на рольганге со скоростью 30-60 0С/ч приблизительно до 500 0С, далее на воздухе.
Для предотвращения обезуглероживания и окисления холоднокатаную и горячекатаную травленую листовую сталь нагревают в защитных атмосферах. После отжига холоднокатаные листы охлаждают в защитной атмосфере до 160-180 0С.
Термообработка листового проката из мартенсито-ферритных сталей
Мартенсито-ферритные стали содержат 0,06-0,13%С; 1-2% Mn; 0,25-1,5% Si; 0,5% Cr; 0,1 %V или 0,1-0,3% Mo.
Двухфазную структуру, состоящую из зерен феррита, окруженных участками мартенсита или бейнита (5-15%) получают закалкой при нагреве до температур двухфазного интервала с резким охлаждением со скоростью 10-200 0С/с. Легирующие элементы повышают устойчивость аустенита и предотвращают его распад при охлаждении из межкритического интервала. Наличие в структуре феррита служит основной причиной хорошей штампуемости стали.
При изготовлении деталей штамповкой после деформации проводят кратковременный отпуск при 200-400 0С. При отпуске развивается деформационное старение, повышающее предел текучести сталей.
Для термической обработки используют агрегаты непрерывного отжига. Конкретные температурно- временные параметры термической обработки назначают с учетом фактического состава стали, критических точек и требуемых свойств. Можно использовать перестаривающий отпуск, что повышает предел текучести стали.
Термообработка листов с прокатного нагрева
Термообработка с прокатного нагрева имеет ряд преимуществ.
Для листов из углеродистых и низколегированных сталей применяют:
Нормализацию с использованием тепла прокатного нагрева, осуществляемую путем принудительного охлаждения листов после прокатки до 680-600 0С с последующим охлаждением на воздухе до 550 0С и передачей листов к печам для нормализации.
Одинарную термическую обработку- ускоренное регулируемое охлаждение листов после прокатки до 700-650 0С, что частично предотвращает процессы собирательной рекристаллизации и сохраняет мелкозернистую структуру, повышая характеристики прочности стали.
Двойная упрочняющая термическая обработка- ускоренное охлаждение листов до 600-300 0С с последующим ускоренным отпуском при 620-680 0С в печах, предназначенных для нормализации. В результате после отпуска получается мелкое зерно феррита с равномерно распределенными тонкодисперсными карбидами. Предпочтительным является двустороннее охлаждение листов. Для охлаждения верхней поверхности листов вода подается цилиндрическими струями или сплошной плоской струей из щелевых баков. Нижняя поверхность листов охлаждается водой через коллекторы с соплами, установленными в промежутках между роликами рольганга.